一种可实现多方向旋转的变位机的制作方法
1.本发明涉及一种变位机,特别是一种可实现多方向旋转的变位机。
背景技术:
2.目前,在汽车焊装生产线上,翻转工位和转台工位的装备运用得比较多,但是有些比如工件较为复杂或者工艺较为复杂的零件(电池壳壳体的铝mig焊框架),仅仅通过翻转或者旋转无法达到准确的位置或者是达到机器人想要的各种姿态,而且在某性情况下,由于节拍,场地,空间,工件的工艺要求等限制条件下,直接翻转到位或者旋转到位是有一定的局限性的,无法实现全柔性的配合机器人各种复杂姿态的焊接工作,因此现在需要一种能够解决上述问题的方法或装置。
技术实现要素:
3.本发明是为了解决现有技术所存在的上述不足,提出一种结构简单、动作灵活可靠,既可以带动工件做以z轴为轴的旋转动作,又能带动工件做以水平轴为轴翻转动作的可实现多方向旋转的变位机。
4.本发明的技术解决方案是:一种可实现多方向旋转的变位机,其特征在于:所述的变位机包括底座1,所述底座1上设置有第一减速箱体2,所述第一减速箱体2的输入端与第一电机3的输出轴相连,而第一减速箱体2的输出端则与c型旋转支架4的中心相连,所述c型旋转支架4通过平面轴承与第一减速箱体2之间转动连接,所述底座1上还设置有位于第一减速箱体2外侧的第一检测开关5,所述c型旋转支架4的底端面上则设置有与所述第一检测开关5相配的触发块,在底座1上还设置有第一定位销支架6,所述第一定位销支架6的顶端设置有第一定位销机构,所述的第一定位销机构包括直接与第一定位销支架6相连的壳体7,所述壳体7内活动连接有第一定位销8,在第一定位销8的侧壁上连接有与其相互垂直的拨杆9,同时在壳体7上还开设有相互平行的上卡槽10和下卡槽11,所述拨杆9能够卡在上卡槽10或下卡槽11中,在第一定位销支架6上还设置有第一定位销检测开关12,所述第一定位销检测开关12与第一定位销8的底端相匹配,所述旋转支架4的两端分别设置有主动支撑机构和被动支撑机构,所述旋转支架4通过上述的主动支撑机构和被动支撑机构与夹具连接架13转动连接,所述夹具连接架13上开设有多个定位孔,所述的主动支撑机构包括固定连接在c型旋转支架4上的第二减速箱体14,所述第二减速箱体14的输入端与第二电机15的输出轴相连,而第二减速箱体14的输出轴则与定位转盘16相连,所述定位转盘16的一侧通过轴承与第二减速箱体14之间转动连接,另一侧则与夹具连接架13的一端固定连接,在定位转盘16的外圆周上设置有多个在圆周方向上均匀分布的弧形槽17,所述第二减速箱体14上设置有安装座18,所述安装座18上设置有定位气缸19,所述定位气缸19的工作轴上设置有连板,所述连板上设置有两个对称分布的第二定
位销,两个所述的第二定位销与所述弧形槽17相互匹配,在安装座18上还设置有第二定位销检测开关20,所述的被动支撑机构包括设置在c型旋转支架4上的被动支架21,所述被动支架21上设置有轴承座22,所述轴承座22内转动支撑有支撑轴23,所述支撑轴23的一端与被动转盘24连接,所述被动转盘24则与夹具连接架13固定连接,在所述被动转盘24的外圆周处设置有突出部25,在所述被动支架21上则设置有与所述突出部25相匹配的第二检测开关26。
5.相互匹配的所述第一检测开关5和所述触发块共同构成一套旋转检测机构,所述的旋转检测机构为多套。
6.相互匹配的所述第二检测开关26和所述突出部25共同构成一套翻转检测机构,所述的翻转检测机构为多套。
7.本发明同现有技术相比,具有如下优点:本种结构形式的可实现多方向旋转的变位机,其结构简单,设计巧妙,布局合理,它针对传统的焊接工作难以带动工件配合焊接机器人做全柔性的复杂姿态调整,导致影响焊接质量,焊接路线设计困难等多种问题,设计出一种特殊的结构,一方面它能够带动工件以z轴为轴做转动,同时它还可以带动工件以水平轴为轴做翻转动作,上述两种动作的结合,能够带动工件在空间上做出较为复杂的动作,以配合焊接机器人的焊接操作,从而让焊接工作更加方便、快捷,而且它还设计有多套检测机构,可以实时监控转动或翻转的程度,以达到自动化精准控制的目的。这种多方向旋转变位机的制作工艺简单,制造成本低廉,因此可以说它具备了多种优点,特别适合于在本领域中推广应用,其市场前景十分广阔。
附图说明
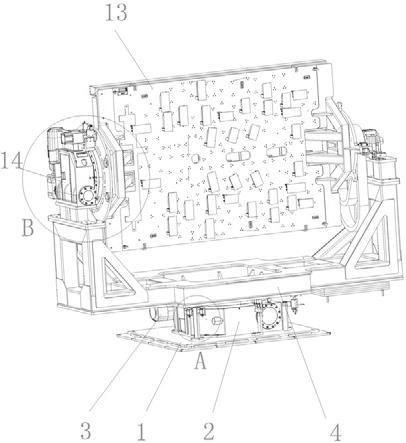
8.图1是本发明实施例的立体结构示意图(方向一)。
9.图2是图1中的a部放大图。
10.图3是本发明实施例中第一定位销机构部分的结构示意图。
11.图4是图1中的b部放大图。
12.图5是本发明实施例的立体结构示意图(方向二)。
13.图6是图5中的c部放大图。
具体实施方式
14.下面将结合附图说明本发明的具体实施方式。如图1至图6所示:一种可实现多方向旋转的变位机,它包括一个作为基础的底座1,在这个底座1上设置有第一减速箱体2,所述第一减速箱体2的输入端与第一电机3的输出轴相连,而第一减速箱体2的输出端则与c型旋转支架4的中心相连,所述c型旋转支架4通过平面轴承与第一减速箱体2之间转动连接,所述底座1上还设置有位于第一减速箱体2外侧的第一检测开关5,所述c型旋转支架4的底端面上则设置有与所述第一检测开关5相配的触发块,在底座1上还设置有第一定位销支架6,所述第一定位销支架6的顶端设置有第一定位销机构,所述的第一定位销机构包括直接与第一定位销支架6相连的壳体7,所述壳体7内活动连接有第一定位销8,在第一定位销8的侧壁上连接有与其相互垂直的拨杆9,同时在壳体7上还开设有相互平行的上卡槽10和下卡槽11,所述拨杆9能够卡在上卡槽10或下卡槽11
中,在第一定位销支架6上还设置有第一定位销检测开关12,所述第一定位销检测开关12与第一定位销8的底端相匹配,所述旋转支架4的两端分别设置有主动支撑机构和被动支撑机构,所述旋转支架4通过上述的主动支撑机构和被动支撑机构与夹具连接架13转动连接,所述夹具连接架13上开设有多个定位孔,所述的主动支撑机构包括固定连接在c型旋转支架4上的第二减速箱体14,所述第二减速箱体14的输入端与第二电机15的输出轴相连,而第二减速箱体14的输出轴则与定位转盘16相连,所述定位转盘16的一侧通过轴承与第二减速箱体14之间转动连接,另一侧则与夹具连接架13的一端固定连接,在定位转盘16的外圆周上设置有多个在圆周方向上均匀分布的弧形槽17,所述第二减速箱体14上设置有安装座18,所述安装座18上设置有定位气缸19,所述定位气缸19的工作轴上设置有连板,所述连板上设置有两个对称分布的第二定位销,两个所述的第二定位销与所述弧形槽17相互匹配,在安装座18上还设置有第二定位销检测开关20,所述的被动支撑机构包括设置在c型旋转支架4上的被动支架21,所述被动支架21上设置有轴承座22,所述轴承座22内转动支撑有支撑轴23,所述支撑轴23的一端与被动转盘24连接,所述被动转盘24则与夹具连接架13固定连接,在所述被动转盘24的外圆周处设置有突出部25,在所述被动支架21上则设置有与所述突出部25相匹配的第二检测开关26。
15.相互匹配的所述第一检测开关5和所述触发块共同构成一套旋转检测机构,所述的旋转检测机构为多套。
16.相互匹配的所述第二检测开关26和所述突出部25共同构成一套翻转检测机构,所述的翻转检测机构为多套。
17.本发明实施例的可实现多方向旋转的变位机的工作过程如下:首先根据需要进行焊接(或其他加工操作)的工件的具体形状,在夹具连接架13上安装多个工装夹具,利用这些工装夹具将工件连接在夹具连接架13上,同时根据需要预先设定好的、需要工件保持静止状态的具体参数,来选择需要设置的旋转检测机构和翻转检测机构的数量和安装角度,并进行设置,上述准备工作结束后即可开始工作;为了方便说明本变位机的工作过程,下面以三套旋转检测机构和两套翻转检测机构为例;当需要本变位机带动工件做转动时,首先手动解锁第一定位销8,c型旋转支架4获得以z轴为轴的圆周方向转动的自由度后,控制系统会控制第一电机3工作,第一电机3的输出扭矩通过第一减速箱体2变速后驱动c型旋转支架4带动夹具连接架13转动,当第一套旋转检测机构中的第一检测开关5检测到与其对应的触发块时,第一检测开关5向控制系统发出信号,控制系统判断出此时工件处于与第一套旋转检测机构所对应的第一旋转位置
……
同时,第二定位销解锁,让夹具连接架13获得以水平轴为轴的翻转的自由度,控制系统控制第二电机15工作,第二电机15的输出扭矩通过第二减速箱体14变速后驱动夹具连接架15翻转,当第一套翻转检测机构中的第二检测开关26检测到与其对应的突出部25时,第二检测开关26向控制系统发出信号,控制系统判断出此时工件处于与第一套翻转机构所对应的第一翻转位置
……
需要注意的是,在实施加工之前,第二定位销需要重新将夹具连接架13锁死;
也就是说,控制系统会根据两种、多套检测机构之间的不同排列组合,自行判断工件的当前位置和姿态,并根据上述信息向焊接机器人发出信号,焊接机器人便可以做出与工件的当前位置和姿态相对应的动作;加工结束后,所有的电机再次工作,本装置恢复到初始状态,手动将第一定位销8抬起,重新即将c型旋转支架4锁死,等待下一次工作;需要操作第一定位销机构时,操作人员只需要拨动拨杆9,将拨杆9从上卡槽10或下卡槽11中转出,抬升(或下降)第一定位销8后,将拨杆9重新转回到下卡槽11或上卡槽10中即可,在第一定位销机构动作时,其中的第一定位销检测开关12会判断出第一定位销8的所处位置,并将信号发给控制系统,控制系统便可以判断出当前的第一定位销机构是否处于锁定状态;需要第二定位销工作时,控制系统首先根据某一套翻转检测机构的检测结果判断出此时夹具连接架13处于可以被第二定位销锁定的位置,然后控制系统会控制定位气缸19工作,定位气缸19带动一对第二定位销伸出,两个第二定位销插入到与其对应的弧形槽17中,对定位转盘16进行周向上的限位,这样与定位转盘16连接的夹具连接架13也就实现了以水平轴为轴的翻转方向上的限位;而第二定位销检测开关20则能够检测出第二定位销处于何种状态,从而帮助控制系统判断当前是处于锁定状态还是自由翻转状态。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1