一种消除高强钢筋HRB500E表面气泡的方法与流程
一种消除高强钢筋hrb500e表面气泡的方法
技术领域
1.本发明属于高强钢筋生产技术领域,具体涉及一种消除高强钢筋hrb500e表面气泡的方法。
背景技术:
2.钢筋在各类建筑中应用广泛,在钢铁行业总体产能过剩,尤其是传统建筑用钢产能严重过剩、国内外竞争白炽化背景下,发展优质、高强、长寿命的钢铁产品成为战略目标,而为了提高钢筋强度、减少工程用钢量以及相应的矿石消耗和污染物的排放,改进500mpa以上高强钢筋的工业生产技术至关重要。hrb500e高强抗震钢筋采用铌钒复合体系,采用现有工艺生产高强钢筋hrb500e存在以下问题、导致表面气泡:
3.(1)钢筋在轧制过程中随着温度的下降,表面会和冷却水及空气中的氧气结合,形成氧化铁皮,氧化铁皮的形成和冷却水的水压、流量、轧制过程的温度相关,现有终轧温度为1000-1020℃,水压为0.5-0.7mpa,温度越高,冷却水流量和水压越低,不足以快速带走温度,氧化铁皮会和钢筋基体被高压水蒸气冲击剥离鼓起,形成空洞,气泡多且大全部聚集在钢筋表面,极易被碰撞破裂,从而不能达到保护钢筋基体的作用,加速钢筋锈蚀的进程。
4.(2)现有轧制线轧后配套采用3.5米的一段式穿水设备,冷却速度和蒸汽排出速度较慢,高温水蒸汽的不及时排出增加了蒸汽与红坯的接触时间,造成高压水蒸气撑涨氧化铁皮,产生气泡、导致二次氧化,影响钢筋表面质量、使用户产生疑虑。
5.因此,需要攻关hrb500e表面气泡问题,在兼顾力学性能基础上达到消除表面气泡的目的,以提高产品质量和市场竞争力。
技术实现要素:
6.本发明旨在至少在一定程度上解决上述技术问题之一,本发明提供一种消除高强钢筋hrb500e表面气泡的方法,能兼顾力学性能、有效地完全消除氧化铁剥离鼓起的气泡现象。
7.本发明解决其技术问题所采用的技术方案是:
8.一种消除高强钢筋hrb500e表面气泡的方法,其方法包括:红钢进轧线经中轧、精轧后的轧件,经过多段式穿水装置时,通过控制冷却水水压为1.0-1.2mpa、提高穿水强度和水蒸汽排出速度,使轧件以2-4℃/s的冷速快速冷却,在960-980℃上冷床冷却得到表面消除气泡的钢筋。
9.上述方法根据氧化铁皮凸起的形成机理,通过控制增大提高穿水强度达到快速带走温度,保证氧化铁皮不被冲击撑涨、降低上冷床温度,达到气泡变小、消除效果;可以避免水压过大造成钢筋表面正常的氧化铁皮生成进程受阻,氧化铁皮被高压水冲掉造成氧化铁皮变薄、钢筋发黑,影响产品外观和表面质量;可以避免水压过小造成水量偏少,不足以快速带走钢筋上的热量,造成高压水蒸气撑涨氧化铁皮而产生气泡。
10.上述方法,进一步地,红钢开轧温度为1120-1160℃,易于轧制变形,避免开轧温度
过高导致过热、过烧和堆钢缺陷,避免开轧温度过低增大轧机负载、影响轧件塑性。
11.上述方法,进一步地,红钢经中轧机组大压下量中轧的轧件,在奥氏体再结晶区轧制使奥氏体变形拉长,以5-5.5m/s的速度进入第一段冷却水箱,第一段冷却水箱中水压为1.2-1.5mpa、冷却至轧件为1100-1120℃,以此防止奥氏体晶粒度持续长大。
12.上述方法,进一步地,出第一段冷却水箱的轧件经飞剪剪去尾部余坯后,送入精轧机组精轧精轧,形成大量变形带和形核点,使相变后晶粒细化。
13.上述方法,进一步地,为得到所需性能及组织,精轧后的轧件由3.5-4m/s的辊道速度进入多段式穿水装置,控制冷速。
14.上述方法,进一步地,所述多段式穿水装置包括至少两段长度≤2.5m的穿水管、设置在所有穿水管外的防护罩,所述防护罩上设有排烟烟囱,通过改长一段式穿水管为短多段式穿水管结构,便于配合增加冷却水水压和穿水强度,可以将高温水蒸汽由防护罩的排烟烟囱排除,提高水蒸汽排出速度,减少水蒸汽与高温轧件的接触时间,破坏二次氧化的空间氛围条件,最终消除表面气泡。
15.上述方法,进一步地,出多段式穿水装置的轧件经经过飞剪剪去头尾不合格的余坯,保证钢筋质量。
16.上述方法,进一步地,出多段式穿水装置的轧件,由13.0-13.5m/s逐渐降至7.0-8.0m/s的辊道速度上冷床,以配合轧件在冷床上的输送和相变速度。
17.上述方法,进一步地,直径为18-20mm的钢筋,上冷床温度为960-970℃;直径为22-25mm的钢筋,上冷床温度为965-975℃;直径为28-32mm的钢筋,上冷床温度为970-980℃,通过对上冷床温度的窄范围控制提高气泡清除效果。
18.上述方法,进一步地,轧件在冷床上自然冷却,使奥氏体从高温缓慢冷却发生共析转变形成珠光体,最后以2.0-2.5m/s的速度进行翻转平移,保证轧件在空冷状态下组织转变持续均匀。
19.上述方法,进一步地,钢筋组织为铁素体+珠光体,晶粒度>9级,保证组织均匀、晶粒细化和强韧性。
20.上述方法,进一步地,钢筋的力学性能:屈服强度≥550mpa,强屈比≥1.26,断后伸长率≥17%,达到hrb500e级钢筋要求。
21.与现有技术相比,本发明的有益效果是:
22.(1)通过控制多段式穿水装置的冷却水水压为1.0-1.2mpa,有效提高穿水强度,使轧件以2-4℃/s的冷速快速冷却,在960-980℃上冷床冷却,达到快速带走温度,保证氧化铁皮不被冲击撑涨的效果,并保证钢筋表面氧化铁皮的正常生成,可以避免氧化铁皮被高压水冲掉造成氧化铁皮变薄、钢筋发黑现象。
23.(2)精轧后采用≤2.5m的短多段式穿水装置替代3.5米的长一段式穿水冷却,配合带排烟烟囱的防护罩,能有效提高水蒸汽排出速度、减少水蒸气和红坯的接触时间、避免二次氧化。
24.综上,按本发明方法生产的钢筋达到hrb500e级钢筋要求,保证力学性能的前提下可以有效地完全消除氧化铁剥离鼓起的气泡现象,可以达到保护钢筋基体、避免钢筋锈蚀的作用,显著提高产品表面质量,益于提高产品竞争力。
附图说明
25.本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
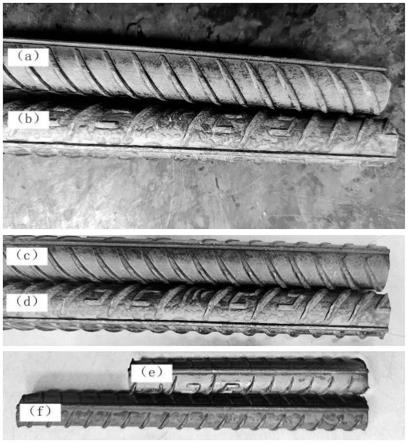
26.图1是本发明实施例与对比例的钢筋气泡情况对比图;
27.图1中标记:(a)表示实施例1的钢筋,(b)表示对比例1的钢筋,(c)表示实施例2的钢筋,(d)表示对比例4的钢筋,(e)表示实施例3的钢筋,(f)表示对比例5的钢筋。
28.图2是本发明实施例1的金相组织图;
29.图2中标记:(a)表示边部组织,(b)表示1/2半径组织,(c)表示心部组织。
30.图3是本发明多段式穿水装置结构图;
31.图3中标记:穿水管1,防护罩2,排烟烟囱3,进口导位4,进水座5,中间管6,出口座7,反吹装置8,进水管9,喷嘴10,连通孔11,出水管12,出口导位13。
具体实施方式
32.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
33.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“轴向”、“径向”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。在本发明的描述中,“多个”、“若干”的含义是两个或两个以上,除非另有明确具体的限定。
34.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
35.实施例1:
36.本发明所述一种消除高强钢筋hrb500e表面气泡的方法的一种较佳实施方式,其方法包括以下步骤:
37.s1:在转炉
→
精炼炉
→
连铸机
→
钢坯检验
→
棒二加热炉加热工艺路线下获得红钢,红钢进轧线经中轧机组中轧,压下量为109mm;
38.s2:中轧后的轧件以5.5m/s的速度进入第一段冷却水箱,第一段冷却水箱中水压为1.2mpa、冷却至轧件为1120℃;
39.s3:出第一段冷却水箱的轧件经飞剪剪去尾部余坯后,送入精轧机组精轧精轧;
40.s4:精轧后的轧件由3.5-4m/s的辊道速度进入多段式穿水装置,使轧件以2-4℃/s的冷速快速冷却;
41.s5:出多段式穿水装置的轧件,经过飞剪剪去头尾不合格的余坯;
42.s6:轧件经过具有降速装置的传送辊道,由13.5m/s的初始辊道速度逐渐降至7.5m/s的最终辊道速度上冷床,轧件在冷床上自然冷却,最后以2.0m/s的速度进行翻转平
移,保证轧件在空冷状态下组织转变持续均匀,得到组织为铁素体+珠光体,晶粒度为9.5级的钢筋,随后按定尺剪切
→
定支包装
→
称重
→
挂牌
→
入库路线处理。
43.实施例2:
44.本发明所述一种消除高强钢筋hrb500e表面气泡的方法的一种较佳实施方式,其方法包括以下步骤:
45.s1:在转炉
→
精炼炉
→
连铸机
→
钢坯检验
→
棒二加热炉加热工艺路线下获得红钢,红钢进轧线经中轧机组中轧,压下量为110mm;
46.s2:中轧后的轧件以5.5m/s的速度进入第一段冷却水箱,第一段冷却水箱中水压为1.2mpa、冷却至轧件为1120℃;
47.s3:出第一段冷却水箱的轧件经飞剪剪去尾部余坯后,送入精轧机组精轧精轧;
48.s4:精轧后的轧件由3.5-4m/s的辊道速度进入多段式穿水装置,使轧件以2-4℃/s的冷速快速冷却;
49.s5:出多段式穿水装置的轧件,经过飞剪剪去头尾不合格的余坯;
50.s6:轧件经过具有降速装置的传送辊道,由13.5m/s的初始辊道速度逐渐降至7.5m/s的最终辊道速度上冷床,轧件在冷床上自然冷却,最后以2.0m/s的速度进行翻转平移,保证轧件在空冷状态下组织转变持续均匀,得到组织为铁素体+珠光体,晶粒度为9.5级的钢筋,随后按定尺剪切
→
定支包装
→
称重
→
挂牌
→
入库路线处理。
51.实施例3:
52.本发明所述一种消除高强钢筋hrb500e表面气泡的方法的一种较佳实施方式,其方法包括以下步骤:
53.s1:在转炉
→
精炼炉
→
连铸机
→
钢坯检验
→
棒二加热炉加热工艺路线下获得红钢,红钢进轧线经中轧机组中轧,压下量为110mm;
54.s2:中轧后的轧件以5.5m/s的速度进入第一段冷却水箱,第一段冷却水箱中水压为1.2mpa、冷却至轧件为1120℃;
55.s3:出第一段冷却水箱的轧件经飞剪剪去尾部余坯后,送入精轧机组精轧精轧;
56.s4:精轧后的轧件由3.5-4m/s的辊道速度进入多段式穿水装置,使轧件以2-4℃/s的冷速快速冷却;
57.s5:出多段式穿水装置的轧件,经过飞剪剪去头尾不合格的余坯;
58.s6:轧件经过具有降速装置的传送辊道,由13.5m/s的初始辊道速度逐渐降至7.5m/s的最终辊道速度上冷床,轧件在冷床上自然冷却,最后以2.0m/s的速度进行翻转平移,保证轧件在空冷状态下组织转变持续均匀,得到组织为铁素体+珠光体,晶粒度为9.5级的钢筋,随后按定尺剪切
→
定支包装
→
称重
→
挂牌
→
入库路线处理。
59.如附图3所示,上述实施例1-3中所述多段式穿水装置包括两段长度为2.5m的穿水管1、设置在所有穿水管1外的防护罩2,所述穿水管1包括依次相连的进口导位4、进水座5、中间管6、出口座7和反吹装置8,进水座5连接有进水管9,进水座5内设有喷嘴10,喷嘴10壁上设有连通喷嘴10外部与喷嘴10内部的连通孔11,出口座7连接有出水管12,反吹装置8内设有若干出口导位13,使冷却水由进水管9进入进水座5、沿喷嘴10壁上的连通孔11进入喷嘴10内部、沿中间管6向出口座7、吹水管流出,轧件由进口导位4内部进入、向出口座7、出口导位13内部输送进行穿水冷却,所述防护罩2上设有排烟烟囱3,通过改长一段式穿水管1为
短多段式穿水管1结构,便于配合增加冷却水水压和穿水强度,可以将高温水蒸汽、烟气由防护罩2的排烟烟囱3排除,提高水蒸汽排出速度,减少水蒸汽与高温轧件的接触时间,破坏二次氧化的空间氛围条件,最终消除表面气泡。
60.对比例1-2的钢筋生产方法与实施例1的区别,对比例3-4的钢筋生产方法与实施例2的区别,对比例5的钢筋生产方法与实施例3的区别,在于步骤s4采用3.5米、无保温罩的一段式穿水装置,实施例1-3、对比例1-5的钢筋直径规格、步骤s4水压、上冷床温度和气泡情况对比如下表1所示:
61.表1:
[0062][0063]
结合附图1和表1可知,本发明红钢进轧线经中轧、精轧后的轧件,经过多段式穿水装置时,通过控制冷却水水压为1.0-1.2mpa,有效提高穿水强度和水蒸汽排出速度,使轧件以2-4℃/s的冷速快速冷却,在960-980℃上冷床冷却,轧后冷却达到快速带走温度,保证氧化铁皮不被冲击撑涨、降低上冷床温度,能有效减少水蒸气和红坯的接触时间、避免二次氧化,较现有方法能有效消除气泡,同时保证钢筋表面氧化铁皮的正常生成,可以避免氧化铁皮被高压水冲掉造成氧化铁皮变薄、钢筋发黑现象。
[0064]
对实施例1-3、对比例1-5的钢筋进行力学性能检测,其结果如下表2所示:
[0065]
表2
[0066][0067]
[0068]
结合附图2和表2可知,按本发明方法生产的钢筋组织均匀、细化,钢筋的力学性能:屈服强度≥550mpa,强屈比≥1.26,断后伸长率≥17%,达到hrb500e级钢筋要求。
[0069]
综上,采用本发明的方法,钢筋在保证力学性能的前提下可以有效地完全消除氧化铁剥离鼓起的气泡现象,可以达到保护钢筋基体、避免钢筋锈蚀的作用,显著提高产品表面质量,可以打消用户疑虑,保持和其他钢厂较好的表面质量等级,满足不同客户的需求,提升此高强钢筋产品竞争力。
[0070]
上文所列出的一系列的详细说明仅仅是针对本发明的可行性实施例的具体说明,它们并非用以限制本发明的保护范围,凡未脱离本发明技艺精神所作的等效实施例或变更均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1