一种适用于大型模锻压机的组合下横梁的制作方法
1.本实用新型涉及冶金设备领域,具体涉及一种适用于大型模锻压机的组合下横梁。
背景技术:
2.近些年随着航空航天工业的快速发展,大型整体模锻件一体化成形的需求越来越多,我国大型模锻压机的建设快速增加。在预应力框架结构大型模锻压机(≥300mn)的设计过程中,由于下横梁的制造超过了国内外目前制造能力的极限,无法设计成一个零部件。目前国内的铸锻件极限制造能力单件不超过500吨,而预应力框架结构大型模锻压机的下横梁重量在1700吨左右,无法满足国内预应力框架结构大型模锻压机(≥300mn)的设计需求,因此需要采用多件组合设计的方法进行设计,来满足适应国内预应力框架结构大型模锻压机(≥300mn)的需求。
技术实现要素:
3.本实用新型克服了现有技术的不足,提供了一种适用于大型模锻压机的组合下横梁,尤其是采用几个零部件预应力组合的方法组成一个大的下横梁,满足大型模锻压机下横梁强度和刚度的设计要求。
4.本实用新型所解决的技术问题可以采用以下技术方案来实现:
5.一种适用于大型模锻压机的组合下横梁,包括两个第一铸件、多个第二铸件和若干根预紧拉杆组件,所述多个第二铸件依次并列排布位于内部,两个第一铸件对称分布第二铸件两侧,相邻第一铸件和/或第二铸件之间通过若干根预紧拉杆组件连接,所述每个第一铸件和每个第二铸件的重量均分别≤450吨的大型铸件,所述第二铸件体积大于第一铸件体积。
6.进一步地,所述的相邻的第一铸件和/或第二铸件之间还采用卡键连接。
7.进一步地,所述的卡键包括第一卡键和第二卡键,所述第一铸件和第二铸件之间采用第一卡键连接,相邻的两个第二铸件之间采用第二卡键连接。
8.进一步地,所述的第一铸件和第二铸件均为整体铸造的条状多面体,多面体至少包括平行且相对的两个面,分别是第一平面和第二平面,相邻第一铸件和/或第二铸件以相邻的第一平面或第二平面相互紧贴。
9.进一步地,所述的多个第二铸件为2个,且2个第一铸件为两个结构对称的外梁,2个第二铸件为两个结构对称的内梁。
10.进一步地,所述的外梁为第一外梁和第二外梁,内梁为第一内梁和第二内梁,两个外梁和两个内梁按照第一外梁、第一内梁、第二内梁和第二外梁的顺序依次排列。
11.进一步地,所述的相邻的两个内梁在相拼接处开设有供下部顶出装置穿出的中央顶出孔。
12.进一步地,所述的预紧拉杆组件包括第一预紧拉杆组件和第二预紧拉杆组件,每
根第一预紧拉杆组件和第二预紧拉杆组件均垂直于任一第一铸件和第二铸件的第一平面或第二平面,并贯穿每个第一铸件和第二铸件,所述第二预紧拉杆组件的预紧力大于第一预紧拉杆组件的预紧力。
13.进一步地,所有铸件的底部端面均设置有一定宽度的凸起的等强度梁,所有的等强度梁在拼接后形成等强度梁带,该等强度梁带用于与顶出装置相接触,所有的第二预紧拉杆组件等间距排列分布在等强度梁带内,且每个第二预紧拉杆组件贯穿拉紧所有铸件,使任意相邻铸件紧贴。
14.本实用新型的有益效果是:
15.与现有技术相比,本实用新型具有以下有点:
16.采用不同体积的共四个大型铸件预应力组合的设计方法,使得每个零部件重量都在国内外加工极限的范围以内,解决了大型模锻压机下横梁无法制造的技术难题;
17.四个部件之间采用卡键连接的方式传递受力,使得四个大型铸件在受力的时候变形协调,按照大型模锻压机工作台的排布,设计中间两个部件体积更大一些,以利于工作台的受力;
18.四个大型铸件采用多个预应力拉杆横向连接,使得四个大型铸件组成一个整体的大型模锻压机下横梁,共同承受模锻压力;
19.中间两个部件中心处设计安装有下部顶出装置,满足大型模锻压机下部顶出的要求,同时中间两个部件与下部顶出装置的连接处进行了局部加强设计,进一步的增加了整个下横梁的强度和刚度。
附图说明
20.下面结合附图和实施例对本实用新型进一步说明。
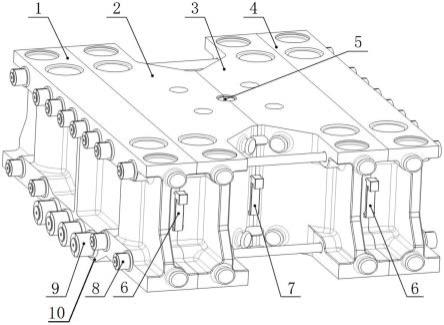
21.图1是本实用新型的大型模锻压机的下横梁结构示意图。
22.图中:1-第一外梁,2-第一内梁,3-第二内梁,4-第二外梁,5-中央顶出孔,6-第一卡键,7-第二卡键,8-第一预紧拉杆组件,9-第二预紧拉杆组件,10-等强度梁带。
具体实施方式
23.下面,将通过几个具体的实施例对本实用新型实施例提供的一种适用于大型模锻压机的组合下横梁技术方案进行详细介绍说明。
24.一种适用于大型模锻压机的组合下横梁,包括两个第一铸件、多个第二铸件和若干根预紧拉杆组件,所述多个第二铸件依次并列排布位于内部,两个第一铸件对称分布排列在多个第二铸件组成结构的两端外侧,相邻第一铸件和/或第二铸件之间通过若干根预紧拉杆组件连接,所述每个第一铸件和每个第二铸件的重量均分别≤450吨的,所述第二铸件体积大于第一铸件体积。
25.如图1所示,该下横梁采用两个第一铸件和多个第二铸件并列依次排布,按照大型模锻压机工作台的排布,制造时中间部件体积更大一些,以利于工作台的受力,每个第一铸件和每个第二铸件的重量均分别≤450吨的大型铸件,每个大型铸件的重量不超过国内外大型铸件加工的极限。本实用新型中第二铸件体积大于第一铸件体积,因此第二铸件位于中间依次分布排列,第一铸件均匀分布在第二铸件所排列组成结构的两端,为了确保所有
铸件的变形协调,要求相邻的第一铸件和/或第二铸件之间必须相互连接,连接时采用若干根预紧拉杆组件横向连接,使得两个第一铸件和m个第二铸件组成一个整体的大型模锻压机下横梁,从而共同承受模锻压力;为了使受力(施加的预应力)均匀,所述的根预紧拉杆组件则均匀的排布设置,最终形成如图1所示的大型模锻压机的下横梁。
26.参照图1,所述的相邻的第一铸件和/或第二铸件之间还采用卡键连接,且传递受力,从而使得两个第一铸件和多个第二铸件中的每个部件在受力变形过程中受力一致进而变形协调,所有的第一铸件和第二铸件共同承受大型模锻压机的锻造压力。
27.所述的卡键包括第一卡键6和第二卡键7,所述第一铸件和第二铸件之间采用第一卡键6连接,相邻的两个第二卡键7之间采用第二卡键7连接;其中第一卡键6与第二卡键7的结构不同,第一卡键安装于第一铸件与第二铸件之间,第二卡键位于相邻第二铸件之间。因为第一铸件与第二铸件结构不同,因此两个卡键结构也不相同,使得四个大型铸件在受力的时候变形协调。
28.所述的第一铸件和第二铸件均为整体铸造的条状多面体,多面体至少包括平行且相对的两个面,分别是第一平面和第二平面,相邻第一铸件和/或第二铸件以相邻的第一平面或第二平面相互紧贴,以图1所示的方向为例,以预紧拉杆组件所在的面为第一平面,那么相对的面为第二平面,第一个第一铸件的第二平面与第二个第二铸件的第一平面紧贴,第二个第二铸件的第二平面与第三个第二铸件的第一平面紧贴,以此类推,是所有的第一铸件和第二铸件紧贴,可以确保下横梁的结构紧凑同时便于施加预应力,最后通过预紧拉杆组件进行施加预紧力进行拉紧,从而增强整体下横梁的强度和刚度。
29.所述的两个第一铸件和多个第二铸件均各为2个,且2个第一铸件为两个结构对称的外梁,2个第二铸件为两个结构对称的内梁,每个内梁和每个外梁的重量≤450吨,即四个大型铸件的重量均不超过国内外大型铸件加工的极限。本实用新型中第二铸件的重量≤430吨,第一铸件的重量≤320吨,采用该重量的第一铸件和第二铸件满足了大型模锻压机的模锻压力需求。
30.所述的外梁为第一外梁1和第二外梁4,内梁为第一内梁2和第二内梁3,两个外梁和两个内梁按照第一外梁1、第一内梁2、第二内梁3和第二外梁4的顺序依次排列。也就是说两个结构对称的第一内梁2和第二内梁3位于内部,第一外梁1和第二外梁4位于外侧,其中从图1中可以看出第一内梁2和第二内梁3的上设置有凹槽,及通孔,整体端部设置有缺口,这些结构都是为了减轻自身的重量而设置的,同理第一外梁1和第二外梁4上的凹槽,及通孔也是相同的作用;本实用新型采用预应力组合整体的下横梁按照等强度梁的方法设计,从而减少下横梁的整体重量;
31.所述的相邻的两个内梁在相拼接处开设有供下部顶出装置穿出的中央顶出孔5;所述的中央顶出孔5位于两个内梁在相拼接处的中心处,该中央顶出孔用于顶出装置穿接,满足大型模锻压机下部顶出的要求。
32.所述的预紧拉杆组件包括第一预紧拉杆组件8和第二预紧拉杆组件9,每根第一预紧拉杆组件8和第二预紧拉杆组件9均垂直于任一第一铸件和第二铸件的第一平面或第二平面,并贯穿每个第一铸件和第二铸件,所述第二预紧拉杆组件9的预紧力大于第一预紧拉杆组件8的预紧力,第一预紧拉杆组件8和/或第二预紧拉杆组件9均匀分布在铸件的上沿和下沿的长度方向端面上,采用多个可以有效的增加整体下横梁的强度和刚度;第一预紧拉
杆组件8和第二预紧拉杆组件9均包含预紧拉杆和预紧螺母,所述每根第一预紧拉杆组件8和第二预紧拉杆组件9的预紧拉杆穿出第一铸件或第二铸件的部分旋拧有预紧螺母,通过预紧螺母固定拉紧第一铸件和/或第二铸件。
33.所有铸件的底部端面均设置有一定宽度的凸起的等强度梁,所有的等强度梁在拼接后形成等强度梁带10,该等强度梁带10用于与顶出装置相接触,所有的第二预紧拉杆组件9等间距排列分布在等强度梁带10内,且每个第二预紧拉杆组件9贯穿拉紧所有铸件,使任意相邻铸件紧贴。具体地,所述的两个第一铸件和多个第二铸件的底部端面均设置有一定宽度的凸起的等强度梁,两个第一铸件和多个第二铸件的底部端面的等强度梁形成等强度梁带,该等强度梁带用于与顶出装置相接触。
34.也就是说采用两个第一铸件和多个第二铸件并列排布制造的下横梁包括顶部的水平承载面,该水平承载面用于承载大型模锻压机的模锻压力,及底部用于安装顶出装置的安装面,该面用于与顶出装置接触,同时承载反向力,所述水平承载面上受力的轴向方向,且与该轴向方向相对的安装面上设置有一定宽度的凸起的等强度梁,该凸起的宽度小于第一铸件和第二铸件长度方向的长度,该等强度梁用于增加整体该处位置的承载力,该等强度梁由每个第一铸件和每个第二铸件位于该位置凸起的等强度梁构成,从而进一步的增加了整体下横梁的强度和刚度;该等强度梁的位置与顶出装置接触,进行局部加强设计增加整体强度。
35.要说明的是本实用新型中所说的顶出装置为本领域现有装置,因此该装置不属于本实用新型的保护范畴。
36.所述每个第一铸件和每个第二铸件位于该位置凸起的等强度梁之间采用第二预紧拉杆组件9进行贯穿拉紧,使第一铸件和/或第二铸件之间紧贴,突出的等强度梁预留空间大满足使用预紧力大的第二预紧拉杆组件9,同时采用不用规格预紧力的预紧拉杆使整个下横梁的强度和刚度增强。
37.由图1可以看出本实用新型的下横梁整体上沿均采用多个第一预紧拉杆组件8进行施加预紧力进行拉紧,下沿采用中部等强度梁位置采用第二预紧拉杆组件9进行施加预紧力进行拉紧,两端位置采用第一预紧拉杆组件8进行施加预紧力进行拉紧,从而保证了整体的下横梁的强度和刚度。
38.本实用新型的制造方法如下:
39.本实用新型采用第一外梁1、第一内梁2、第二内梁3和第二外梁4的顺序依次排列并在一起组成大型模锻压机的组合下横梁,第一预紧拉杆组件8和第二预紧拉杆组件9贯穿组合下横梁并分别施加预紧力使第一外梁1、第一内梁2、第二内梁3和第二外梁4紧紧贴合在一起成为一个组合整体下横梁。
40.其中每个预紧拉杆上施加计算好的预应力而使四个部件组成一个有机的整体,共同承受大型模锻压机的模锻压力。
41.需要说明的是预紧拉杆预应力目的是保证下横梁在工作过程中的整体刚性,直白点说就是保证下横梁承受工作载荷时,相邻铸件之间保持贴紧不开缝。
42.那么预应力的计算方法是采用有限元模拟,建立下横梁的力学模型,分析下横梁在承受工作载荷时相邻铸件之间的位移情况,确保下横梁在承受工作载荷时相邻铸件无相对移动,进一步保证下横梁的整体刚性。此有限元模拟方法为现有的通用技术,不在本专利
保护范围内。
43.第一外梁1和第一内梁2之间装有第一卡键6,第一内梁2和第二内梁3之间装有第二卡键7,第二内梁3和第二外梁4之间装有第一卡键6,使得四个梁在受力变形过程中受力一致进而变形协调。所组合下横梁中间,即第一内梁2和第二内梁3中心处,设计有中央顶出孔5,以便安装下部顶出装置。采用第一外梁1、第一内梁2、第二内梁3和第二外梁4组合在一起,经由预紧拉杆预紧形成一个整体的下横梁。
44.上面结合附图对本实用新型的实施方式作了详细的说明,但本实用新型并不限于上述实施方式,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下作出各种变化,其都在该技术的保护范围内。
45.需要说明,本实用新型实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
46.各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1