带热处理的自动化硬质合金焊接生产线的制作方法
1.本发明属于焊接技术领域,尤其是涉及带热处理的自动化硬质合金焊接生产线。
背景技术:
2.硬质合金因其具有优异的机械性能,而被广泛应用于钻孔、金属切削工具、结构部件、采矿钻头、冲压模具以及用于高度集成的印刷电路板或凿岩机的微型钻头等方面。但由于硬质合金的价格相对昂贵,且硬质合金相对较差、难于制备形状复杂和尺寸大的构件,此通常情况下硬质合金零件的尺寸较小。而且为保证构件整体具有足够的韧性和抗冲击性,必须将高强度的硬质合金固定或镶嵌在钢铁材料上进行复合使用。
3.目前常常会通过焊接的方式对硬质合金进行固定连接,通常会采用人工焊接的方式进行焊接作业,但是人工控制焊接不准确、不稳定导致焊接成型不好,容易在焊接部位产生气孔、裂纹、焊接硬度不统一等缺陷。
4.为此,我们提出带热处理的自动化硬质合金焊接生产线来解决上述问题。
技术实现要素:
5.本发明的目的是针对上述问题,提供带热处理的自动化硬质合金焊接生产线。
6.为达到上述目的,本发明采用了下列技术方案:带热处理的自动化硬质合金焊接生产线,包括冷却槽,所述冷却槽中设置有冷却水,且冷却槽中转动连接有多个温差导电棒,各个所述温差导电棒的放热端均延伸至外部设置,各个所述温差导电棒的上端均固定连接有搅动叶,且冷却槽上设置有与各个温差导电棒相配合的驱动机构,所述冷却槽上设置有与各个温差导电棒电性连接的温控机构,所述冷却槽中固定设置有工装传输链,且工装传输链上可拆卸连接有多个工装夹具,所述冷却槽的一侧固定设置有感应焊机,且感应焊机上设置有与工装夹具相配合的感应线圈,所述冷却槽的一侧固定设置有第一油烟罩,且第一油烟罩位于工装传输链的正上方;
7.所述冷却槽的左侧设置有淬火设备,且淬火设备上设置有第二油烟罩,所述淬火设备的左侧设置有回火炉,且回火炉上设置有工装传输带,所述工装传输带与淬火设备的排料口对接,且淬火设备的两侧均设置有第三油烟罩。
8.在上述的带热处理的自动化硬质合金焊接生产线中,所述驱动机构由蜗杆、多个蜗轮和驱动电机组成,所述冷却槽的下侧固定设置有防护罩,且各个温差导电棒均贯穿防护罩设置,所述蜗杆转动设置于防护罩中,且蜗杆的一端贯穿防护罩并与驱动电机传动连接,各个所述蜗轮分别与对应的温差导电棒固定套接,且各个蜗轮均与蜗杆相啮合。
9.在上述的带热处理的自动化硬质合金焊接生产线中,所述蜗杆的展开螺旋角大于蜗杆和蜗轮间的摩擦角。
10.在上述的带热处理的自动化硬质合金焊接生产线中,所述温控机构由热敏电阻和电磁继电器组成,所述热敏电阻设置于冷却槽的内侧,且电磁继电器设置于冷却槽的外侧,所述热敏电阻与电磁继电器电性连接,且电磁继电器与各个温差导电棒和驱动电机电性连
接。
11.在上述的带热处理的自动化硬质合金焊接生产线中,所述冷却槽的一侧设置有感应焊机电柜,且感应焊机电柜与感应焊机电性连接。
12.在上述的带热处理的自动化硬质合金焊接生产线中,所述回火炉的一侧设置有回火炉电柜,且回火炉电柜与回火炉电性连接。
13.在上述的带热处理的自动化硬质合金焊接生产线中,所述第二油烟罩上设置有进料口。
14.在上述的带热处理的自动化硬质合金焊接生产线中,所述第一油烟罩、第二油烟罩和第三油烟罩上均固定连通有排油烟支管,且各个排油烟支管共同固定连通有排油烟主管,所述排油烟主管外接有油烟抽吸设备。
15.与现有的技术相比,本发明的有益效果在于:通过设置的感应焊机电柜,可以控制感应焊机的焊接过程,以及工装传输链的传输速率和间隔时间,使得感应焊机通过感应线圈产生交流电源的能量给焊件实现加热,在恒定的温度和设定的加热时间条件下保证在焊接过程中产品焊接的稳定性,同时一次性可以自动处理多批次的焊接,大大提高了焊接效率,避免了人工焊接的繁琐,且通过设置的冷却槽和冷却水的配合,可以及时对工装传输链及其上的工装夹具进行冷却降温,同时,设置的温控机构可以控制各个温差导电棒适时介入,对冷却水进行降温,避免了一直启动温差导电棒的电能损耗,且设置的驱动机构,可以控制各个温差导电棒转动,使得其上的搅动叶不断搅动冷却水,进一步加快冷却水的散热降温,通过设置的淬火设备,使得产品焊接后,可以通过淬火处理来达到提高金属工件的硬度和耐磨性,且设置的回火炉,可以对产品进回火提高组织的稳定性,减小或消除淬火钢件中内应力,进而通过淬火和回火的相配合,才可以获得所需的力学性能以满足使用要求,大大提高产品的品质,且通过设置的各排油烟支管和排油烟主管的配合,可以及时将焊接作业过程中产生的油烟导走。
16.综上所述:带热处理的自动化硬质合金焊接生产线弥补了采用手工焊接工艺的制造过程中,人工控制焊接不准确、不稳定导致焊接成型不好,容易在焊接部位产生气孔、裂纹、焊接硬度不统一等缺陷,通过自动化焊接生产线智能控制系统进行焊接作业,可促进和推动产品实现批量生产、质量管控、自动化控制,且焊接过程中采用的冷却结构可以进行适时制冷,避免了一直通电启动的电能浪费,同时本生产线的夹具便于拆卸更换,以应对不同规格的焊接产品。
附图说明
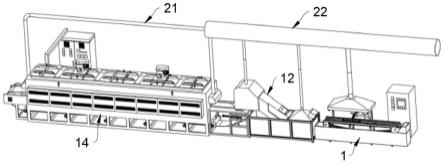
17.图1是本发明提供的带热处理的自动化硬质合金焊接生产线的整体结构示意图;
18.图2是本发明提供的带热处理的自动化硬质合金焊接生产线的冷却槽和感应焊机电柜相互配合的结构示意图;
19.图3是本发明提供的带热处理的自动化硬质合金焊接生产线的冷却槽和各个温差导电棒相互配合的正视透视结构示意图;
20.图4是本发明提供的带热处理的自动化硬质合金焊接生产线的感应焊机的整体结构示意图;
21.图5是本发明提供的带热处理的自动化硬质合金焊接生产线的感应线圈的整体结
构示意图;
22.图6是本发明提供的带热处理的自动化硬质合金焊接生产线的淬火设备的整体结构示意图;
23.图7是本发明提供的带热处理的自动化硬质合金焊接生产线的回火炉的整体结构示意图;
24.图8是本发明提供的带热处理的自动化硬质合金焊接生产线的工装传输链与另一规格的工装夹具相互配合的结构示意图。
25.图中:1冷却槽、2冷却水、3温差导电棒、4搅动叶、5驱动机构、51蜗杆、52蜗轮、53驱动电机、6温控机构、61热敏电阻、62电磁继电器、7工装传输链、8工装夹具、9感应焊机、10感应线圈、11第一油烟罩、12淬火设备、13第二油烟罩、14回火炉、15工装传输带、16第三油烟罩、17防护罩、18感应焊机电柜、19回火炉电柜、20进料口、21排油烟支管、22排油烟主管。
具体实施方式
26.以下实施例仅处于说明性目的,而不是想要限制本发明的范围。
27.如图1-8所示,带热处理的自动化硬质合金焊接生产线,包括冷却槽1,冷却槽1中设置有冷却水2,且冷却槽1中转动连接有多个温差导电棒3,各个温差导电棒3的放热端均延伸至外部设置,各个温差导电棒3的上端均固定连接有搅动叶4,且冷却槽1上设置有与各个温差导电棒3相配合的驱动机构5,驱动机构5由蜗杆51、多个蜗轮52和驱动电机53组成,冷却槽1的下侧固定设置有防护罩17,且各个温差导电棒3均贯穿防护罩17设置,蜗杆51转动设置于防护罩17中,且蜗杆51的一端贯穿防护罩17并与驱动电机53传动连接,各个蜗轮52分别与对应的温差导电棒3固定套接,且各个蜗轮52均与蜗杆51相啮合,通过设置的蜗杆51和各个蜗轮52的传动配合,使得驱动电机53可以控制各个温差导电棒3和搅动叶4转动,以搅动冷却水2,加快冷却水2的散热,蜗杆51的展开螺旋角大于蜗杆51和蜗轮52间的摩擦角,蜗杆51的展开螺旋角设计,可以提高蜗杆51和蜗轮52间的传动效率;
28.冷却槽1上设置有与各个温差导电棒3电性连接的温控机构6,温控机构6由热敏电阻61和电磁继电器62组成,热敏电阻61设置于冷却槽1的内侧,且电磁继电器62设置于冷却槽1的外侧,热敏电阻61与电磁继电器62电性连接,且电磁继电器62与各个温差导电棒3和驱动电机53电性连接,通过设置的热敏电阻61和电磁继电器62的配合,可以基于冷却水2的温度变化,适时控制温差导电棒3和驱动电机53启动,进行制冷作业;
29.冷却槽1中固定设置有工装传输链7,且工装传输链7上可拆卸连接有多个工装夹具8,工装夹具8的可拆卸设计,便于在应对不同规格的焊接产品时,可以更换相应的工装夹具8(如图8所示),冷却槽1的一侧固定设置有感应焊机9,且感应焊机9上设置有与工装夹具8相配合的感应线圈10,感应焊机9的设置,可以对进行焊接的产品通过感应线圈10输出稳定的频率,冷却槽1的一侧设置有感应焊机电柜18,且感应焊机电柜18与感应焊机9电性连接,感应焊机电柜18的设置,可以控制和调节产品在焊接过程的焊接时间与传输频率;
30.冷却槽1的一侧固定设置有第一油烟罩11,且第一油烟罩11位于工装传输链7的正上方,冷却槽1的左侧设置有淬火设备12,且淬火设备12上设置有第二油烟罩13,第二油烟罩13上设置有进料口20,进料口20的设置,方便输送焊件,淬火设备12的左侧设置有回火炉14,且回火炉14上设置有工装传输带15,回火炉14的一侧设置有回火炉电柜19,且回火炉电
柜19与回火炉14电性连接,回火炉电柜19可以对回火炉14设备的温度,时间进行设置,工装传输带15与淬火设备12的排料口对接,且淬火设备12的两侧均设置有第三油烟罩16,第一油烟罩11、第二油烟罩13和第三油烟罩16上均固定连通有排油烟支管21,且各个排油烟支管21共同固定连通有排油烟主管22,排油烟主管22外接有油烟抽吸设备,各个排油烟支管21和排油烟主管22的设置,方便油烟抽吸设备抽吸作业过程中产生的油烟。
31.现对本发明的操作原理做如下描述:
32.进行焊接作业时,将金属工件、铜、硬质合金、焊膏等重要组成部分,统一放置于对应的工装夹具8上,接着,通过感应焊机电柜18控制感应焊机9的工作间隔时间和工装传输链7的传输速率和间隔时间,当需要焊接的部件,在工装传输链7的输送下,到达感应线圈10处时,感应焊机9会通过感应线圈10产生交流电源的能量给焊件实现加热,进行焊接处理,焊接完成后,工装传输链7会带动工装夹具8及焊件与冷却水2进行接触,实现快速冷却降温;
33.当冷却水2温度上升时,热敏电阻61的阻值会降低,使得电磁继电器62中的触点闭合,此时各个温差导电棒3和驱动电机53会启动,温差导电棒3启动后,会通过吸热端吸收冷却水2的热量,并通过放热端排放至外界,实现冷却水2的快速制冷,同时,驱动电机53会控制蜗杆51转动,在各个蜗轮52的传动配合下,各个温差导电棒3会同步转动,温差导电棒3可以采用导电滑环与外接电源,以避免转动影响供电,温差导电棒3转动后会带动搅动叶4转动,搅动叶4会搅动冷却水2,以加快冷却水2的散热,当冷却水2冲洗恢复低温后,热敏电阻61的阻值会增大,使得电磁继电器62的触点自动断开,此时,驱动电机53和各个温差导电棒3会自动断电停机;
34.焊接后的焊接,通过进料口20输送至淬火设备12中,通过淬火设备12中进行淬火处理,淬火处理后的焊件可以通过淬火设备12的排料口导送至工装传输带15上,通过工装传输带15将淬火后的焊接导送至回火炉14中进行回火处理,回火过程中,通过回火炉电柜19对回火炉14的温度和作业时间进行控制,整个焊接作业过程中,可以通过油烟抽吸设备,配合排油烟主管22、各个排油烟支管21、第一油烟罩11、第二油烟罩13和第三油烟罩16将作业过程中产生的油烟及时清除。
35.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1