一种桶体的全自动整圆和焊接一体设备的制作方法
本发明属于机械加工设备领域,更具体而言,涉及一种桶体的全自动整圆和焊接一体设备。
背景技术:
1、在用于两端开口的桶体整圆和焊接的生产线中,需要在不同工位间对加工前后的桶体进行转送运输,以实现桶体整圆和焊接过程的全自动化流程,现有的桶体的整圆和焊接工艺分开进行,而对于待整圆和焊接的桶体工件则多通过人工传送,由此会导致精度要求较高的桶体在整圆和焊接过程中,出现操作精度误差的情况。
技术实现思路
1、本发明的主要目的在于提供一种桶体的全自动整圆和焊接一体设备,可全自动完成桶体的整圆和焊接工作,并实现该过程中的自动传送,且有效的保证操作精度。
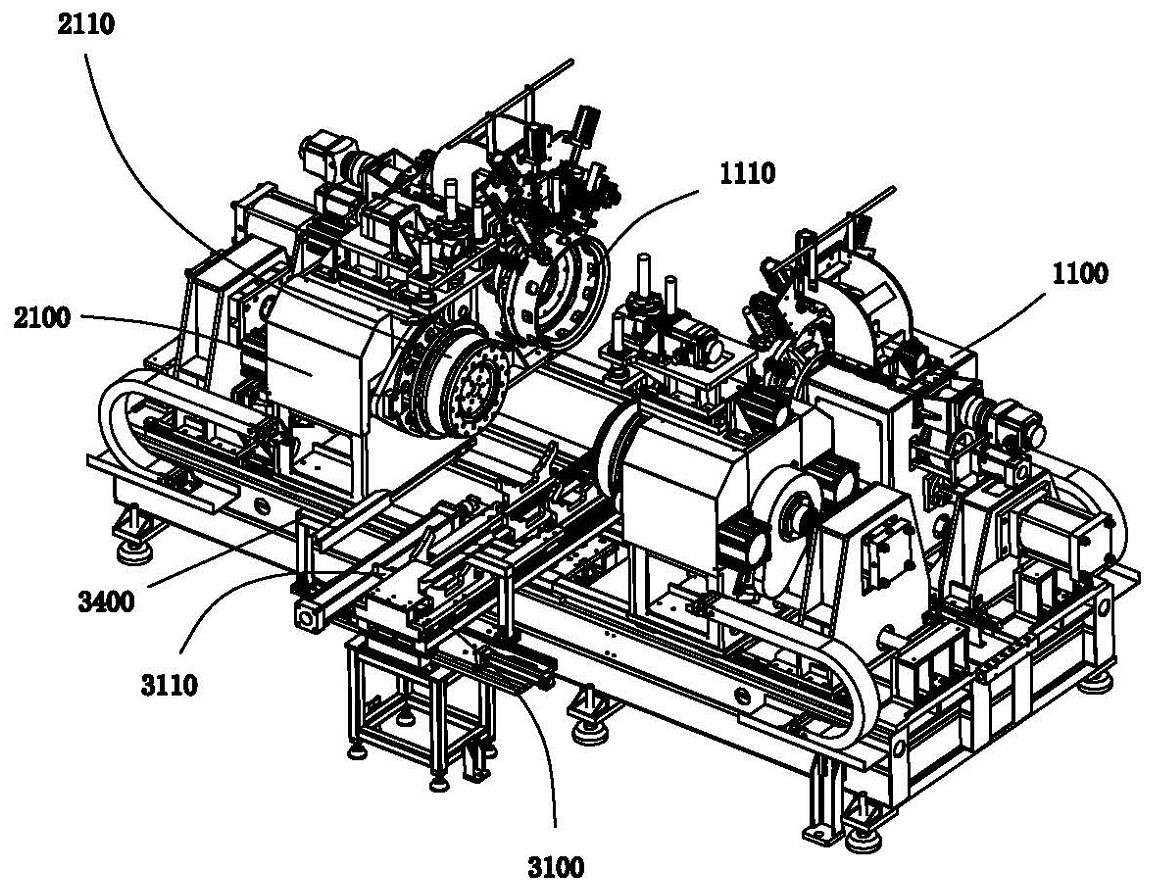
2、根据本发明的第一方面实施例,提供了一种桶体的全自动整圆和焊接一体设备,包括组对整圆设备,包括同轴且相对设置的两个整圆滑台,两个所述整圆滑台上分别设有整圆模具,各所述整圆滑台上设有驱动所述整圆模具旋转的整圆主轴,各所述整圆滑台上设有压轮杆,所述压轮杆的底部安装有整圆压轮,所述整圆滑台上设有第一伺服电机和连接所述第一伺服电机以驱动所述压轮杆升降的涡轮升降机;组对焊接设备,包括同轴且相对设置的两个点焊滑台,两个所述点焊滑台上分别设有点焊套模,各所述点焊滑台上设有驱动所述点焊套模旋转的套模主轴,各所述点焊滑台上设有点焊焊枪机构,所述点焊焊枪机构包括设置于所述点焊滑台上方的焊枪滑座,所述点焊焊枪机构安装于所述焊枪滑座的端部,所述点焊滑台上设有驱动所述焊枪滑座在所述点焊滑台上移动的滑座驱动装置,所述点焊焊枪机构包括若干环绕所述点焊套模设置的焊枪移动滑块和连接于所述焊枪移动滑块的点焊枪,所述点焊焊枪机构上还设有驱动所述焊枪移动滑块移动以调整所述点焊枪上下移动的驱动气缸;机器人和安装于所述机器人的机器臂上的真空夹具,用于真空吸取桶盖工件并嵌入所述点焊套模内;托架运输机构,设置于两所述整圆滑台和两所述点焊滑台之间,包括送料滑轨和在所述送料滑轨上间隔设置的两对送料托架机构,两对所述送料托架机构彼此相对设置,所述送料滑轨之间还设有间隔设置的整圆托料支架和焊接托料支架,所述整圆托料支架和焊接托料支架均成对设置,所述整圆托料支架的底部设有顶升所述整圆托料支架的整圆托料气缸,所述焊接托料支架的底部设有顶升所述焊接托料支架的焊接托料气缸,位于所述送料滑轨的输入端的两侧还设有彼此对称设置的对中机构,两所述对中机构通过对中气缸驱动以彼此趋近或者远离,以推送位于所述送料托架机构上的桶身对中。
3、根据本发明第一方面实施例所述的桶体的全自动整圆和焊接一体设备,所述涡轮升降机安装于所述整圆模具的正上方,所述压轮杆垂直伸入所述涡轮升降机内与所述涡轮升降机形成涡轮传动机构,所述第一伺服电机连接所述涡轮升降机以驱动所述压轮杆进行升降定位,所述涡轮升降机的两侧设有涡轮座板,所述涡轮座板的下方设有平行于所述涡轮座板设置的导向板,所述涡轮座板与所述导向板间设有在所述压轮杆的两侧对称设置的升降导向杆。
4、根据本发明第一方面实施例所述的桶体的全自动整圆和焊接一体设备,各所述整圆滑台上设有水平设置的换型滑轨,所述换型滑轨上设有换型滑台,所述整圆滑台上安装有整圆换型气缸,所述整圆换型气缸的输出端连接所述换型滑台,以驱动所述换型滑台沿所述换型滑轨移动。
5、根据本发明第一方面实施例所述的桶体的全自动整圆和焊接一体设备,两所述整圆模具同轴且相对设置,各所述整圆模具上均设有朝向远端收窄的坡度,环绕各所述整圆模具均设有整圆退料板,所述整圆退料板的两侧均通过退料推杆连接至退料气缸。
6、根据本发明第一方面实施例所述的桶体的全自动整圆和焊接一体设备,两个所述点焊滑台可滑动地安装在机座上的同一滑台轨道上,两所述点焊滑台之间还设有垂直于所述滑台轨道设置的托架,所述托架的底部设有竖直向上设置的托料气缸,所述托架沿所述托料气缸的两侧对称设置,所述托架的两侧分别连接有托架换型滑块和驱动两所述托架换型滑块相向或者相背运动的托架换型气缸。
7、根据本发明第一方面实施例所述的桶体的全自动整圆和焊接一体设备,所述点焊套模的内廓为圆形设置,环绕所述点焊套模设有若干可供所述点焊枪伸入的点焊孔,所述点焊焊枪机构上设有三根等弧度间隔设置的点焊枪,所述点焊套模上设有等角度分布的12个点焊孔,相邻的两所述点焊枪之间的弧度间隔为30度。
8、根据本发明第一方面实施例所述的桶体的全自动整圆和焊接一体设备,所述点焊滑台的顶部设有第一滑轨,所述焊枪滑座的底部设有沿所述第一滑轨前后移动的第一滑槽,所述滑座驱动装置包括安装于所述焊枪滑座尾部的第一驱动电机和通过所述第一电机驱动的第一丝杆组件。
9、根据本发明第一方面实施例所述的桶体的全自动整圆和焊接一体设备,所述点焊滑台朝向所述点焊套模的一侧设有竖向设置的安装板,所述安装板上设有若干等弧度设置的第二滑轨,各所述第二滑轨的侧面固定安装有驱动气缸,所述驱动气缸驱动所述焊枪移动滑块沿所述第二滑轨移动以进行所述点焊枪的定位,所述焊枪移动滑块包括相互垂直设置的第一滑座和第二滑座,所述第一滑座的两端设有第一固定块和架设在两所述第一固定块间的第一导杆,所述第一滑座还包括沿所述第一导杆滑动设置的第一滑块,所述第二滑座的两端设有第二固定块和架设在两所述第二固定块间的第二导杆,所述第二滑座还包括沿所述第二导杆滑动设置的第二滑块,所述第一滑块和所述第二滑块固定连接,所述点焊枪固定连接于所述第一滑座或者第二滑座,所述第一滑座上设有第一丝杆和第一手轮,所述丝杆穿过所述第一固定块与所述第一滑块螺纹连接,所述第二滑座上设有第二丝杆和第二手轮,所述丝杆穿过所述第二固定块与所述第二滑块螺纹连接。
10、根据本发明第一方面实施例所述的桶体的全自动整圆和焊接一体设备,两个所述点焊滑台可滑动地安装在机座上的同一滑台轨道上,两所述点焊滑台之间还设有垂直于所述滑台轨道设置的托架,所述托架的底部设有竖直向上设置的托料气缸,所述托架沿所述托料气缸的两侧对称设置,所述托架的两侧分别连接有托架换型滑块和驱动两所述托架换型滑块相向或者相背运动的托架换型气缸。
11、根据本发明第一方面实施例所述的桶体的全自动整圆和焊接一体设备,所述送料滑轨的下方设有垂直于所述送料滑轨设置的对中滑轨,所述对中机构包括在送料滑轨的两侧设有的竖向对中支架,各所述对中机构的上部设有横向朝所述送料滑轨延伸的连接杆,所述连接杆的端部设有对中推杆,所述竖向对中支架言沿所述对中滑轨滑动,所述送料滑轨的输入端设有朝远端倾斜向下设置的导料架,所述导料架在所述送料滑轨的连接处设有开口,所述开口的下方设有导料托架和位于所述导料托架下方的导料顶升气缸。
12、本发明上述技术方案中的一个技术方案至少具有如下优点或有益效果之一:
13、此桶体的全自动整圆和焊接一体设备将待整圆和焊接的桶体放置在送料托架机构上,在通过送料托架机构两侧的对中机构趋近运动进行桶体对中后,分别通过送料托架机构在整圆设备和焊接设备之间进行运送,并在运送到位后分别通过整圆托料机构和焊接托料机构顶升以进行整圆或者焊接,并在工序完成后下降以将桶体转送到整圆托料支架和焊接托料支架,至全自动完整桶体的整圆和焊接的全过程,此机构能对桶体进行精确的输送,并保证输送的准确性。
- 还没有人留言评论。精彩留言会获得点赞!