一种机器人GMAW增材制造电弧形态的对称磁极压缩控制系统的制作方法
一种机器人gmaw增材制造电弧形态的对称磁极压缩控制系统
技术领域
1.本发明涉及工业机器人电弧增材制造领域,尤其是一种机器人gmaw增材制造电弧形态的对称磁极压缩控制系统。
背景技术:
2.在机器人电弧增材过程中,实现增材熔敷层宽度高精度控制对于改善增材表面质量具有重要的意义,也是增材制造技术研究的热点和难点。传统的方法是通过视觉相机(ccd)实时检测熔池宽度,依据建立熔池宽度与增材电流、弧压、堆积速度等工艺参数的控制模型,实时改变增材电源的电流、弧压、堆积速度等工艺参数量来改变电弧的线能量,从而控制熔池的宽度。然而,该方法直接改变电弧的工艺参数可能会带来电弧稳定性的变化,造成电弧不稳定,影响成形质量;同时改变工艺参数会带来增材熔敷效率的改变,与目前先通过增材软件规划路径和熔敷率再增材制造的主旨存在一定的不符。因此,有必要探索新的增材制造过程熔池控制的方式,为精确控制增材制造成形质量提供新的可选途径。
3.根据电弧物理理论,增材制造过程丝材尖端通过电流形成电弧,电弧在电磁收缩力、等离子流力、重力、表面张力的共同作用下保持力学准平衡状态,电弧呈现正态高斯分布的钟罩形状作用于增材基板熔化形成熔池,熔池的宽度与电弧的形态密切相关。可见,改变电弧的形状也能够达到改变熔池宽度。现代电磁理论指出,通电导体与电磁场相互作用能够产生作用于通电导体的力,这为控制增材制造电弧形状提供了思路。因此,通过设计合理的电磁场,实现增材制造电弧形态的控制,对于精确控制增材制造熔池宽度具有一定的实际意义,也为增材制造控制理论提供了一种新的可选方法。
技术实现要素:
4.本发明要解决的技术问题是:克服以上现有技术存在的缺陷,提供一种机器人gmaw增材制造电弧形态的对称磁极压缩控制系统,适用于在不改变增材工艺参数的前提下通过外加磁场辅助控制电弧大小,电弧大小改变导致熔化的熔池宽度变化,从而达到控制增材成形宽度的目的。
5.本发明解决其技术问题所采用的技术方案是:一种机器人gmaw增材制造电弧形态的对称磁极压缩控制系统,包括依次串联连接的视觉相机、计算机、pid控制器和电磁控制组件,计算机用于运行图像处理程序,处理视觉相机采集的图像,提取熔池的宽度,所述的电磁控制组件包括电磁线圈、对称磁极和交流励磁电源,交流励磁电源用于产生一定幅值和频率的交流电流,给电磁线圈供电产生电磁场,电磁场经过对称磁极作用于增材电弧区域,实现控制电弧形状,所述的pid控制器的输入量是熔池检测宽度与目标宽度差值,输出量是交流励磁电源的电流幅值量和频率量的增量,根据工艺实验建立的熔池宽度与励磁电源电流幅值、频率关系模型实现参数控制。
6.进一步,所述的视觉相机由铝合金壳体封装的cmos图像核心芯片、光学镜头组成,可实现增材过程电弧和熔池区域的图像采集。
7.进一步,所述的视觉相机前部加装有滤光减光片。
8.进一步,所述的滤光减光片包括5%减光片和850nm高通滤光片。
9.进一步,所述的5%减光片由玻璃片上镀减光反射膜,200nm-1200nm波段的光线通过该减光片后光线衰减95%,用于实现亮度过强的电弧和熔池光线的减弱,850nm高通滤光片由光学材料组成,光线照射在高通滤光片上时只允许850nm近红外波段光线成分通过,该850nm高通滤光片与5%减光片组合加装在视觉相机前部,实现850nm以上近红外波段的增材电弧和熔池图像的传感采集。
10.进一步,所述的对称磁极以增材丝材为轴线,平行于增材电弧运动方向分布于电弧左右两侧,用于将电磁场汇聚于微小电弧区域实现电弧形态调控,从而控制熔池宽度。
11.进一步,所述的对称磁极由工业纯铁加工组成。
12.进一步,所述的电磁线圈由0.6mm铜漆包线绕制400匝而成,通电后可产生电磁场。
13.本发明的机器人gmaw增材制造电弧形态的对称磁极压缩控制系统,其有益效果是:通过外加对称分布的交流磁场,解决在不改变增材工艺的前提下控制电弧形状,从而达到控制增材熔池宽度和熔敷层成形宽度的目的,为电弧增材在线控制提供了一种新的思路。本发明涉及的对称磁极结构简单、设计合理,当设定交流励磁电源参数后励磁电源输出电流,电流流过对称磁场上的电磁线圈产生磁场,磁场通过对称磁极聚集于增材过程电弧的两侧;增材过程中,通过视觉相机传感采集电弧、熔池区域图像,通过计算机处理图像得到熔池宽度,熔池检测宽度数据与理论宽度差值输入pid控制器,控制器输出励磁电流幅值和频率量至交流励磁电源,从而实现增材熔池宽度的恒定反馈控制,为增材制造成形控制提供一种新的方法。
附图说明
14.下面结合附图和实施例对本发明进一步说明。
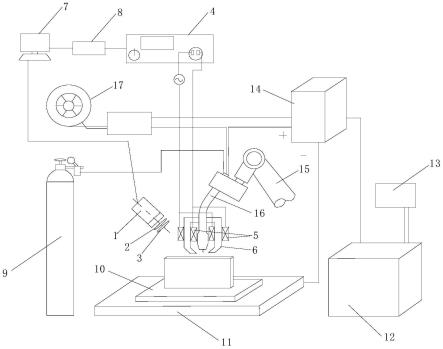
15.图1为本发明的整体示意图;
16.图2为本发明的磁极与电弧的位置关系图;
17.图3为本发明的电磁线圈图;
18.图4为本发明的对称磁极图;
19.图中:1.视觉相机、2.850nm高通滤光片、3.5%减光片、4.交流励磁电源、5.电磁线圈、6.对称磁极、7.计算机、8.pid控制器、9.送气机构、10.基板、11.工装平台、12.机器人控制柜、13.示教器、14.增材电源、15.机器人、16.增材枪、17.送丝机构。
具体实施方式
20.现在结合附图对本发明作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
21.请参阅图1-图4,一种机器人gmaw增材制造电弧形态的对称磁极压缩控制系统,分别设置频率为50hz、100hz的0.4a交流励磁电源作用于电磁线圈5产生磁场,磁场通过对称磁极施加在电弧的两侧控制电弧形状,视觉相机1实时检测电弧作用下的熔池宽度,相比于无磁场状态下电弧形状得到一定压缩使得熔池宽度变小。然后,可通过检测熔池宽度的变化通过pid控制器8反馈控制交流励磁电源的电流和频率参数,从而实现增材熔池宽度的自
适应恒定控制。
22.作为本发明专利实施例的优选设置,所述交流励磁电源4能够产生固定幅值和频率的交流电流,配置外部通讯rs232接口,可实现电流幅值、频率的外部控制。
23.作为本发明专利实施例的优选设置,电磁线圈5由直径0.6mm的漆包线绕制5层共400匝组成,通过电流时产生电磁场。
24.作为本发明专利实施例的优选设置,对称磁极6上绕制有电磁线圈5,并沿着电弧堆积方向分布在增材电弧的两侧。
25.作为本发明专利实施例的优选设置,视觉相机1采集熔池图像,计算机7处理图像获取熔池宽度,根据熔池宽度变化需要,通过pid控制器8控制交流励磁电源4,改变施加在电弧两侧磁场大小,实现电弧形状控制,从而控制熔池宽度。
26.本发明的工作原理:通过对称磁极6产生交流磁场压缩电弧形状,以解决在不改变增材工艺参数前提下改变电弧形状控制熔池宽度,实现增材熔敷层的高精度控制。具体是,增材过程中,通过对称磁极6在增材电弧堆积方向两侧形成对称分布的交流磁场,交流磁场对电弧进行压缩控制电弧形状,高温电弧作用于基板形成熔池,通过视觉相机1实时检测增材过程的电弧和熔池图像,采用计算机7处理图像得出熔池的宽度,根据建立的熔池宽度和交流励磁电源的电流幅值/频率的pid控制模型,理论宽度与图像检测宽度差值输入至pid控制器8,输出交流励磁电源的电流幅值/频率增量,控制磁场大小,从而达到反馈控制熔池宽度的目的。
27.使用流程:对称磁极6装置安装好过后,接通交流励磁电源4,交流电作用于磁极上的电磁线圈5产生磁场,磁场经过磁极施加在电弧上,采用视觉相机1检测熔池宽度,根据熔池宽度的要求,通过pid控制器8控制励磁电源的电流和频率大小,从而控制熔池宽度在恒定的范围,实现熔池宽度的反馈控制。当停止使用时,关闭电源,磁极将不产生磁场,使用方便快捷。
28.以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1