镗孔刀杆和非旋转镗孔刀具以及包括这样的镗孔刀杆的镗孔布置的制作方法
1.本发明涉及一种根据权利要求1的前序部分所述的镗孔刀杆。本发明还涉及一种非旋转镗孔刀具和一种包括这样的镗孔刀杆的镗孔布置。
背景技术:
2.在其自由端处具有切削元件的悬臂式镗孔刀杆可以用于在金属材料的旋转工件上执行不同类型的加工操作,诸如例如内部或外部车削。在加工操作期间,切削元件受到来自旋转工件的切削力,包括径向力和切向力,上述径向力沿以下线指向,该线垂直于工件的旋转轴线延伸并且与旋转轴线和切削元件与工件之间的接触点相交,上述切向力垂直于径向力并且在切削元件与工件的接触点处沿工件表面的切向方向指向。这些相互垂直的切削力将在镗孔刀杆中引起振动,这进而可能引起噪音、工件表面光洁度受损、刀具断裂和其它不期望的影响。
3.为了减少加工工件期间在镗孔刀杆的外端处的切削元件上的切削力引起的镗孔刀杆振动,已经研制了不同类型的主动阻尼系统。这样的主动阻尼系统可以包括:至少一个振动传感器,以用于感测镗孔刀杆的振动;和至少一个电控振动致动器,以用于在镗孔刀杆中生成振动力,其中,振动致动器由电子控制单元控制,这取决于来自一个振动传感器或多个振动传感器的测量信号,以便在镗孔刀杆中引入将会干扰并由此抵消由切削力在镗孔刀杆中引起的振动的反振动。
4.在us 5 170 103 a中公开了一种上述类型的主动阻尼系统,其中,振动致动器被容纳在镗孔刀杆内部的空腔中。
5.一种主动阻尼系统可以包括一个或多个振动致动器,该一个或多个振动致动器被安装到机床上,处在该机床的滑枕外侧,如ep 3 511112a1中所公开的那样,以便阻尼滑枕中的振动。
技术实现要素:
6.本发明的目标在于提供一种上述类型的镗孔刀杆,其具有新颖和有利的设计。
7.根据本发明,所述目标通过一种具有权利要求1中限定的特征的镗孔刀杆实现。
8.根据本发明的镗孔刀杆被构造用于非旋转镗孔刀具中,并且包括:
[0009]-伸长主体,该伸长主体被构造用于附接到金属切削机器的支撑结构,该伸长主体具有后端和相对的前端,该前端被布置用以承载设置有切削元件的刀具部分;和
[0010]-至少两个电控振动致动器,所述至少两个电控振动致动器用于镗孔刀杆的主动振动阻尼。
[0011]
所述至少两个致动器中的每一个包括可移动地布置的阻尼块,并且被构造用以通过阻尼块的移动而生成与致动器的工作轴线平行或至少基本平行的振动力,上述致动器的工作轴线垂直于阻尼块的中心轴线,其中,所述至少两个致动器中的每一个是具有一个单
一工作轴线的单轴线致动器,并且其中,所述至少两个致动器被布置成它们的工作轴线彼此成角度地偏移。此外,所述至少两个致动器以纵向串联的方式布置在伸长主体中,其中这些致动器中的每一个的阻尼块的中心轴线与伸长主体的纵向轴线重合或基本重合。因而,所述至少两个致动器的阻尼块被布置在以伸长主体的纵向轴线为中心的伸长主体中,这将简化在致动器的控制中使用的计算,由此使得可以以准确且快速的方式实现一种具有良好响应和阻尼镗孔刀杆中的振动的能力的阻尼系统。
[0012]
此外,通过所述至少两个致动器的上述布置,这些致动器位于伸长主体中,这些致动器的工作轴线垂直于伸长主体的纵向轴线并且在相互不同的方向上定向。由此,所讨论的致动器可以被优化以用于抵消在相对于镗孔刀杆的纵向轴线的不同角度方向上的振动,这有利于实现高效的振动阻尼。在这种情况下,第一致动器可以例如被优化,以用于抵消由在切削元件上的上述径向力引起的振动,另一致动器可以被优化,以用于抵消由在切削元件上的上述切向力引起的振动。在后一种情况下,适合的是使用两个致动器,该两个致动器被布置成它们的工作轴线彼此垂直地延伸,这是因为所述径向力垂直于所述切向力。
[0013]
除了以上文限定的方式布置在伸长主体中的两个或更多个致动器之外,即,除了上述至少两个致动器之外,镗孔刀杆也可以视需要包括以任何其它合适方式布置的一个或多个附加的致动器。
[0014]
根据本发明的实施例,所述至少两个致动器的数量为n,其中,n≥2,并且所述至少两个致动器被布置在伸长主体中,使得所述n个致动器中的每一个的工作轴线被定向为相对于所述n个致动器中的另一个以180
°
/n的角度定向,其中,所述n个致动器的相应的工作轴线以均匀角度分布,并且其中,所述n个致动器中的每一个的工作轴线具有单独的角度定向,该单独的角度定向不同于所述n个致动器中的其它致动器的工作轴线的角度定向。因而,如果所讨论的致动器的数量为2,则它们的工作轴线彼此成90
°
角度定向,如果致动器的数量为3,则它们的工作轴线彼此成60
°
角度定向,等等。此外,每对相邻的致动器在这种情况下优选地是被布置成使得它们的工作轴线以相比于彼此180
°
/n的角度定向,这意味着在所述n个致动器中的该n个致动器的前一个致动器之后以接连顺序紧挨布置的每一个致动器的工作轴线以与该前一个致动器的工作轴线成180
°
/n的角度定向。
[0015]
根据本发明的另一实施例,伸长主体包括:
[0016]-伸长主部分,该伸长主部分被构造用于附接到金属切削机器的支撑结构,该主部分具有后端和相对的前端,
[0017]-前部分,该前部分具有后端和相对的前端,该前部分的后端面对主部分的前端,该前部分的前端被布置用以承载所述刀具部分,以及
[0018]-至少一个阻尼模块,所述至少一个阻尼模块被布置在主部分的前端与前部分的后端之间,并容纳所述至少两个致动器中的一个或多个。
[0019]
伸长主体的上述前部分经由所述至少一个阻尼模块连接到伸长主体的主部分,其中,所述至少一个阻尼模块构成伸长主体的长度区段。因而,主部分、所述至少一个阻尼模块和前部分构成伸长主体的分离且接连布置的长度区段,如在伸长主体的纵向方向上看到的那样。由此,振动致动器可以集成在镗孔刀杆的伸长主体中,方法是首先将致动器安装在相关联的阻尼模块的壳体内,然后将阻尼模块固定在伸长主体的主部分与前部分之间,这将促进镗孔刀杆的组装。在这种情况下,致动器相对于切削元件与工件之间的接触点的工
作方向可以在需要的情况下通过调整相关联的阻尼模块相对于伸长主体的前部分的旋转位置来调整。此外,通过将致动器容纳在分离的阻尼模块中,阻尼特征可以容易地通过修改阻尼模块而适应于具体需要,而不必改变镗孔刀杆的其它部分。镗孔刀杆中的致动器的数量可以通过改变被布置在伸长主体的主部分与前部分之间的阻尼模块的数量而取决于具体需要变化。致动器在被布置于伸长主体的主部分与前部分之间的分离的阻尼模块中的布置也使得容易将致动器定位成靠近伸长主体的前端,这对于致动器而言是有利位置,这是因为邻近生成镗孔刀杆的振动的切削元件。此外,分离的阻尼模块的使用使得镗孔刀杆的这一部分更容易适应致动器的要求,目的是使阻尼块和致动器的行程最大化。
[0020]
然而,作为替选方式,镗孔刀杆的伸长主体可以缺少上述类型的分离的阻尼模块,其中,所述至少两个致动器被共同容纳在伸长主体内部的相同空腔中或者单独容纳在伸长主体内部的分离的空腔中。
[0021]
所述至少一个阻尼模块优选地是具有与主部分和/或前部分相同的截面外周面形状。此外,主部分和/或前部分和/或所述至少一个阻尼模块有利地为柱形,优选地为圆柱形。
[0022]
根据本发明的实施例,主部分的外周面和所述至少一个阻尼模块的外周面彼此齐平或基本齐平。镗孔刀杆的伸长主体由此可以被设计有光滑的外周边表面。
[0023]
根据本发明的另一实施例,所述至少一个阻尼模块通过拉杆(tie rods)被夹紧在主部分与前部分之间,该拉杆优选地是延伸穿过所述至少一个阻尼模块中的通道。由此,一个阻尼模块或多个模块可以以简单且可靠的方式固定在伸长主体的主部分与前部分之间。拉杆中的每一个可以具有被固定到主部分的第一端和被固定到前部分的相对的第二端。
[0024]
根据本发明的另一实施例,伸长主体包括在主部分的前端与前部分的后端之间彼此串联布置的至少两个上述类型的阻尼模块,其中,所述至少两个致动器被布置在这些阻尼模块的不同的阻尼模块中。由此,所讨论的致动器可以以简单方式集成在镗孔刀杆的伸长主体中。作为替选方式,所述至少两个致动器可以被容纳在一个相同的阻尼模块中。所述至少两个阻尼模块被有利地布置成彼此抵靠。然而,作为替选方式,某种中间元件可以布置在所述至少两个阻尼模块之间。镗孔刀杆的前部分优选地是被布置成其后端抵靠所述至少两个阻尼模块中的最前面的一个的前端。然而,作为替选方式,某种中间元件可以布置在前部分和最前面的阻尼模块之间。所述至少两个阻尼模块中的最后面的一个优选地被布置成其后端抵靠主部分的前端。然而,作为替选方式,某种中间元件可以布置在主部分与最后面的阻尼模块之间。
[0025]
为了便于伸长主体的制造,所述至少两个阻尼模块有利地是具有相同设计和尺寸。
[0026]
根据本发明的镗孔刀杆的进一步有利特征将从下面的描述中显而易见。
[0027]
本发明还涉及一种非旋转镗孔刀具,包括上述类型的镗孔刀杆和设置有切削元件的刀具部分,其中,该刀具部分可拆卸地附接到伸长主体的前端或与该前端一体地形成。
[0028]
根据本发明的实施例,所述刀具部分能够在其相对于伸长主体的旋转位置方面进行调节。由此,将可以调整切削元件相对于所述至少两个致动器的工作轴线的角度位置,以便优化阻尼特性。
[0029]
根据本发明的另一实施例,切削元件包括前刀面、后刀面以及在前刀免与后刀面
之间的相交处形成的切削刃,其中,当在垂直于伸长主体的纵向轴线并且在径向最外点处与切削刃相交的截面平面内观察时,笔直且假想的参考线l在径向最外点处与切削刃相交,并且在该截面平面中,在切削元件的外侧上相对于后刀面成6
°
的角度延伸,并且其中,当在该截面平面中观察时,最靠近伸长主体的前端的致动器的工作轴线:
[0030]
·
与所述参考线l形成90
°±
10
°
的角度,优选地为90
°±5°
的角度,更优选地为90
°±1°
的角度,或者
[0031]
·
与所述参考线l形成0
°±
10
°
的角度,优选地为0
°±5°
的角度,更优选地为0
°±1°
的角度。
[0032]
非旋转镗孔刀具的切削元件的后角通常为6
°
或接近6
°
,这意味着切削元件上的上述切向力将基本沿上文限定的参考线l指向,而切削元件上的上述径向力将基本垂直于该参考线l指向。为了实现对非旋转镗孔刀具的镗孔刀杆的高效振动阻尼,有利地是,将最靠近镗孔刀杆的前端的致动器的工作轴线布置成与切削元件上的径向力基本平行,以便允许该致动器高效地阻尼由该径向力引起的振动,或将最靠近镗孔刀杆的前端的致动器的工作轴线布置成与切削元件上的切向力基本平行,以便允许该致动器高效地阻尼由该切向力引起的振动。当最靠近镗孔刀杆的前端的致动器的工作轴线被布置成与上述参考线l形成90
°±
10
°
的角度时,该致动器将因此被集中于阻尼镗孔刀杆中的、由切削元件上的径向力引起的振动。相反,当阻尼模块中的最靠近镗孔刀杆前端的致动器的工作轴线被布置成与上述参考线l形成0
°±
10
°
的角度时,该致动器将被集中于阻尼镗孔刀杆中的、由切削元件上的切向力引起的振动。
[0033]
根据本发明的另一实施例,镗孔刀具包括至少一个振动传感器,所述至少一个振动传感器在伸长主体的前端处安装到该伸长主体或者安装到所述刀具部分。由此,振动将在靠近切削元件的位置处被检测到,这使得能够高效地抵消由作用在切削元件上的切削力引起的振动。
[0034]
根据本发明的镗孔刀具的进一步的有利特征将从下面的描述中显而易见。
[0035]
本发明还涉及一种镗孔布置,该镗孔布置包括上述类型的镗孔刀杆和电子控制单元,该电子控制单元被配置用以控制到所述至少两个致动器的电流,以便控制这些致动器中的振动力的生成。镗孔布置优选地是还包括至少一个振动传感器,所述至少一个振动传感器被配置用以生成与镗孔刀杆的振动有关的测量信号并将该测量信号发送到电子控制单元,其中,电子控制单元被配置用以接收来自所述至少一个振动传感器的所述测量信号,并取决于来自所述至少一个振动传感器的所述测量信号来控制到所述至少两个致动器的电流,以便取决于这些测量信号来控制这些致动器中的振动力的生成。
[0036]
根据本发明的镗孔布置的进一步有利特征将从下面的描述中显而易见。
附图说明
[0037]
参考附图,下面是作为示例引用的本发明的实施例的具体描述。
[0038]
在附图中:
[0039]
图1是根据本发明的实施例的非旋转镗孔刀具的侧向视图,
[0040]
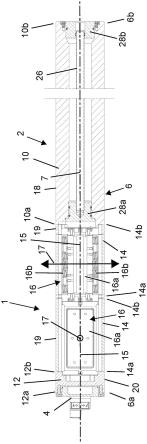
图2是根据图1的线ii-ii的纵向截面图,
[0041]
图3是图1的镗孔刀具的分解图,
[0042]
图4是从图1的镗孔刀具的另一方向的分解图,
[0043]
图5是图1的镗孔刀具的前端的透视图,
[0044]
图6a和图6b是图1的镗孔刀具的前视图,
[0045]
图7a是从图1的镗孔刀具中所包括的切削元件上方的透视图,
[0046]
图7b是从图7a的切削元件下方的透视图,
[0047]
图7c是图7a的切削元件的侧向视图,
[0048]
图8a是从可替选的切削元件的上方的透视图,
[0049]
图8b是从图8a的切削元件下方的透视图,
[0050]
图8c是图8a的切削元件的侧向视图,
[0051]
图9是根据本发明的实施例的镗孔布置的概略图,
[0052]
图10是根据本发明的可替选的实施例的镗孔布置的概略图,以及
[0053]
图11是根据本发明的另一可替选的实施例的镗孔布置的概略图。
具体实施方式
[0054]
在图1至图5中示出了根据本发明的实施例的非旋转镗孔刀具1。镗孔刀具1用于在金属材料的旋转工件上执行不同类型的加工操作,诸如例如内部或外部车削。镗孔刀具1包括镗孔刀杆2,该镗孔刀杆2将被固定在金属切削机器的支撑结构3上(在图9至图11中非常示意性地示出),以便以悬臂方式从该支撑结构3伸出。镗孔刀杆2包括被构造用于附接到金属切削机器的支撑结构3的伸长主体6。伸长主体6具有后端6b和相对的前端6a。伸长主体的纵向轴线7在伸长主体的后端6b与前端6a之间延伸。
[0055]
镗孔刀具1还包括设置有切削元件5的刀具部分4,其中,该刀具部分4由伸长主体6承载并在伸长主体的前端6a处安装到该伸长主体。作为替选方式,刀具部分4可以与伸长主体的前端6a一体地形成,这意味着刀具部分4和伸长主体6组合成共同部件。
[0056]
镗孔刀杆2包括至少两个电控振动致动器16,以对镗孔刀杆2进行主动振动阻尼。这些致动器16中的每一个包括可移动地布置的阻尼块16a,并且这些致动器16中的每一个被构造用以通过其阻尼块的移动而生成与致动器的工作轴线17平行或至少基本平行的振动力,该致动器的工作轴线17垂直于阻尼块16a的中心轴线15。所述至少两个致动器16中的每一个是具有一个单一工作轴线17的单轴线致动器,并且这些致动器16被布置成它们的工作轴线17彼此成角度地偏移。因而,致动器16被布置在伸长主体6中的相互不同的旋转位置。
[0057]
所述致动器16被构造用以生成振动力,以便抵消在加工旋转工件期间通过作用在切削元件5上的切削力而在镗孔刀杆2中引起的振动。由致动器16生成的振动力也可以用于间歇地振动切削元件5,以便将由切削元件5从工件上切下来的较大金属屑碎成碎片。
[0058]
所述致动器16在伸长主体6中纵向串联布置,即在伸长主体的纵向方向上接连布置,其中这些致动器16中的每一个的阻尼块16a的中心轴线15与伸长主体6的纵向轴线7重合或至少基本重合。因而,致动器16中的每一个的工作轴线17在垂直于伸长主体6的纵向轴线7的截面平面中延伸。
[0059]
在图1至图5中所示的实施例中,所述致动器16的数量为2,但是作为替选方式,镗孔刀杆2可以包括被布置在伸长主体6中的多于两个这样的致动器16,使得所有这些致动器
16的工作轴线17优选地是以互相不同的方向定向。这些致动器16的工作轴线17优选地是均匀成角度分布,其中,这些致动器16中的每一个的工作轴线17相对于这些致动器中的另一致动器以180
°
/n的角度定向,其中,n是整数,其对应于致动器16的数量。因而,当所述致动器16的数量为2时,这些致动器优选地是被布置在伸长主体6中,使得它们的工作轴线17相对于彼此成90
°
的角度定向,即彼此垂直,如图1和图2中所示。当所述致动器16的数量为3时,这些致动器优选地是被布置在伸长主体6中,使得它们的工作轴线17彼此成60
°
角度定向,当致动器16的数量为4时,这些致动器优选地是被布置在伸长主体6中,使得它们的工作轴线17彼此成45
°
角度定向,等等。此外,每对相邻的致动器中的致动器16在这种情况下优选地是被布置成使得它们的工作轴线以相对于彼此180
°
/n的角度定向。
[0060]
在图1至图5中所示的实施例中,镗孔刀杆2的伸长主体6由多个分离的部分10、12、14组成,这些部分相互连接并一起形成伸长主体6,其中,这些部分10、12、14构成伸长主体6的多个分离的长度区段,即分离的节段。因而,这些部分10、12、14构成镗孔刀杆的伸长主体6的接连区段,如在其纵向方向上看到的那样。在这种情况下,伸长主体6包括被构造用于附接到金属切削机器的支撑结构3的伸长主部分10。该主部分10具有后端10b和相对的前端10a。主部分10优选地是管状的,并且将在其后端10b处附接到所述支撑结构3。在所示实施例中,主部分10为圆柱形的并具有圆形截面形状。然而,主部分10也可以具有任何其它合适的截面形状,诸如椭圆形或多边形截面形状。
[0061]
图1至图5中所示的伸长主体6进一步包括前部分12。该前部分12具有后端12b和相对的前端12a,其中该后端12b面对主部分10的前端10a。前部分的前端12a被布置用以承载上述刀具部分4。因而,该刀具部分4在镗孔刀杆的前部分12的前端12a处附接到前部分12。作为替选方式,刀具部分4可以与前部分12一体地形成,这意味着刀具部分4和前部分12组合成共同部件。在所示实施例中,前部分12是圆柱形的并且具有圆形截面形状。然而,前部分12也可以具有任何其它合适的截面形状,诸如椭圆形或多边形截面形状。
[0062]
伸长主体6还可以包括被布置在主部分10的前端10a与前部分12的后端12b之间的至少一个阻尼模块14,其中,该阻尼模块14具有后端14b和相对的前端14a,该后端14b面对主部分10,该前端14a面对前部分12。在所示实施例中,伸长主体6包括两个这样的阻尼模块14,这些阻尼模块14彼此串联地布置在主部分10的前端10a与前部分12的后端12b之间。因而,这两个阻尼模块14在伸长主体6的纵向方向上彼此串联地布置。作为替选方式,伸长主体6可以包括在伸长主体的纵向方向上彼此串联地布置的超过两个的阻尼模块14,或者包括一个单个阻尼模块14。前部分12经由阻尼模块14连接到主部分10。
[0063]
在所示实施例中,阻尼模块14是圆柱形的并且具有圆形截面形状。然而,阻尼模块14也可以具有任何其它合适的截面形状,诸如椭圆形或多边形截面形状。
[0064]
阻尼模块14中的每一个设置有至少一个上述致动器16,其中,该致动器16被布置在相关联的阻尼模块的外壳14c中,致动器16的阻尼块16a相对于该外壳14c可移动。在所示实施例中,阻尼块16a相对于阻尼模块14的外壳14c克服被布置在阻尼块16a的相对侧上的复位弹簧16b的作用可移动。致动器16可以是电磁类型的,其中,振动力是电磁生成的。然而,也可使用任何其它合适类型的振动致动器。
[0065]
在所示实施例中,每个阻尼模块14设置有一个单个致动器16。然而,作为替选方式。单独的阻尼模块14可以设置有两个或更多个致动器16。
[0066]
在所示实施例中,阻尼模块14彼此直接抵靠,其中,最前面的一个阻尼模块的后端14b抵靠另一个阻尼模块(即,最后面的一个阻尼模块)的前端14a。如图1至图5中所示,前部分12可以被布置成其后端12b直接抵靠在最前面的阻尼模块的前端14a上,最后面的阻尼模块可以被布置成其后端14b直接抵靠在主部分10的前端10a上。
[0067]
主部分10的外周面18和每个阻尼模块14的外周面19有利地是彼此齐平或基本齐平,如图1、图2和图5中所示。此外,前部分12的外周面20与最前面的阻尼模块14的外周面19齐平或基本齐平。
[0068]
为了便于镗孔刀杆2的维护和修理,主部分10、阻尼模块14和前部分12优选地是可拆卸地彼此安装。在所示实施例中,阻尼模块14通过拉杆22被夹紧在主部分10与前部分12之间。每个拉杆22具有第一端22a和相对的第二端22b,该第一端22a被固定到主部分10,该第二端22b被固定到前部分12。此外,每个拉杆22延伸穿过阻尼模块14中的相互对齐的通道23。作为替选方式,伸长主体6的不同部分10、12、14可以以任何其它合适方式彼此安装。
[0069]
在所示实施例中,每一个阻尼模块14中的致动器16可通过阻尼模块的相对侧上的两个开口接近,其中,每个开口由可拆卸地安装的盖板24覆盖,该盖板24形成阻尼模块的外周面19的一部分,并通过呈螺钉形式的紧固元件25固定在相关联的开口中。用于其中的一些上述拉杆22的通道23可以被设置在盖板24中。
[0070]
在所示实施例中,冷却流体通过第一馈送管26和至少一个第二馈送管27供应到刀具部分4,该第一馈送管26轴向延伸穿过伸长主体6的主部分10,所述至少一个第二馈送管27平行于拉杆22在伸长主体的主部分10与前部分12之间延伸。在所示示例中,镗孔刀杆2设置有两个这样的第二馈送管27。第一馈送管26通过第一端件28a和第二端件28b固定到伸长主体的主部分10,该第一端件28a在主部分10的前端10a处固定到主部分10,该第二端件28b在主部分10的后端10b处固定到主部分10。第二馈送管27中的每一个经由第一端件28a中的内部通路连接到第一馈送管26。此外,第二馈送管27中的每一个可以被布置成延伸穿过阻尼模块14中的相互对齐的通道29。
[0071]
为了使得能够调整致动器16的工作轴线17相对于切削元件5的角度位置,伸长主体6的前部分12可以在其相对于阻尼模块14的旋转位置方面进行调节,这意味着前部分12可在相对于该阻尼模块的不同可选择的旋转位置中附接到最前面的阻尼模块14。作为替选方式或者与前部分12相对于阻尼模块14的这种旋转可调性相组合,设置有切削元件5的刀具部分4可以在其相对于伸长主体的前部分12的旋转位置方面进行调节,这意味着刀具部分4可在相对于前部分的不同可选择的旋转位置中附接到前部分12。阻尼模块14也可被布置成使得其致动器16可以在其相对于阻尼模块的壳体的旋转位置方面进行调节。当阻尼模块14的数量为2或更大时,阻尼模块可以被布置成使得它们的相应的旋转位置可以相对于彼此是可调整的。
[0072]
固定到刀具部分4的切削元件5可以是正的切削元件,如图7a至图7c中所示,或者是负的切削元件,如图8a至图8c中所示。切削元件5包括上侧的前刀面30、底侧31以及周边后刀面32,其中该底侧31平行于或基本平行于前刀面30延伸,该周边后刀面32在前刀面30与底侧31之间延伸。切削刃33在前刀面30与后刀面32之间的相交处形成。在所示示例中,切削刃33沿前刀面30的周边延伸整个前刀面30周围。在正的切削元件5的情况下,后刀面32相对于前刀面30以锐角角度α延伸,如图7c中所示。在负的切削元件5的情况下,后刀面32相对
于前刀面30以直角角度延伸,如图8c中所示。
[0073]
孔34在前刀面30与底侧31之间穿过切削元件5延伸。切削元件5被构造成可释放地安装到刀具部分4,其中切削元件5的底侧31搁靠在刀具部分4中为切削元件提供的刀座上的支撑表面35(参见图6a)上。切削元件5通过呈螺钉形式的紧固元件36固定到刀具部分4中的所述刀座(参见图5),上述螺钉延伸穿过切削元件5中的孔34,并接合在刀座上的支撑表面35中的螺纹孔中。
[0074]
在所示示例中,切削元件5包括位于切削元件的相对侧上的两个彼此相对的切削角部37。切削元件5将被固定到刀具部分4,其中一个切削角部37面向外远离镗孔刀杆2的纵向轴线7,其中,切削元件5旨在经由该面向外的切削角部37与旋转工件接触。在加工旋转工件期间,镗孔刀具1通常相对于工件定位,使得切削元件5上的上述切向力f
t
将以相对于后刀面32的大约6
°
的角度θ指向,如图7c和图8c中所示。
[0075]
笔直且假想的参考线l(参见图6a和图6b)被限定在截面平面中,该截面平面垂直于伸长主体6的纵向轴线7并且在径向最外点39处与切削刃33相交,其中,该参考线l在径向最外点39处与切削刃33相交,并且在该截面平面中,在切削元件5的外侧上相对于后刀面32以6
°
的角度β延伸,即,以该角度β延伸,该角度是在切削元件5的外侧上测量得到的。因而,当图7a至图7c中所示的具有6
°
的后角类型的正的切削元件5被固定到刀具部分4时,参考线l可以垂直于切削元件的前刀面30延伸,如图6a和图6b中所示。
[0076]
最靠近伸长主体6的前端6a的致动器16被有利地布置在伸长主体6中这样的旋转位置中,即:使得其工作轴线17(当在上述截面平面中观察时)与所述参考线l形成90
°±
10
°
的角度(如图6a中所示),优选地为90
°±5°
的角度,更优选地为90
°±1°
的角度。在这种情况下,该致动器的工作轴线17基本与切削元件5上的径向力fr平行地布置。通过最靠近伸长主体的前端6a的致动器16的这样的布置,该致动器将被优化,以用于抵消由切削元件5上的径向力fr引起的振动。
[0077]
根据有利的替选方式,最靠近伸长主体6的前端6a的致动器16被有利地布置在伸长主体6中这样的旋转位置中,即:使得其工作轴线17(当在上述截面平面中观察时)与所述参考线l形成0
°±
10
°
的角度(如图6b中所示),优选地为0
°±5°
的角度,更优选地为0
°±1°
的角度。在这种情况下,该致动器的工作轴线17基本与切削元件5上的切向力f
t
平行地布置。通过最靠近伸长主体的前端6a的致动器16的这样的布置,该致动器将被优化,以用于抵消由切削元件5上的切向力f
t
引起的振动。
[0078]
在图9至图11中非常示意性地示出了包括上述类型的镗孔刀杆2的镗孔布置40的不同实施例。镗孔布置40进一步包括电子控制单元41,该电子控制单元41被配置用以控制向伸长主体6中的致动器16的电流供应,以便控制这些致动器中的振动力的生成。电流从电源供应到致动器16,该电源可以是外部电源42,如图9中所示,或者是电源单元42’,该电源单元42’被安装到伸长主体6,如图11中所示,或者被安装到支撑结构3或金属切削机器的任何其它部分,如图10中所示。电源单元42’包括至少一个能量存储构件,例如呈电池形式,以用于储存电能。电子控制单元41可以被安装到伸长主体6的前部分12,如图10和图11中所示,或者被安装到伸长主体的任何其它部分。作为进一步的替选方式,电子控制单元41可以被安装到支撑结构3或者是金属切削机器的任何其它部分,如图9中所示。
[0079]
镗孔布置40进一步包括至少一个振动传感器43,例如呈加速度计的形式,其被配
置用以生成与镗孔刀杆2的振动有关的测量信号并通过无线连接或电缆连接将该测量信号发送到电子控制单元41。所述至少一个振动传感器43优选地是被安装到伸长主体6的前部分12或被安装到刀具部分4,但作为替选方式,其可以被安装到伸长主体6的任何其它合适的部分。
[0080]
电子控制单元41被配置用以接收来自上述至少一个振动传感器43的测量信号,并且取决于这些测量信号来控制向致动器16的电流供应,以便取决于这些测量信号来控制每个致动器16中的振动力的生成,并由此抵消在加工工件期间由作用在切削元件5上的切削力fr、f
t
在镗孔刀杆2中引起的振动。
[0081]
本发明当然不以任何方式限于上文所述的实施例。相反,在不背离所附权利要求书中限定的本发明的基本思想的情况下,对本发明进行修改的许多可能性对于本领域技术人员而言将是显而易见的。在一些应用中,对于在径向切削力方向上的阻尼需要两倍于在切向方向上的能量。因而,镗孔刀杆可以包括三个阻尼致动器,其中,这三个阻尼致动器中的两个致动器的相应的工作轴线以相同方式定向,优选地是垂直于所述参考线l,即:在径向切削力的方向上定向,而第三个致动器的工作轴线可以平行于参考线l并垂直于其它两个致动器的工作轴线定向。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1