一种特型钢结构焊缝的机器人智能焊接装置的制作方法
1.本发明涉及焊接装置技术领域,尤其涉及一种特型钢结构焊缝的机器人智能焊接装置。
背景技术:
2.驳船双层底空间高度约600mm,在宽度8500mm的方向上布置有多道纵骨 (纵壁);他们与横向肋板互相穿插,形成微小的立方体空间—小格仓。通过肋板中部的圆形或椭圆形人孔,人员可以进出。 单个格仓的空间大小一般为800 *(750~850)*600(长*宽*高)。立体空间内布置有立角焊、平角焊(仰角焊),操作空间狭窄,焊接过程中需要派监护人全程参与,人工焊接效率极低。半自焊机也不适用在此空间。
3.因此需要迷你版视觉机器人,既能自动识别焊缝位置,又能进入微小空间,减少焊接人员进出空间的麻烦,又减少二氧化碳焊接废气粉尘对人员的危害。
技术实现要素:
4.本发明要解决的技术问题是提供一种特型钢结构焊缝的机器人智能焊接装置,能够解决一般的特型钢结构中小格仓内焊接不方便,人员在格仓内焊接有废气粉尘对危害焊接人员的问题。
5.为解决上述技术问题,本发明的技术方案为:一种特型钢结构焊缝的机器人智能焊接装置,包括驳船底部分段,且驳船底部分段为双层结构,驳船底部分段内布置多道隔板,且与横向肋板互相穿插形成立体空间,隔板中间开有轻量化通孔;其创新点在于:包括轨道支撑柱、精密轨道、焊接机器人、全景摄像监控模块和焊接能耗模块;所述轨道支撑柱设置在驳船底部分段的一端,且轨道支撑柱的顶端与驳船底部分段内的隔板轻量化通孔等高设置;所述精密轨道水平设置,且精密轨道的一端置于轨道支撑柱的顶端并固定,精密轨道的另一端从驳船底部分段的一端依次穿过隔板上的轻量化通孔延伸至驳船底部分段的另一端;所述精密轨道通过轨道夹具安装在轻量化通孔的顶端边缘上保持水平状态;所述焊接机器人的端部设置有牵引小车,所述牵引小车与精密轨道配合,焊接机器人倒挂设置在牵引小车上;所述牵引小车驱动焊接机器人沿着精密轨道的延伸方向在驳船底部分段内进行往复移动;所述全景摄像监控模块包括摄像头、焊接远控监视屏和传输线缆;所述摄像头安装焊接机器人上,所述焊接远控监视屏设置在轨道支撑柱的一侧;所述传输线缆连接摄像头与焊接远控监视屏。
6.进一步的,所述精密轨道上还设置有夹持线缆的轨道夹,该轨道夹可沿着精密轨道的延伸方向移动,且线缆通过轨道夹固定。
7.进一步的,所述牵引小车包括牵引架、牵引电机、导向支撑滚轮和限位滚轮;所述牵引架呈u型结构且悬吊设置在精密轨道上,所述牵引架的一侧面设置有安装牵引电机的
支撑板,且牵引架的该侧边上开有容纳牵引电机输出端穿过的连接孔;所述牵引电机安装在支撑板上;所述导向支撑滚轮具有一对且分别设置在牵引架两侧的内壁上,且其中一导向支撑滚轮与牵引电机的输出端相连,所述导向支撑滚轮设置在精密轨道下翼缘的上表面上。
8.进一步的,所述焊接机器人为可进行万向调节的焊接机械臂。
9.进一步的,所述限位滚轮包括纵向限位滚轮和侧向限位滚轮;所述纵向限位滚轮安装在牵引架两侧的内侧壁上,且纵向限位滚轮位于精密轨道的下翼缘的下表面上;所述侧向限位滚轮安装在牵引架两侧的内侧壁上,且侧向限位滚轮的外轮廓位于精密导轨的中间板的两侧并紧贴在中间板上。
10.本发明的优点在于:1)本发明中通过采用机器人对沿着精密导轨的延伸方向进入到小格仓内,通过式采用全景摄像监控模块对焊接的格仓进行监视,掌控焊接对小格仓四周焊缝焊接的状态,计算即时的焊缝形状和位置,跟踪焊缝;操作员在显示屏处观察焊接状态和焊接成果,可万向调节的焊接机器人不会因为展臂过长发生磕碰,同时在保证焊枪头的起始和回位。
附图说明
11.下面结合附图和具体实施方式对本发明作进一步详细的说明。
12.图1为本发明的一种特型钢结构焊缝的机器人智能焊接装置的焊接状态示意图。
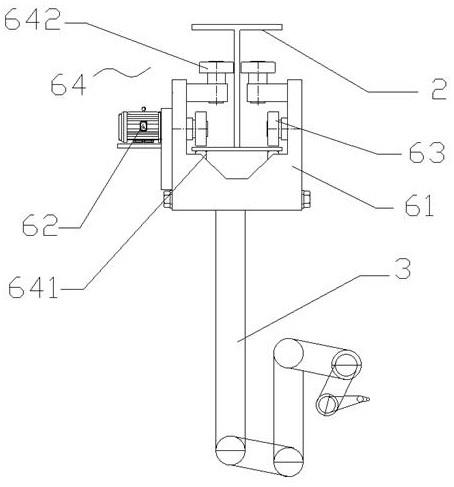
13.图2为本发明的一种特型钢结构焊缝的机器人智能焊接装置的牵引小车装配示意图。
具体实施方式
14.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
15.因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
16.如图1图2所示的一种特型钢结构焊缝的机器人智能焊接装置,包括驳船底部分段,且驳船底部分段为双层结构,驳船底部分段内布置多道隔板,且与横向肋板互相穿插形成立体空间,隔板中间开有轻量化通孔;包括轨道支撑柱1、精密轨道2、焊接机器人3、全景摄像监控模块4和焊接能耗模块5。
17.轨道支撑柱1设置在驳船底部分段的一端,且轨道支撑柱1的顶端与驳船底部分段内的隔板轻量化通孔等高设置。
18.精密轨道2水平设置,且精密轨道2的一端置于轨道支撑柱1的顶端并固定,精密轨道2的另一端从驳船底部分段的一端依次穿过隔板上的轻量化通孔延伸至驳船底部分段的另一端;精密轨道2通过轨道夹具21安装在轻量化通孔的顶端边缘上保持水平状态。
19.焊接机器人3的端部设置有牵引小车6,牵引小车6与精密轨道配合,焊接机器人3倒挂设置在牵引小车6上;牵引小车6驱动焊接机器人沿着精密轨道2的延伸方向在驳船底部分段内进行往复移动。
20.全景摄像监控模块4包括摄像头、焊接远控监视屏41和传输线缆42;摄像头安装焊接机器人3上,焊接远控监视屏41设置在轨道支撑柱1的一侧;传输线缆42连接摄像头与焊接远控监视屏41。
21.精密轨道2上还设置有夹持线缆的轨道夹22,该轨道夹22可沿着精密轨道的延伸方向移动,且线缆通过轨道夹22固定。
22.牵引小车6包括牵引架61、牵引电机62、导向支撑滚轮63和限位滚轮64;牵引架61呈u型结构且悬吊设置在精密轨道2上,牵引架61的一侧面设置有安装牵引电机62的支撑板,且牵引架61的该侧边上开有容纳牵引电机62输出端穿过的连接孔;牵引电机62安装在支撑板上;导向支撑滚轮63具有一对且分别设置在牵引架61两侧的内壁上,且其中一导向支撑滚轮62与牵引电机的输出端相连,导向支撑滚轮63设置在精密轨道2下翼缘的上表面上。
23.焊接机器人3为可进行万向调节的焊接机械臂。
24.限位滚轮64包括纵向限位滚轮641和侧向限位滚轮642;纵向限位滚轮641安装在牵引架61两侧的内侧壁上,且纵向限位滚轮641位于精密轨道2的下翼缘的下表面上;侧向限位滚轮642安装在牵引架61两侧的内侧壁上,且侧向限位滚轮642的外轮廓位于精密导轨2的中间板的两侧并紧贴在中间板上。
25.本发明的工作原理是:通过采用机器人对沿着精密导轨的延伸方向进入到小格仓内,通过式采用全景摄像监控模块对焊接的格仓进行监视,掌控焊接对小格仓四周焊缝焊接的状态,计算即时的焊缝形状和位置,跟踪焊缝;操作员在显示屏处观察焊接状态和焊接成果,可万向调节的焊接机器人不会因为展臂过长发生磕碰,同时在保证焊枪头的起始和回位。
26.本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1