基于OPCUA的焊机工作管理方法与流程
本发明涉及焊接工作管理的,特别涉及基于opc ua的焊机工作管理方法。
背景技术:
1、在对电器元件进行焊接操作时,通常需要不同类型的焊机依次对电器元件进行不同的焊接操作。在焊接过程中,不同焊机需要按照严格的焊接工序环节顺序工作,才能保证电器元件焊接的精确性和避免焊接位置错误的情况发生。为了保证不同焊机在焊接过程中进行准确的连续工作,现有技术通常需要借助人工监控的方式对目标物的焊接进度进行实时跟踪,从而特定的时间点,对指示相应的焊机停止工作或者相应的焊机启动工作,实现对目标物的有序焊接。上述人工参与的焊机联动控制方式存在较大的控制不确定性,其无法对所有焊机进行联动通讯控制,降低焊机控制的自动化和稳定程度,以及无法实现对目标物的连续精确焊接。
技术实现思路
1、针对现有技术存在的缺陷,本发明提供基于opc ua的焊机工作管理方法,其通过opc ua物联网终端根据焊接车床内部的摄像终端和每个焊机的动作感应终端的反馈,实现对所有焊机的联动统一控制;当焊接操作开始时,对焊接车床状态影像进行分析,得到目标物在焊接车床上的放置状态信息,以此指示相应的焊机对目标物进行焊接操作;在焊接操作执行过程中,对焊机状态影像进行分析,得到焊机放置状态信息,以此控制所有焊机对目标物的焊接操作工序流程;当焊接操作结束时,对目标物状态影像进行分析,得到目标物当前的焊点状态信息,以此对目标物进行相应的移动操作;上述方法在焊接操作开始、焊接操作执行中、焊接操作结束这三个环节中利用opc ua物联网终端收集与分析摄像终端和每个动作感应终端反馈的数据,实现对每个焊机的联动控制,使得不同焊机能够在准确的时刻开始焊接操作以及停止焊接操作并退回到待定区域,提高焊机控制的自动化和稳定程度,以及实现对目标物的连续精确焊接。
2、本发明提供基于opc ua的焊机工作管理方法,包括如下步骤:
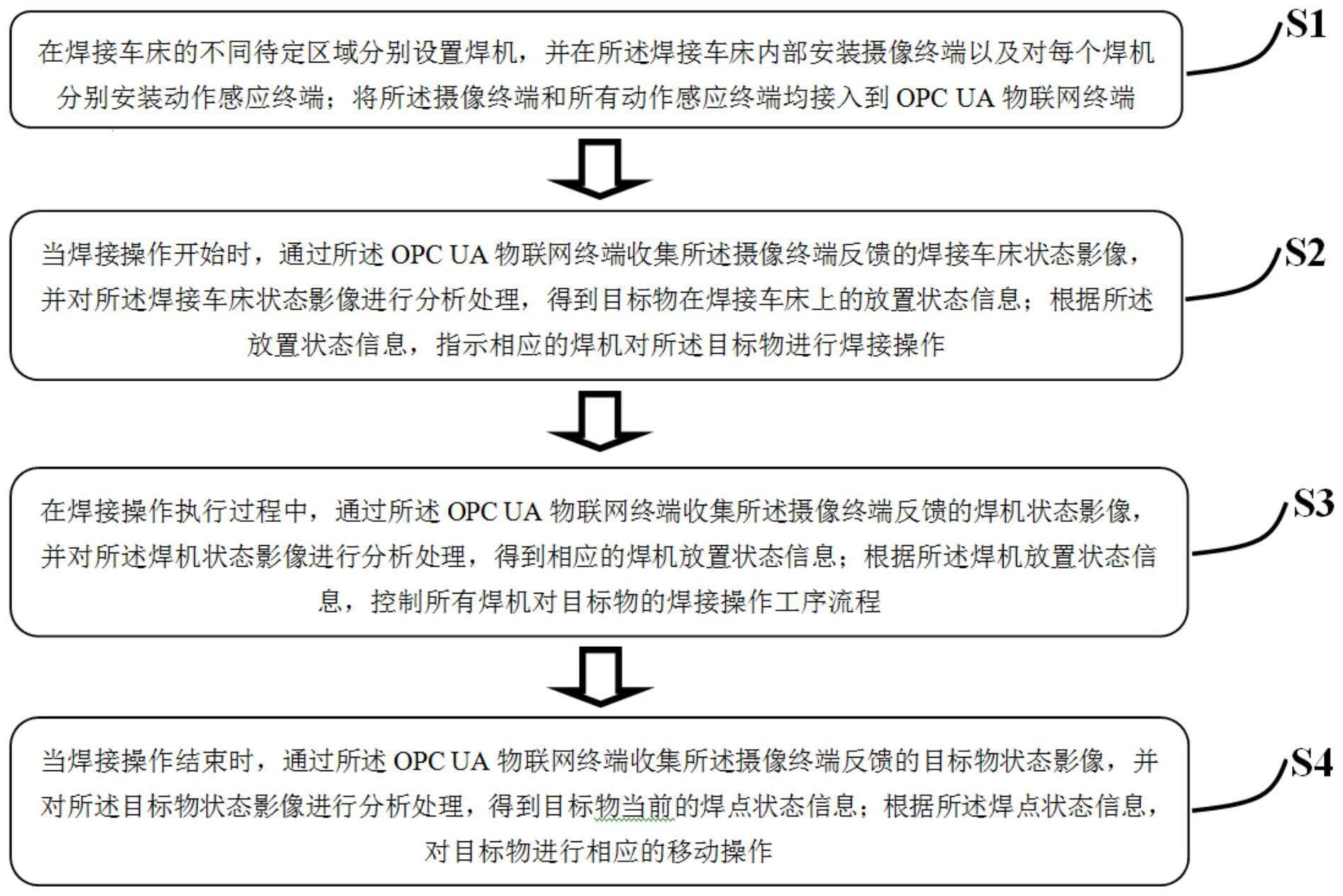
3、步骤s1,在焊接车床的不同待定区域分别设置焊机,并在所述焊接车床内部安装摄像终端以及对每个焊机分别安装动作感应终端;将所述摄像终端和所有动作感应终端均接入到opc ua物联网终端;
4、步骤s2,当焊接操作开始时,通过所述opc ua物联网终端收集所述摄像终端反馈的焊接车床状态影像,并对所述焊接车床状态影像进行分析处理,得到目标物在焊接车床上的放置状态信息;根据所述放置状态信息,指示相应的焊机对所述目标物进行焊接操作;
5、步骤s3,在焊接操作执行过程中,通过所述opc ua物联网终端收集所述摄像终端反馈的焊机状态影像,并对所述焊机状态影像进行分析处理,得到相应的焊机放置状态信息;根据所述焊机放置状态信息,控制所有焊机对目标物的焊接操作工序流程;
6、步骤s4,当焊接操作结束时,通过所述opc ua物联网终端收集所述摄像终端反馈的目标物状态影像,并对所述目标物状态影像进行分析处理,得到目标物当前的焊点状态信息;根据所述焊点状态信息,对目标物进行相应的移动操作。
7、进一步,在所述步骤s1中,在焊接车床的不同待定区域分别设置焊机,并在所述焊接车床内部安装摄像终端以及对每个焊机分别安装动作感应终端具体包括:
8、在焊接车床的每个焊机收容区域分别放置一个焊机,并在所述焊接车床内部的上方安装广角摄像终端,以使所述广角摄像终端的拍摄光轴方向对准所述焊接车床的焊接操作工位;
9、在每个焊机自带连接的机械臂上均安装动作感应终端,用于采集其对应的机械臂的动作姿态信息。
10、进一步,在所述步骤s1中,将所述摄像终端和所有动作感应终端均接入到opc ua物联网终端具体包括:
11、将所述广角摄像终端和所有动作感应终端分别通过独立的双向数据通信链路接入到opc ua物联网终端。
12、进一步,在所述步骤s2中,当焊接操作开始时,通过所述opc ua物联网终端收集所述摄像终端反馈的焊接车床状态影像,并对所述焊接车床状态影像进行分析处理,得到目标物在焊接车床上的放置状态信息具体包括:
13、当焊接操作开始时,通过所述opc ua物联网终端向所述广角摄像终端发送第一摄像触发指令,指示所述广角摄像终端对所述焊接操作工位进行拍摄,得到焊接车床状态影像;
14、通过所述opc ua物联网终端对所述焊接车床状态影像进行识别分析,确定所述焊接操作工位上目标物的实际放置姿态,以此作为目标物在焊接车床上的放置状态信息。
15、进一步,在所述步骤s2中,根据所述放置状态信息,指示相应的焊机对所述目标物进行焊接操作具体包括:
16、将所述实际放置姿态与预设放置姿态进行比对,若所述实际放置姿态与预设放置姿态相匹配,则通过所述opc ua物联网终端根据预设焊接操作代码,确定当前对目标物进行焊接操作的焊机;再通过所述opc ua物联网终端向上述确定的焊机对应的机械臂发送动作指令,指示机械臂将焊机移动至所述焊接操作工位对应的位置处进行焊接操作。
17、进一步,在所述步骤s3中,在焊接操作执行过程中,通过所述opc ua物联网终端收集所述摄像终端反馈的焊机状态影像,并对所述焊机状态影像进行分析处理,得到相应的焊机放置状态信息具体包括:
18、在焊接操作执行过程中,通过所述opc ua物联网终端向所述广角摄像终端发送第二摄像触发指令,指示所述广角摄像终端对所述焊接车床进行连续拍摄,得到焊接车床状态视频影像;
19、通过所述opc ua物联网终端对所述焊接车床状态视频影像进行识别分析,得到当前对目标物进行焊接操作的焊机的画面信息;
20、对所述画面信息进行分析处理,确定当前对目标物进行焊接操作的焊机是否已经完成焊接操作,以及是否被相应的机械臂移动回到原来的焊机收容区域。
21、进一步,在所述步骤s3中,根据所述焊机放置状态信息,控制所有焊机对目标物的焊接操作工序流程具体包括:
22、若当前对目标物进行焊接操作的焊机已经完成焊接操作,以及被相应的机械臂移动回到原来的焊机收容区域,则通过所述opc ua物联网终端根据预设焊接操作代码,确定进行焊接操作的下一个焊机,以及向下一个焊机对应的机械臂发送动作指令,指示机械臂将焊机移动至所述焊接操作工位对应的位置处进行焊接操作,直到预设焊接操作代码被全部执行为止。
23、进一步,在所述步骤s4中,当焊接操作结束时,通过所述opc ua物联网终端收集所述摄像终端反馈的目标物状态影像,并对所述目标物状态影像进行分析处理,得到目标物当前的焊点状态信息;根据所述焊点状态信息,对目标物进行相应的移动操作具体包括:
24、当焊接操作结束时,通过所述opc ua物联网终端向所述广角摄像终端发送第三摄像触发指令,指示所述广角摄像终端对所述目标物进行拍摄,得到目标物状态影像;
25、通过所述opc ua物联网终端对所述目标物状态影像进行识别分析处理,得到所述目标物当前的焊点凝固状态信息;
26、根据所述焊点凝固状态信息,确定所述目标物的所有焊点是否已经凝固;若是,则通过opc ua物联网终端指示机械手将所述目标物从所述焊接车床移出;否则,则保持所述目标物继续处于所述焊接车床内部。
27、相比于现有技术,该基于opc ua的焊机工作管理方法通过opc ua物联网终端根据焊接车床内部的摄像终端和每个焊机的动作感应终端的反馈,实现对所有焊机的联动统一控制;当焊接操作开始时,对焊接车床状态影像进行分析,得到目标物在焊接车床上的放置状态信息,以此指示相应的焊机对目标物进行焊接操作;在焊接操作执行过程中,对焊机状态影像进行分析,得到焊机放置状态信息,以此控制所有焊机对目标物的焊接操作工序流程;当焊接操作结束时,对目标物状态影像进行分析,得到目标物当前的焊点状态信息,以此对目标物进行相应的移动操作;上述方法在焊接操作开始、焊接操作执行中、焊接操作结束这三个环节中利用opc ua物联网终端收集与分析摄像终端和每个动作感应终端反馈的数据,实现对每个焊机的联动控制,使得不同焊机能够在准确的时刻开始焊接操作以及停止焊接操作并退回到待定区域,提高焊机控制的自动化和稳定程度,以及实现对目标物的连续精确焊接。
28、本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在所写的说明书、权利要求书、以及附图中所特别指出的结构来实现和获得。
29、下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
- 还没有人留言评论。精彩留言会获得点赞!