一种锚钉凹槽成型组件及其成型方法与流程
本发明涉及冲压,具体涉及一种锚钉凹槽成型组件及其成型方法。
背景技术:
1、汽车天窗支架用锚钉在制备过程中,需要对其细端顶部进行旋压成型凹槽,以便于方便后期的翻边操作。
2、但是,现有技术难以实现实现锚钉的分头上料、旋压压紧、同轴旋压成型和次品料剔除,锚钉顶部凹槽的自动化生产进程仍需要进一步提升。
3、基于此,本发明设计了一种锚钉凹槽成型组件及其成型方法以解决上述问题。
技术实现思路
1、针对现有技术所存在的上述缺点,本发明提供了一种锚钉凹槽成型组件及其成型方法。
2、为实现以上目的,本发明通过以下技术方案予以实现:
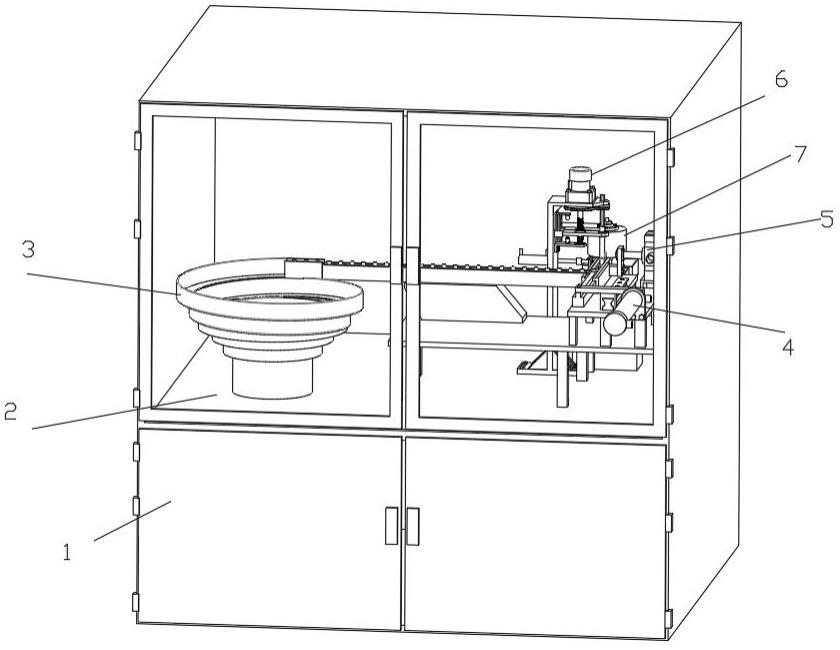
3、一种锚钉凹槽成型组件,包括机箱;
4、机箱的中端处固定连接有支撑板;
5、机箱在支撑板的上下两端处均通过铰链连接有门板;
6、所述支撑板的顶部一端连接有用于对细端朝上的锚钉进行上料的上料组件;
7、所述上料组件连接有用于推料的推料组件;且推料组件位于上料组件的出料端一侧;
8、所述上料组件上安装有用于对锚钉压紧的压紧组件,且推料组件与压紧组件活动连接;
9、所述支撑板上安装有用于凹槽旋压成型的凹槽成型组件;压紧组件和凹槽成型组件分别位于推料组件的两侧;凹槽成型组件的旋压端的中心轴线与压紧组件压紧的锚钉的中心轴线重合;
10、所述凹槽成型组件的后方连接有用于对锚钉成型后的凹槽进行质量检测和将次品料剔除的质检组件;
11、所述支撑板固定连接有弧形导料筒,且弧形导料筒的顶部固定连接有接料斗,接料斗的顶部位于推料组件的出料端正下方。
12、更进一步的,所述上料组件包括振动盘、弧形板、u形通道、直震和第一支撑架;振动盘固定安装在支撑板的顶部一端,振动盘的螺旋形导料部位的内壁上固定连接有用于将粗端朝上的锚钉重新推入至振动盘内的弧形板,第一支撑架固定安装在支撑板的顶部,第一支撑架的顶部固定连接有直震,直震的驱动端固定连接有u形通道,u形通道的进料端与振动盘的出料端贴合接触。
13、更进一步的,所述推料组件包括第二支撑架、第一气缸、第一导轨、第一滑块、第一连接块、侧槽、凸形推板、压板a、第一梯形槽和u形导板;第二支撑架固定安装在第一支撑架的顶部,第二支撑架的顶部由左至右依次固定连接有u形导板、第一导轨和第一气缸;第一气缸的驱动端固定连接有第一连接块,第一连接块的底部固定连接有第一滑块,第一滑块的底部与第一导轨的顶部限位滑动连接,第一连接块远离第一气缸的端部的底部固定连接有凸形推板,凸形推板远离第一气缸的端部开设有第一梯形槽,u形导板靠近u形通道的出料端的端部开设有侧槽;u形导板的左右内壁均固定连接有压板a,且压板a的内壁与锚钉的细端侧壁贴合滑动连接,压板a的底部与锚钉的粗端顶部贴合滑动连接;u形通道的出料端位于侧槽内;弧形导料筒位于u形导板后端的下方;u形通道的前后侧壁与侧槽的前后内壁贴合滑动连接,且u形通道的内底部与u形导板的内底部齐平。
14、更进一步的,所述压紧组件包括第三支撑架、第二气缸、压板b、滑动槽、第二梯形槽、侧限位块和斜导槽;第三支撑架固定安装在第一支撑架的顶部后端,且第三支撑架位于第一气缸的后端,第三支撑架的顶部固定连接有第二气缸,第二气缸的驱动端固定连接有压板b,压板b的左端开设有与锚钉侧壁接触的第二梯形槽,压板b的顶部前后端固定连接有侧限位块,侧限位块的左端内壁开设有斜导槽,u形导板远离直震的侧壁开设有滑动槽,且压板b与滑动槽贴合滑动连接;侧限位块的底部与压板a的顶部贴合滑动连接。
15、更进一步的,所述凹槽成型组件包括转动组件和移动组件;移动组件与支撑板连接,转动组件与移动组件连接。
16、更进一步的,所述移动组件包括第四支撑架、电机、上安装板、上位置感应器、螺纹杆、活动板、第二导轨、第二滑块、下位置感应器和横支撑板;第四支撑架固定安装在支撑板顶部,第四支撑架的顶部固定连接有电机,电机的输出端固定连接有螺纹杆,活动板通过螺纹套与螺纹杆螺纹连接,活动板靠近第四支撑架的端部固定连接有第二滑块,第二滑块与第二导轨限位滑动连接,第二导轨固定安装在第四支撑架的直立部位侧壁,第四支撑架在第二导轨的上下端分别固定连接有上安装板和横支撑板;上安装板的底部固定连接有上位置感应器,横支撑板的顶部固定连接有下位置感应器;横支撑板通过轴承与螺纹杆的底部转动连接。
17、更进一步的,所述转动组件包括大齿圈、小齿圈、多边形杆和旋压成型杆;螺纹杆的上端固定连接有大齿圈,大齿圈啮合连接有小齿圈,小齿圈通过开设的多边形孔与多边形杆贴合滑动连接,多边形杆的底部固定连接有旋压成型杆,且活动板远离第四支撑架的端部通过轴承与旋压成型杆转动连接;第四支撑架的顶部横向部位的底部通过轴承与小齿圈转动连接,且多边形杆的顶部在第四支撑架顶部横向部位开设的直孔内转动。
18、更进一步的,所述质检组件包括检测组件和次品料剔除组件,检测组件与凹槽成型组件连接,次品料剔除组件与推料组件连接。
19、更进一步的,检测组件包括固定安转板、保护罩、横孔、ccd相机和补光灯;固定安转板固定安装在第四支撑架的侧壁,固定安转板的顶部固定连接有保护罩,保护罩的顶部固定连接有ccd相机,ccd相机的底部固定连接有补光灯,保护罩的前后端均开设有横孔,锚钉的细端侧壁与横孔内壁贴合滑动连接;次品料剔除组件包括废料箱、第三气缸、闸板、导料筒和限位通槽;u形导板的底部开设有限位通槽,且限位通槽位于保护罩正下方,限位通槽内贴合滑动连接有闸板,固定安转板侧壁固定连接有第三气缸,第三气缸的驱动端与闸板固定连接,u形导板在限位通槽的下方处固定连接有导料筒,支撑板的顶部摆放有废料箱,且废料箱位于导料筒的正下方。
20、一种锚钉凹槽成型组件的成型方法,包括以下步骤:
21、步骤:将锚钉导入至上料组件的振动盘内,振动盘驱动锚钉移动,锚钉在振动盘的螺旋形导料部位移动,若锚钉粗端朝上,则锚钉的粗端触碰到弧形板被重新推入至振动盘内,若锚钉细端朝上,则锚钉与弧形板不接触,锚钉继续沿着振动盘的螺旋形导料部位移动,进入u形通道内,直震带动u形通道震动,将细端朝上的锚钉送入推料组件内;实现了锚钉的分头上料;
22、步骤:u形通道内的锚钉通过推料组件的侧槽进入u形导板内,第一气缸推动第一连接块移动,在第一导轨和第一滑块的作用下,第一连接块进行水平移动,第一连接块带动凸形推板移动,凸形推板的第一梯形槽与锚钉的侧壁接触后,凸形推板推动锚钉移动至压紧组件处,同时该锚钉推动上一个凹槽成型后的锚钉向后移动,实现了锚钉的稳定移动;
23、步骤:压紧组件的第二气缸带动压板b在滑动槽内移动,压板b带动侧限位块移动,侧限位块带动斜导槽移动,在斜导槽的作用下,两组侧限位块对锚钉的前后位置进行限定,接着压板b带动第二梯形槽与锚钉外壁接触,压板b和u形导板配合对锚钉固定,实现锚钉定位固定,保证凹槽成型组件的旋压端的中心轴线与压紧组件压紧的锚钉的中心轴线重合,利于凹槽成型组件进行定点旋压,提高了加工精度;
24、步骤:凹槽成型组件的电机带动螺纹杆转动,在第二导轨和第二滑块的作用下,活动板进行竖向移动,活动板带动旋压成型杆向下移动,同时螺纹杆带动大齿圈转动,大齿圈带动小齿圈转动,小齿圈带动多边形杆转动,多边形杆带动旋压成型杆转动,实现旋压成型杆边竖向移动边转动,旋压成型杆底部与锚钉细端顶部接触后对锚钉细端顶部进行旋压,在锚钉顶部成型凹槽;压紧组件和凹槽成型组件配合实现了锚钉凹槽的同轴旋压成型;
25、步骤:顶部凹槽成型的锚钉通过质检组件的检测组件的前端的横孔后移动至保护罩内,保护罩对ccd相机和补光灯进行防尘保护,ccd相机和补光灯配合对锚钉顶部的凹槽质量进行检测,当判断为次品料时,次品料剔除组件的第三气缸带动闸板沿着限位通槽移动,将限位通槽打开,次品料从限位通槽落入导料筒内,再落至废料箱内收集;实现了次品料的剔除;当判断为合格品时,第三气缸不启动,合格品沿着u形导板向后移动至接料斗内,从弧形导料筒排出;实现了次品料剔除。
26、有益效果
27、本发明工作时,将锚钉倒入上料组件内,上料组件驱动锚钉移动,并将粗端朝上的锚钉重新推入至上料组件内,上料组件将细端朝上的锚钉驱动至推料组件内,推料组件将锚钉推动至压紧组件处,压紧组件对锚钉进行侧压,推料组件和压紧组件配合对锚钉进行固定,凹槽成型组件对固定的锚钉的顶部进行旋压,使得锚钉顶部形成凹槽,压紧组件对旋压后的锚钉松开,之后上料组件再推动下一个锚钉进入推料组件内,推料组件推动下一个锚钉移动至压紧组件处,下一个锚钉推动凹槽成型后的锚钉移动至质检组件内,质检组件对锚钉顶部的凹槽进行质量检测,次品料从质检组件排出,合格品继续沿着推料组件移动至接料斗上方,落入接料斗内并从弧形导料筒排出;实现了锚钉的分头上料、旋压压紧、同轴旋压成型和次品料剔除,有利于锚钉顶部凹槽的自动化生产。
- 还没有人留言评论。精彩留言会获得点赞!