一种精轧刚度自动测试方法及系统与流程
1.本发明涉及智能化钢铁生产应用领域,尤其涉及一种精轧刚度自动测试方法及系统。
背景技术:
2.热连轧生产过程中由于板带轧制时的弹跳现象,精轧轧制力变动是影响厚度精度控制的主要因素,精轧轧机刚度主要用于计算轧机在对应轧制力的情况下辊缝弹跳值,从而将对应的弹跳辊缝纳入精轧各机架轧机辊缝计算中,精轧弹跳辊缝计算的准确性直接影响精轧各机架辊缝计算的准确性,从而影响带钢头部厚度控制精度。现有精轧手动刚度测试流程繁琐、耗时较长、效率低、操作及工艺技术人员工作量大,无法实现一键全自动刚度测试及数据自动处理,且手动刚度测试过程数据准确性得不到保证。
技术实现要素:
3.鉴于以上现有技术存在的问题,本发明提出一种精轧刚度自动测试方法及系统,主要解决现有手动刚度测试流程繁琐、耗时较长、效率低、操作及工艺技术人员工作量大,且现有手动刚度测试过程数据准确性得不到保证问题。
4.为了实现上述目的及其他目的,本发明采用的技术方案如下。
5.本技术提供一种精轧刚度自动测试方法,包括:
6.将精轧的控制模式切换为刚度测试模式,以根据所述刚度测试模式的预设指令完成精轧轧辊的抬起和压下动作;
7.获取各精轧轧辊压下过程中不同压靠力作用下的辊缝和轧制力;
8.根据所述辊缝和轧制力生成轧机刚度曲线;
9.根据所述轧机刚度曲线确定对应轧机的刚度值。
10.在本技术一实施例中,根据所述轧机刚度曲线确定对应轧机的刚度值之后,还包括:
11.将所述刚度值输出至目标终端;
12.接收到所述目标终端反馈的确认信息后,对所述刚度值进行存储以用于后续精轧预设定计算以及精轧厚度控制。
13.在本技术一实施例中,根据所述刚度测试模式的预设指令完成精轧轧辊的抬起和压下动作,包括:
14.将各精轧轧辊转动到预设转动速度,在所述预设转动速度状态下将所述精轧轧辊抬起至最小压靠力位置;
15.根据各精轧轧机预设轧制力增量以及每次压下后的停顿时间执行对应精轧轧辊分阶段压下。
16.在本技术一实施例中,根据每个精轧轧机预设轧制力增量以及每次压下后的停顿时间执行对应精轧轧辊分阶段压下之后,还包括:
17.当对应精轧轧机的轧制力超出预设轧制力时,进行自动卸荷以减少压下的轧制力。
18.在本技术一实施例中,根据每个精轧轧机预设轧制力增量以及每次压下后的停顿时间执行对应精轧轧辊分阶段压下之后,还包括:
19.将各精轧轧辊抬起至最小压靠力位置,并将精轧各机架辊缝上抬至压下时的辊缝值后取消所述刚度测试模式,恢复至自动轧制模式,以恢复轧钢生产。
20.在本技术一实施例中,根据所述辊缝和轧制力生成轧机刚度曲线,包括:
21.基于最小二乘法对所述辊缝和轧制力进行曲线拟合,得到每个精轧轧机的刚度曲线。
22.本技术还提供一种精轧刚度自动测试系统,包括:
23.模式切换模块,用于将精轧的控制模式切换为刚度测试模式,以根据所述刚度测试模式的预设指令完成精轧轧辊的抬起和压下动作;
24.数据获取模块,用于获取各精轧轧辊压下过程中不同压靠力作用下的辊缝和轧制力;
25.曲线生成模块,用于根据所述辊缝和轧制力生成轧机刚度曲线;
26.刚度生成模块,用于根据所述轧机刚度曲线确定对应轧机的刚度值。
27.如上所述,本发明一种精轧刚度自动测试方法及系统,具有以下有益效果。
28.本技术通过将精轧的控制模式切换为刚度测试模式,以根据所述刚度测试模式的预设指令完成精轧轧辊的抬起和压下动作;获取各精轧轧辊压下过程中不同压靠力作用下的辊缝和轧制力;根据所述辊缝和轧制力生成轧机刚度曲线;根据所述轧机刚度曲线确定对应轧机的刚度值,通过切换刚度测试模式,自动完成轧机刚度测试,为后续生产提供可靠的刚度数据参考,提高精轧轧制力及辊缝预设定精度。
附图说明
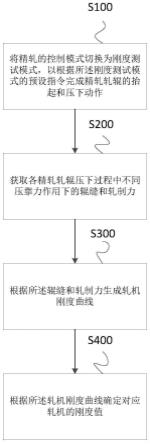
29.图1为本技术一实施例中精轧刚度自动测试方法的流程示意图。
30.图2位本技术一实施例中交互界面示意图。
31.图3为本技术一实施例中精轧刚度自动测试系统的模块图。
具体实施方式
32.以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其他优点与功效。本发明还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。需说明的是,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。
33.需要说明的是,以下实施例中所提供的图示仅以示意方式说明本发明的基本构想,遂图式中仅显示与本发明中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘制,其实际实施时各组件的型态、数量及比例可为一种随意的改变,且其组件布局型态也可能更为复杂。
34.热连轧生产过程中由于板带轧制时的弹跳现象,精轧轧制力变动是影响厚度精度
控制的主要因素,精轧轧机刚度主要用于计算轧机在对应轧制力的情况下辊缝弹跳值,从而将对应的弹跳辊缝纳入精轧各机架轧机辊缝计算中,精轧弹跳辊缝计算的准确性直接影响精轧各机架辊缝计算的准确性,从而影响带钢头部厚度控制精度,因此,热连轧生产线精轧轧机刚度值需要定期更新,使模型弹跳辊缝计算采用的轧机刚度值与实际刚度值一致。现有轧钢厂热卷产线精轧轧机刚度测试采用手动测试方式,人工进行精轧轧机辊缝压下及抬起,现场轧机刚度手动测试完成后,工艺技术人员手动将刚度测试数据导出,人工进行轧机刚度计算,现有整个手动刚度测试过程流程繁琐、耗时较长、测试效率低、操作及工艺技术人员工作量大,且手动刚度测试过程数据准确性得不到保证。
35.基于以上现有技术存在的问题,本技术提供一种精轧刚度自动测试方法及系统。下面结合具体实施例对本技术的技术方案进行详细阐述。
36.请参阅图1,图1为本技术一实施例中精轧刚度自动测试方法的流程示意图。本技术实施例的精轧刚度自动测试方法包括以下步骤:
37.步骤s100,将精轧的控制模式切换为刚度测试模式,以根据所述刚度测试模式的预设指令完成精轧轧辊的抬起和压下动作。
38.在一实施例中,本技术可在终端提供一个交互界面,如图2所示。操作人员可在该交互界面进行刚度测试模式切换控制以及测试参数配置。
39.在一实施例中,根据所述刚度测试模式的预设指令完成精轧轧辊的抬起和压下动作,包括:
40.将各精轧轧辊转动到预设转动速度,在所述预设转动速度状态下将所述精轧轧辊抬起至最小压靠力位置;
41.根据各精轧轧机预设轧制力增量以及每次压下后的停顿时间执行对应精轧轧辊分阶段压下。
42.在一实施例中,根据各精轧轧机预设轧制力增量以及每次压下后的停顿时间执行对应精轧轧辊分阶段压下之后,还包括:
43.当对应精轧轧机的轧制力超出预设轧制力时,进行自动卸荷以减少压下的轧制力。
44.具体地,精轧启动自动零调,自动调零成功后先将工作辊转动到自动调零时的速度(参照表一)然后自动将精轧轧辊抬起,直到轧制力为最小压靠力,以轧机f1-f7为例,对应的最小压靠力分别可设置为300t,300t,300t,300t,200t,200t,200t。
45.表一
46.机架号f1f2f3f4f5f6f7速度(m/s)1.001.702.503.504.505.306
47.点击交互界面画面中自动刚度测试模式按钮,开始轧机自动刚度测试。请参阅表二,表二为各轧机对应的最大压靠力值。刚度自动测试过程可表述为:f1-f4由最小压靠力300吨自动压下至2500吨(轧制力每增加50吨,自动停顿1s),f5-f7由最小压靠力200吨自动压下至2000吨(轧制力每增加50吨,自动停顿1s);在自动压下过程中若f1-f4轧制力大于2550吨、f5-f7轧制力大于2050吨并继续压下增加轧制力时,则对应轧机自动卸荷,保护现场轧机设备(避免工作辊断辊)。
48.表二
49.机架号f1f2f3f4f5f6f7最大压靠力(t)2500250025002500200020002000
50.在一实施例中,根据每个精轧轧机预设轧制力增量以及每次压下后的停顿时间执行对应精轧轧辊分阶段压下之后,还包括:
51.将各精轧轧辊抬起至最小压靠力位置,并将机架辊缝上抬至压下时的辊缝值后取消所述刚度测试模式,恢复至自动轧制模式,以恢复轧钢生产。
52.在一实施例中,在f1-f7机架达到目标压靠轧制力后辊缝不清零,轧辊自动抬起,f1-f4由最大压靠力2500吨自动抬升至300吨(轧制力每减少50吨,自动停顿1s),f5-f7由最大压靠力2000吨自动抬升至200吨(轧制力每减少50吨,自动停顿1s);直到f1-f7机架减少到目标最小压靠力为止,精轧自动刚度测试过程完成。
53.精轧自动刚度测试完成后,f1-f7机架辊缝自动上抬至自动压下时候的辊缝19mm,取消自动刚度测试模式,恢复至自动轧制模式,可恢复现场正常轧钢。
54.步骤s200,获取各精轧轧辊压下过程中不同压靠力作用下的辊缝和轧制力。
55.在一实施例中,精轧轧辊每次压下记录一次辊缝和轧制力数据,生成个轧机的辊缝和轧制力记录。
56.步骤s300,根据所述辊缝和轧制力生成轧机刚度曲线。
57.在一实施例中,根据所述辊缝和轧制力生成轧机刚度曲线,包括:
58.基于最小二乘法对所述辊缝和轧制力进行曲线拟合,得到每个精轧轧机的刚度曲线。
59.在一实施例中,过程自动化系统接收到基础自动化系统上传的自动刚度测试数据后,进行轧机刚度自动计算,f1-f4机架自动选取刚度测试数据1000-2500吨之间的辊缝及对应轧制力数据,f5-f7机架自动选取刚度测试数据500-2000吨之间的辊缝及对应轧制力数据,基于最小二乘法,自动计算出轧机刚度曲线,以f1机架为例,f1机架根据压靠力1000-2500吨之间的辊缝及对应轧制力数据,自动计算生成轧机刚度曲线。
60.步骤s400,根据所述轧机刚度曲线确定对应轧机的刚度值。
61.在一实施例中,生成的轧机刚度曲线表示为:y=-666.8x+1495。则对应轧机的刚度值为666.8t/mm。
62.在一实施例中,根据所述轧机刚度曲线确定对应轧机的刚度值之后,还包括:
63.将所述刚度值输出至目标终端;
64.接收到所述目标终端反馈的确认信息后,对所述刚度值进行存储以用于后续精轧预设定计算以及精轧厚度控制。
65.在一实施例中,将刚度值反馈至终端进行显示,工艺技术人员确认新的轧机刚度值合理后,反馈确认信息。系统接收到该确认信息后,将新的轧机刚度自动更新原轧机刚度值,用于后续精轧预设定计算和精轧自动厚度控制,以提高精轧预设定轧机弹跳辊缝及厚度自动控制精度。
66.根据现有手动刚度测试存在的诸多问题,发明一种精轧自动刚度测试方法,基础自动化系统采用“全自动压靠”方法测得刚度测试过程中辊缝和对应轧制力,过程自动化系统接收到实测数据后,基于最小二乘法,自动计算出轧机刚度曲线,在确认计算结果的合理性之后,新的轧机刚度自动更新原轧机刚度,用于后续精轧辊缝预设定计算和精轧自动厚
度控制。解决现有控制技术无法实现一键全自动刚度测试及数据自动处理,解决手动刚度测试过程数据准确性低,常出现刚度测试过程数据不合理而重做刚度测试的问题。
67.请参阅图3,本实施例还提供了一种精轧刚度自动测试系统,用于执行前述方法实施例中所述的精轧刚度自动测试方法。由于系统实施例的技术原理与前述方法实施例的技术原理相似,因而不再对同样的技术细节做重复性赘述
68.在一实施例中,一种精轧刚度自动测试系统,包括:模式切换模块10,用于将精轧的控制模式切换为刚度测试模式,以根据所述刚度测试模式的预设指令完成精轧轧辊的抬起和压下动作;数据获取模块11,用于获取各精轧轧辊压下过程中不同压靠力作用下的辊缝和轧制力;曲线生成模块12,用于根据所述辊缝和轧制力生成轧机刚度曲线;刚度生成模块12,用于根据所述轧机刚度曲线确定对应轧机的刚度值。
69.上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1