一种手机后盖自动压合及提取装置的制作方法
1.本实用新型涉及手机装配技术领域,尤其是涉及一种手机后盖自动压合及提取装置。
背景技术:
2.目前智能手机的制造工厂在装配手机后盖的过程中,大多是采用手工装配,即将后盖卡合到手机上,随着智能手机的外观越来越美观和精细,并且多采用电池一体化设计,这种设计要求手机在装配后盖时要求更加严格,不允许出现丝毫的偏差,而目前手机后盖的安装多采用手工或简单的定位模具进行装配操作,这种操作需要耗费大量的人工,操作效率低,精度不高,容易产生不良品。
技术实现要素:
3.有鉴于此,本实用新型的目的在于提供一种手机后盖自动压合及提取装置,以减少人工操作,提高装配效率。
4.为实现上述目的,本实用新型采用以下内容:
5.一种手机后盖自动压合及提取装置,包括:
6.托具,作为放置半成品手机的载体,其在一水平位移总成的带动下可进行往复运动,以及并排设置的压合单元和提取单元,在托具进行往复运动的过程中,托具可从压合单元、提取单元的下方经过;
7.其中:
8.所述压合单元包括能够组合围成矩形的一对长压体和一对宽压体,每个长压体和每个宽压体均各自连接于一压合气缸的输出端上,四个压合气缸的主体部分一同固设在一竖直位移总成的上下移动端上;
9.所述提取单元包括纵向位移机构和吸具,所述吸具通过升降组件固设于纵向位移机构的纵向移动端上;
10.在托具进行往复运动的过程中,托具可从由一对长压体和一对宽压体组合围成的矩形压合空间的正下方经过,以及可从纵向位移机构的下方经过。
11.通过采用上述技术方案,在使用上述装置时,首先将后盖还未压合的手机背面朝上的倒扣在托具上,通过水平位移总成控制托具朝向压合单元方向运动,直至托具行进至由一对长压体和一对宽压体组合围成的矩形压合空间的正下方,托具行进停止,竖直位移总成带动长压体和宽压体悬停于托具上半成品手机的上方,由压合气缸分别控制长压体、宽压体对后盖的长边、宽边进行压合;待压合结束后,竖直位移总成带动长压体和宽压体逐步远离托具,再次通过水平位移总成控制托具朝向提取单元方向运动,直至托具行进至提取单元的下方,托具行进停止,由纵向位移机构控制吸具移动以对托具内完成压合的手机成品进行吸取并投放至外界下料工位。由一对长压体和一对宽压体构成的矩形压合空间对后盖进行压合,两个长压体主要对后盖的长边进行压合,两个宽压体主要对后盖的宽边进
行压合,压合效果更好,针对性更强,提高了整体的压合效率,而且完成压合的手机成品又能被自动的取放到外界的下料工位,节省人力,具有较强的实用性。
12.本实用新型在一较佳示例中可以进一步配置为,还包括座体,所述水平位移总成、压合单元、提取单元均安装于座体的上表面,并且座体上还开设有靠近提取单元的下料窗口。
13.通过采用上述技术方案,将装置整体的布置在一座体上,能够使其具备一定的实物形态,以供人们长期使用,而座体上的下料窗口还可配合下料输送线,进一步提高了成品手机的下料效果。
14.本实用新型在一较佳示例中可以进一步配置为,每个长压体与对应的压合气缸的输出端之间、每个宽压体与对应的压合气缸的输出端之间均设置有压力传感器。
15.通过采用上述技术方案,在长压体、宽压体分别对手机后盖的长边、宽边进行压合的过程中,压力传感器会精确控制长压体、宽压体对后盖产生的压力值,防止对后盖造成过度压损。
16.本实用新型在一较佳示例中可以进一步配置为,所述宽压体的底端两侧分别向下凸出延伸形成压嘴,并且每个宽压体在对应的压合气缸的控制下进行垂直上下运动。
17.通过采用上述技术方案,由宽压体上的两个压嘴对后盖的宽边进行压合,提高了对后盖边侧压合时的紧密性。
18.本实用新型在一较佳示例中可以进一步配置为,所述长压体的底端具有水平的压合面,并且每个长压体在对应的压合气缸的控制下进行垂直上下运动。
19.通过采用上述技术方案,由长压体底端水平的压合面对后盖的长边进行压合,提高了对后盖边侧压合时的紧密性。
20.本实用新型在一较佳示例中可以进一步配置为,所述长压体的底端内侧沿其长度方向形成有内凹的弧形压槽,并且每个长压体在对应的压合气缸的控制下作斜向下的运动。
21.通过采用上述技术方案,当手机后盖为弧形后盖时,若长压体只对后盖的长边进行竖直方向的挤压,那么两侧曲面的部分在挤压的过程中并不能得到充分的挤压,进而导致手机后盖压合紧密度不够,故本实施例为针对弧形后盖,在长压体底端内侧设计弧形压槽,并使长压体作斜向下的运动,利用弧形压槽对弧形后盖的两侧曲面进行压合,以提高对弧形后盖压合时的紧密性。
22.本实用新型在一较佳示例中可以进一步配置为,所述水平位移总成包括水平电动滑台,水平电动滑台上具有一可运动的滑块,滑块连接于托具的底端;还包括分别布置在水平电动滑台两侧的导轨,托具以可滑动的方式安装在导轨上。
23.通过采用上述技术方案,确保托具能够进行平稳的水平运动,以便使托具能准确的停止在由一对长压体和一对宽压体构成的矩形压合空间的正下方,从而保证压合效果。
24.本实用新型在一较佳示例中可以进一步配置为,所述托具的表面具有匹配于半成品手机形状的仿形容纳槽。
25.通过采用上述技术方案,使半成品手机能完美的卡合在仿形容纳槽内,从而避免在压合过程中发生半成品手机滑移甚至错位的意外状况。
26.本实用新型在一较佳示例中可以进一步配置为,所述竖直位移总成包括竖直平
台、若干导向杆、竖直位移气缸、上下移动端,所述竖直平台固设于若干导向杆的上端,上下移动端可活动的套设于若干导向杆上,竖直位移气缸的主体部分固设于竖直平台上,其输出端连接于上下移动端。
27.通过采用上述技术方案,提高了长压体、宽压体整体上下运动的效率。
28.本实用新型在一较佳示例中可以进一步配置为,所述吸具包括固设在升降组件输出端的安装座,以及竖向设于安装座上的若干气动吸嘴。
29.通过采用上述技术方案,由气动吸嘴对托具上的成品手机进行自动提取,且避免对成品手机的表面造成磨损而影响到后盖的外观。
30.综上所述,本实用新型包括以下至少一种有益技术效果:
31.1.通过设置压合单元和提取单元,两者配合使用,由托具将后盖还未压合的半成品手机送至压合单元下方进行后盖压合,再由托具将压合完毕的成品手机送至提取单元下方进行下料工作,自动化程度高,相比于人工作业,其压合效果及下料效率更优,具有较强的实用性。
32.2.针对弧形后盖,可在长压体底端内侧设计弧形压槽,并使长压体作斜向下的运动,利用弧形压槽对弧形后盖的两侧曲面进行压合,从而提高对弧形后盖压合时的紧密性,确保弧形后盖的两侧曲面能得到充分的挤压。
附图说明
33.下面结合附图对本实用新型的具体实施方式作进一步详细的说明。
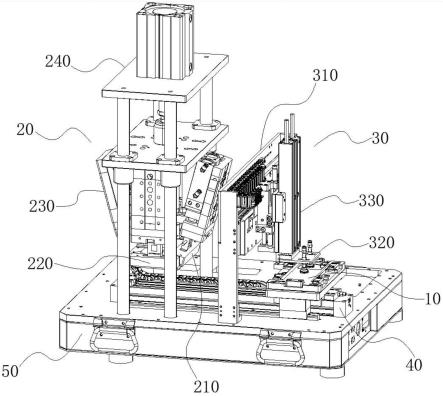
34.图1是示出本实用新型实施例的一种手机后盖自动压合及提取装置的结构示意图;
35.图2是示出本实用新型实施例中压合单元的相关结构示意图;
36.图3是示出本实用新型实施例中提取单元的相关结构示意图;
37.图4是示出本实用新型实施例中座体及水平位移总成的相关结构示意图;
38.图5是本实用新型实施例中竖直位移总成的相关结构示意图;
39.图中,各附图标记为:
40.10-托具,20-压合单元,30-提取单元,40-水平位移总成,50-座体,110-仿形容纳槽,210-长压体,211-弧形压槽,220-宽压体,221-压嘴,230-压合气缸,240-竖直位移总成,241-竖直平台,242-导向杆,243-上下移动端,244-竖直位移气缸,250-压力传感器,310-纵向位移机构,320-吸具,321-安装座,322-气动吸嘴,330-升降组件,410-水平电动滑台,420-导轨,510-下料窗口。
具体实施方式
41.为了更清楚地说明本实用新型,下面结合优选实施例对本实用新型做进一步的说明。本领域技术人员应当理解,下面所具体描述的内容是说明性的而非限制性的,不应以此限制本实用新型的保护范围。
42.参照图1,为本实用新型公开的一种手机后盖自动压合及提取装置,包括:托具10,其作为放置半成品手机的载体,其在一水平位移总成40的带动下可进行往复运动,以及并排设置的压合单元20和提取单元30,在托具10进行往复运动的过程中,托具10可从压合单
元20、提取单元30的下方经过。
43.其中:压合单元20包括能够组合围成矩形的一对长压体210和一对宽压体220,每个长压体210和每个宽压体220均各自连接于一压合气缸230的输出端上,四个压合气缸230的主体部分一同固设在一竖直位移总成240的上下移动端上。
44.提取单元30包括纵向位移机构310和吸具320,吸具320通过升降组件330固设于纵向位移机构310的纵向移动端上。
45.值得注意的是,在托具10进行往复运动的过程中,托具10可从由一对长压体210和一对宽压体220组合围成的矩形压合空间的正下方经过,以及可从纵向位移机构310的下方经过。
46.手机后盖自动压合及提取装置在使用时:首先将后盖还未压合的手机背面朝上的倒扣在托具10上,通过水平位移总成40控制托具10朝向压合单元20方向运动,直至托具10行进至由一对长压体210和一对宽压体220组合围成的矩形压合空间的正下方,托具10行进停止,竖直位移总成240带动长压体210和宽压体220悬停于托具10上半成品手机的上方,由压合气缸230分别控制长压体210、宽压体220对后盖的长边、宽边进行压合;待压合结束后,竖直位移总成240带动长压体210和宽压体220逐步远离托具10,再次通过水平位移总成40控制托具10朝向提取单元30方向运动,直至托具10行进至提取单元30的下方,托具10行进停止,由纵向位移机构310控制吸具320移动以对托具10内完成压合的手机成品进行吸取并投放至外界的下料工位。由一对长压体和一对宽压体构成的矩形压合空间对后盖进行压合,两个长压体主要对后盖的长边进行压合,两个宽压体主要对后盖的宽边进行压合,压合效果更好,针对性更强,提高了整体的压合效率,而且完成压合的手机成品又能被自动的取放到外界的下料工位,节省人力,具有较强的实用性。
47.参阅图4,为了使手机后盖自动压合及提取装置具备一定的实物形态,以方便人们长期使用,还可加装一座体50,将水平位移总成40、压合单元20、提取单元30均安装于座体50的上表面,并且座体50上还开设有靠近提取单元30的下料窗口510,此下料窗口能配合下料输送线,吸具将成品手机吸至下料窗口的上方,然后将成品手机经下料窗口送至下料输送线上,进一步提高了成品手机的下料效果。
48.在一种实施方式中,参阅图2,每个长压体210与各自对应的压合气缸230的输出端之间、每个宽压体220与各自对应的压合气缸230的输出端之间均设置有压力传感器250。如此,在利用长压体、宽压体分别对手机后盖的长边、宽边进行压合的过程中,压力传感器会精确控制长压体、宽压体对后盖产生的压力值,以防止对后盖造成过度压损。
49.在一种实施方式中,结合图2所示,主要是针对于水平的手机后盖,在宽压体220的底端两侧分别向下凸出延伸形成压嘴221,并且每个宽压体220在各自对应的压合气缸230的控制下进行垂直上下运动。如此,由宽压体上的两个压嘴对后盖的宽边进行压合,提高了对后盖边侧压合时的紧密性。
50.在一种实施方式中,主要是针对水平的手机后盖,长压体的底端具有水平的压合面,并且每个长压体在各自对应的压合气缸的控制下进行垂直上下运动。如此,由长压体底端水平的压合面对后盖的长边进行压合,提高了对后盖边侧压合时的紧密性。
51.在另一种实施方式中,结合图2所示,主要是针对弧形的手机后盖,若长压体只对后盖的长边进行竖直方向的挤压,那么两侧曲面的部分在挤压的过程中并不能得到充分的
挤压,进而导致手机后盖压合紧密度不够,故本实施例为了适用于弧形后盖,在长压体210的底端内侧沿其长度方向形成有内凹的弧形压槽211,并且每个长压体210在对应的压合气缸230的控制下作斜向下的运动。如此,利用弧形压槽斜向下对弧形后盖的两侧曲面进行压合,以提高对弧形后盖压合时的紧密性。
52.在其它的一些实施方式中,结合图4所示,水平位移总成40包括水平电动滑台410,水平电动滑台410上具有一可运动的滑块,滑块连接于托具10的底端;还包括分别布置在水平电动滑台410两侧的导轨420,托具10以可滑动的方式安装在导轨420上。如此,可确保托具能够进行平稳的水平运动,以便使托具能准确的停止在由一对长压体和一对宽压体构成的矩形压合空间的正下方,从而保证压合效果。
53.在其它的一些实施方式中,结合图4所示,托具10的表面具有匹配于半成品手机形状的仿形容纳槽110。如此,使半成品手机能完美的卡合在仿形容纳槽内,从而避免在压合过程中发生半成品手机滑移甚至错位的意外状况。
54.在其它的一些实施方式中,参阅图5,竖直位移总成240包括竖直平台241、若干导向杆242、竖直位移气缸244、上下移动端243,竖直平台241固设于若干导向杆242的上端,上下移动端243可活动的套设于若干导向杆242上,竖直位移气缸244的主体部分固设于竖直平台241上,其输出端连接于上下移动端243。如此,提高了长压体、宽压体整体上下运动的效率。
55.在其它的一些实施方式中,结合图3所示,吸具320包括固设在升降组件330输出端的安装座321,以及竖向设于安装座321上的若干气动吸嘴322。吸具的结构简单、成本低廉,而且由气动吸嘴对托具上的成品手机进行自动提取,可避免对成品手机的表面造成磨损而影响到后盖的外观。
56.显然,本实用新型的上述实施例仅仅是为清楚地说明本实用新型所作的举例,而并非是对本实用新型的实施方式的限定,对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动,这里无法对所有的实施方式予以穷举,凡是属于本实用新型的技术方案所引伸出的显而易见的变化或变动仍处于本实用新型的保护范围之列。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1