1.本发明涉及能够高精度地测量板材进给装置向加工装置搬送的板材的搬送量的板材进给装置用的控制装置。
背景技术:2.在专利文献1中公开了一种具备冲压机构、材料进给机构和材料分配器的压模系统。并且,在该压模系统中,材料进给机构将材料从材料分配器通过材料进给机构送入冲压机构,测定材料在材料分配器中的移动,并利用该测定结果来确定具备通过与进给驱动辊协作而把持材料的材料把持机构的材料解除机构的期望的定时。
3.在先技术文献
4.专利文献
5.专利文献1:日本特表2004-520934号公报
技术实现要素:6.发明要解决的课题
7.在专利文献1的压模系统中,从材料分配器通过材料进给机构被搬送到冲压机构的材料由于冲压机构进行冲压加工时的振动而移动。因此,实际上被搬送到冲压机构的材料的搬送量与从材料分配器被搬送的材料的搬送量不同,存在无法对冲压机构中被搬送来的材料的搬送量进行测量的问题点。另外,由于材料中一般不存在刻度等用于测量材料的搬送量的标记,因此存在无法对冲压机构中被搬送来的材料的搬送量进行测量的问题点。
8.因此,本发明的目的在于解决上述问题点,提供一种板材进给装置用的控制装置,其能够高精度地测量在冲压装置等加工装置中被搬送来的板材的搬送量。
9.用于解决课题的方案
10.根据本发明的一方式,一种板材进给装置用的控制装置,该板材进给装置具备第一辊和第二辊,且该板材进给装置能够利用第一辊和第二辊夹紧板材,并根据第一辊和第二辊的旋转来搬送板材,控制装置具备:控制部,控制第一辊和第二辊的旋转;发送部,朝向板材发送电磁波;以及接收部,接收由板材反射了的电磁波,控制部基于由接收部接收到的电磁波的频率来测量规定的期间内的板材的搬送速度,且基于搬送速度来测量板材的搬送量。
11.根据本发明的一具体例,在板材进给装置用的控制装置中,控制部根据发送部发送出的电磁波的频率与接收部接收到的电磁波的频率之差来测量板材的搬送速度。
12.根据本发明的一具体例,在板材进给装置用的控制装置中,发送部从两个方向朝向板材发送电磁波,接收部接收由板材反射了的来自两个方向的电磁波,控制部根据反射了的来自两个方向的电磁波的频率之差来测量板材的搬送速度。
13.根据本发明的一具体例,在板材进给装置用的控制装置中,接收部向控制部发送基于接收到的电磁波的频率的搬送速度关联信号。
14.根据本发明的一具体例,在板材进给装置用的控制装置中,搬送速度关联信号具有基于板材的搬送速度的周期。
15.根据本发明的一具体例,在板材进给装置用的控制装置中,在板材进给装置搬送板材的情况下,控制部控制接收部,以向控制部发送搬送速度关联信号。
16.根据本发明的一具体例,在板材进给装置用的控制装置中,在板材进给装置搬送板材的情况下,控制部控制发送部,以朝向板材发送电磁波。
17.根据本发明的一具体例,在板材进给装置用的控制装置中,控制部通过第一辊和第二辊的旋转来控制板材的搬送,规定的期间是通过第一辊和第二辊的旋转来搬送板材的期间。
18.根据本发明的一具体例,板材进给装置还具备释放装置,该释放装置用于释放由第一辊和第二辊夹紧的板材,在板材进给装置用的控制装置中,控制部通过释放装置控制板材的搬送,规定的期间是板材被第一辊和第二辊夹紧的期间。
19.根据本发明的一具体例,在板材进给装置用的控制装置中,控制部基于来自对从板材进给装置搬送的板材进行加工的加工装置的状态信号,确定规定的期间。
20.发明的效果
21.根据本发明,能够不使用用于测量的标记而高精度地测量在加工装置中被搬送来的板材的搬送量。
22.另外,本发明的其它的目的、特征及优点从与附图相关的以下的本发明的实施例的记载中变得明确。
附图说明
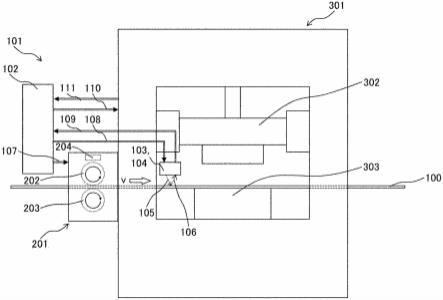
23.图1是作为本发明的一实施方式的板材进给装置用的控制装置的概略图。
24.图2a是表示来自作为一实施方式的板材的电磁波的反射的概略图。
25.图2b是表示来自作为另一实施方式的板材的电磁波的反射的概略图。
26.图3是作为一实施方式的搬送速度关联信号的时序图。
具体实施方式
27.下面,参照附图对本发明的实施例进行说明,但本发明并不限于这些实施例。
28.参照图1~图3,说明作为本发明的一实施方式的板材进给装置201用的控制装置101。板材进给装置201具备第一辊202和第二辊203,由第一辊202和第二辊203夹紧板材100,如图1所示,使第一辊202和第二辊203如箭头的方向那样旋转,能够根据第一辊202和第二辊203的旋转如箭头那样搬送板材100。板材100通过板材进给装置201被搬送到冲压装置等加工装置301,并被加工装置301进行加工。控制装置101具备:控制部102,控制板材进给装置201的第一辊202和第二辊203的旋转;发送部103,朝向板材100发送电磁波105;以及接收部104,接收由板材100反射了的电磁波106。控制部102经由板材进给控制信号线107连接到板材进给装置201,控制第一辊202和第二辊203的旋转。控制部102基于由接收部104接收到的电磁波106的频率来测量在由控制部102确定的规定的期间内的板材100的搬送速度v。接着,控制部102基于所测量到的板材100的搬送速度v,测量在规定的期间内被搬送到加工装置301的板材100的搬送量。在图1中,控制部102与板材进给装置201和加工装置301分
开设置,但也可以内置于板材进给装置201或加工装置301。另外,在图1中,发送部103和接收部104内置于加工装置301,但是也可以内置于板材进给装置201,以能够测量在板材100通过第一辊202和第二辊203之前或之后的板材100的搬送量,并能够设置在与需要相应的部分。而且,控制装置101整体可以内置于搬送板材100的板材进给装置201,也可以内置于对从板材进给装置201搬送的板材100进行加工的冲压装置等加工装置301。
29.控制部102也可以根据由发送部103发送的电磁波105的频率与由接收部104接收的电磁波106的频率之差来测量板材100的搬送速度v。在图2a中,发送部103以入射角θ相对于板材100发送电磁波105,接收部104接收从板材100以反射角θ反射了的电磁波106。若将由发送部103发送的电磁波105的频率设为f
t
、将电磁波105、106的速度设为c,则由接收部104接收的电磁波106的频率fr通过多普勒效应由(1)式表示。
30.[数学式1]
[0031][0032]
控制部102通过对由发送部103发送的电磁波105和由接收部104接收的电磁波106进行混合处理,能够根据这两个电磁波106的频率之差f
t-fr而获得具有(2)式的频率的信号。
[0033]
[数学式2]
[0034][0035]
控制部102能够根据(2)式的频率来测量板材100的搬送速度v。而且,通过在规定的期间内测量搬送速度v,能够测量在规定的期间内搬送板材100的长度,即,在规定的期间内板材100向加工装置301的搬送量。这样,即使材料100没有刻度等用于测量搬送量的标记,也能够通过电磁波的多普勒效应来测量板材100的搬送量。
[0036]
在图2b中,发送部103从两个方向朝向板材100发送电磁波105。在这种情况下,发送部103具备电磁波源、分束器和反射镜。从发送部103的电磁波源产生的电磁波通过分束器分成两个,一方的电磁波105直接以入射角θ相对于板材100发送,另一方的电磁波105被反射镜反射,以与一方的电磁波105相反的入射角θ相对于板材100发送。若将由发送部103发送的电磁波105的频率设为f
t
,将电磁波105、106的速度设为c,则在一方的电磁波105被板材100反射的情况下的电磁波106的频率f
r1
通过多普勒效应由(3)式表示。
[0037]
[数学式3]
[0038][0039]
另外,在另一方的电磁波105被板材100反射的情况下的电磁波106的频率f
r2
通过多普勒效应由(4)式表示。
[0040]
[数学式4]
[0041]
[0042]
来自两个方向的电磁波105被板材100反射,接收部104接收作为具有频率f
r1
的电磁波106及具有频率f
r2
的电磁波106的两个频率的不同的电磁波106。控制部102通过对由接收部104接收到的这两个电磁波106进行外差处理,能够根据这两个电磁波106的频率之差f
r2-f
r1
而获得具有(5)式的频率的信号。
[0043]
[数学式5]
[0044][0045]
控制部102能够根据(5)式的频率来测量板材100的搬送速度v。而且,通过在规定的期间内测量搬送速度v,能够测量在规定的期间内搬送板材100的长度,即,在规定的期间内板材100向加工装置301的搬送量。这样,即使材料100没有刻度等用于测量搬送量的标记,也能够通过电磁波的多普勒效应来测量板材100的搬送量。
[0046]
发送部103经由电磁波控制信号线108与控制部102连接,接收部104经由搬送速度关联信号线109与控制部102连接。接收部104接收具有与如上述那样由发送部103发送的电磁波105的频率不同的、如(1)式、(3)式和(4)式那样的频率的电磁波106,向控制部102发送基于经由搬送速度关联信号线109接收到的电磁波106的频率的搬送速度关联信号。例如,接收部104可以将与如(1)式、(3)式、(4)式那样的接收到的电磁波106的频率关联的信号经由搬送速度关联信号线109发送到控制部102,也可以将与如(2)式那样的混合处理、如(5)式那样的外差处理关联的信号经由搬送速度关联信号线109发送到控制部102。这些信号如(1)式~(5)式那样,具有基于板材100的搬送速度v的频率、即周期。另外,这些信号中只要包含与板材100的搬送速度v关联的信息即可。
[0047]
控制部102也可以在板材进给装置201搬送板材100的情况下,控制接收部104以向控制部102发送搬送速度关联信号。另外,控制部102也可以在板材进给装置201搬送板材100的情况下,控制发送部103以朝向板材100发送电磁波105。当板材进给装置201开始板材100的搬送时,如图3所示,控制部102进行控制,以经由电磁波控制信号线108将搬送定时设为h电平,并使发送部103对板材100发送电磁波105。接收部104接收由板材100反射了的电磁波106,并经由搬送速度关联信号线109将作为搬送速度关联信号的测定结果脉冲发送到控制部102。测量结果脉冲也可以是如图3所示那样相位相互偏移90
°
的ab相输出。测量结果脉冲具有基于板材100的搬送速度v的频率,若板材100的搬送速度v变快则频率变高,若板材100的搬送速度v变慢则频率变低。基于测量结果脉冲,测定板材100向加工装置301的搬送量。另外,当板材进给装置201结束板材100的搬送时,如图3所示,控制部102进行控制,以经由电磁波控制信号线108将搬送定时设为l电平,并使发送部103停止电磁波105对板材100的发送。这样,能够测量搬送定时为h电平的期间的板材100的搬送速度v,而且,能够测量板材100向加工装置301的搬送量。
[0048]
另外,控制部102也可以直接将搬送定时发送到接收部104。在这种情况下,当控制部102将搬送定时设为h电平时,接收部104经由搬送速度关联信号线109将搬送速度关联信号发送到控制部102,当控制部102将搬送定时设为l电平时,接收部104停止将搬送速度关联信号发送到控制部102。此外,控制部102也可以不向发送部103和接收部104发送搬送定时。在该情况下,接收部104经由搬送速度关联信号线109始终向控制部102发送搬送速度关
联信号,控制部102从自接收部104发送的所有期间的搬送速度关联信号中,选出搬送时机为h电平的期间,基于该选出的期间的搬送速度关联信号,测量板材100的搬送速度v,接着,基于测量出的板材100的搬送速度v,测量在该选出的期间内搬送到加工装置301的板材100的搬送量。
[0049]
控制部102通过经由板材进给控制信号线107控制板材进给装置201的第一辊202和第二辊203的旋转,利用第一辊202和第二辊203的旋转而控制板材100的搬送。测量板材100向加工装置301的搬送量的规定的期间也可以是利用第一辊202和第二辊203的旋转来搬送板材100的期间。
[0050]
板材进给装置201也可以还具备释放装置204,该释放装置204用于释放由第一辊202及第二辊203夹紧的板材100。释放装置204可以连接到第一辊202和第二辊203中的任一个,通过释放装置204使第一辊202和/或第二辊203升降,板材100被夹紧或被释放。控制部102经由板材进给控制信号线107控制释放装置204,由此控制板材100的搬送。测量板材100向加工装置301的搬送量的规定的期间也可以是板材100被第一辊202和第二辊203夹紧的期间。
[0051]
加工装置301对从板材进给装置201搬送来的板材100进行加工。在加工装置301是冲压装置的情况下,加工装置301具备上模具302和下模具303,板材100通过上模具302和下模具303协同动作而被冲裁。在由加工装置301进行冲裁加工等加工处理的情况下,需要停止板材100的搬送。因此,加工装置301经由状态信号线111向控制部102发送与加工装置301的状态有关的状态信号、即表示应该搬送板材100还是应该停止板材100的搬送的信号。基于来自加工装置301的信号,控制部102确定第一辊202和第二辊203旋转的期间、第一辊202和第二辊203夹紧板材100的期间等,并且还如上那样地确定测量板材100向加工装置301的搬送量的规定的期间。由控制部102测量出的板材100的搬送量可以经由搬送量信号线110发送到加工装置301,另外,也可以显示在显示器等显示装置上。
[0052]
板材进给装置201间歇地每次一定量地将板材100搬送到加工装置301,本发明的控制装置101能够高精度地测量板材进给装置201向加工装置301搬送板材100的搬送量。而且,测量出的板材100的搬送量能够用于调整板材100向加工装置301的搬送速度、板材100向加工装置301的搬送量、板材100在加工装置301中的停止位置等。
[0053]
虽然上述记载是关于特定的实施例,但是本领域技术人员将理解,本发明不限于此,能够在本发明的原理和所附权利要求书的范围内进行各种变更和修改。
[0054]
附图标记的说明
[0055]
100 板材
[0056]
101 控制装置
[0057]
102 控制部
[0058]
103 发送部
[0059]
104 接收部
[0060]
105 发送的电磁波
[0061]
106 反射的电磁波
[0062]
107 板材进给控制信号线
[0063]
108 电磁波控制信号线
[0064]
109 搬送速度关联信号线
[0065]
110 搬送量信号线
[0066]
111 状态信号线
[0067]
201 板材进给装置
[0068]
202 第一辊
[0069]
203 第二辊
[0070]
204 释放装置
[0071]
301 加工装置
[0072]
302 上模具
[0073]
303 下模具