一种全自动双端开槽铣边机及其加工方法与流程
本发明涉及板材及复合板材精加工设备,,尤其是一种全自动双端开槽铣边机及其加工方法。
背景技术:
1、板材是做成标准大小的扁平矩形建筑材料板,应用于建筑行业,用来作墙壁、天花板或地板的构件,也多指与多种材料复合而成的复合板材。划分为薄板、中板、厚板、特厚板,通常做成标准大小的扁平矩形建筑材料板。目前,针对板材进行双边开槽铣边,多采用人工手持开槽设备对板材进行开槽,每次只能开一个槽,操作繁琐,工效低。
2、为了提高工作效率,目前出现了不少自动化开槽设备,开槽机是家具加工行业内被广泛使用的一种机器,其能够对木质材料进行开槽加工,满足不同的家具样式和安装要求。诸如中国专利文献授权申请号cn202020115417.3公开了了一种板材开槽设备,输送部,所述输送部包括多个排列设置的滚筒,任一所述滚筒均可以绕着自身轴线旋转设置,多个所述滚筒限定出传送面,以传送板材;开槽部,所述开槽部包括开槽刀,所述开槽刀位于所述传送面的上方,以在所述板材传送至所述开槽刀的下方时对所述板材开设槽口。达到简化了板材翻折的操作流程,控制了槽口开设深度和均匀度,提高了板材的加工效率。
3、但上述设备中并未公开有关于对板材定位的相关结构,由于板材在进入以及传输过程中会容易发生偏移,若没有设定相关的定位结构则容易导致开槽不准确而导致次品的发生,影响产品质量,增强生产的负担。基于此,有必要提供一种全自动双端开槽铣边机及其加工方法,令板材能输送至开槽设备的内部并进行定位后才进行加工,以提高产品质量。
技术实现思路
1、本发明克服了现有技术中的缺点,提供一种全自动双端开槽铣边机及其加工方法,通过后推组件、前挡限位组件以及左、右两侧的侧方夹紧组件共同对板材进行夹紧定位,令板材处于开槽设备的中部加工位置后才进行加工,能令板材处于稳定状态下才加工,减少加工误差,稳定性好,有利于提高产品质量。
2、为了解决上述技术问题,本发明是通过以下技术方案实现的:
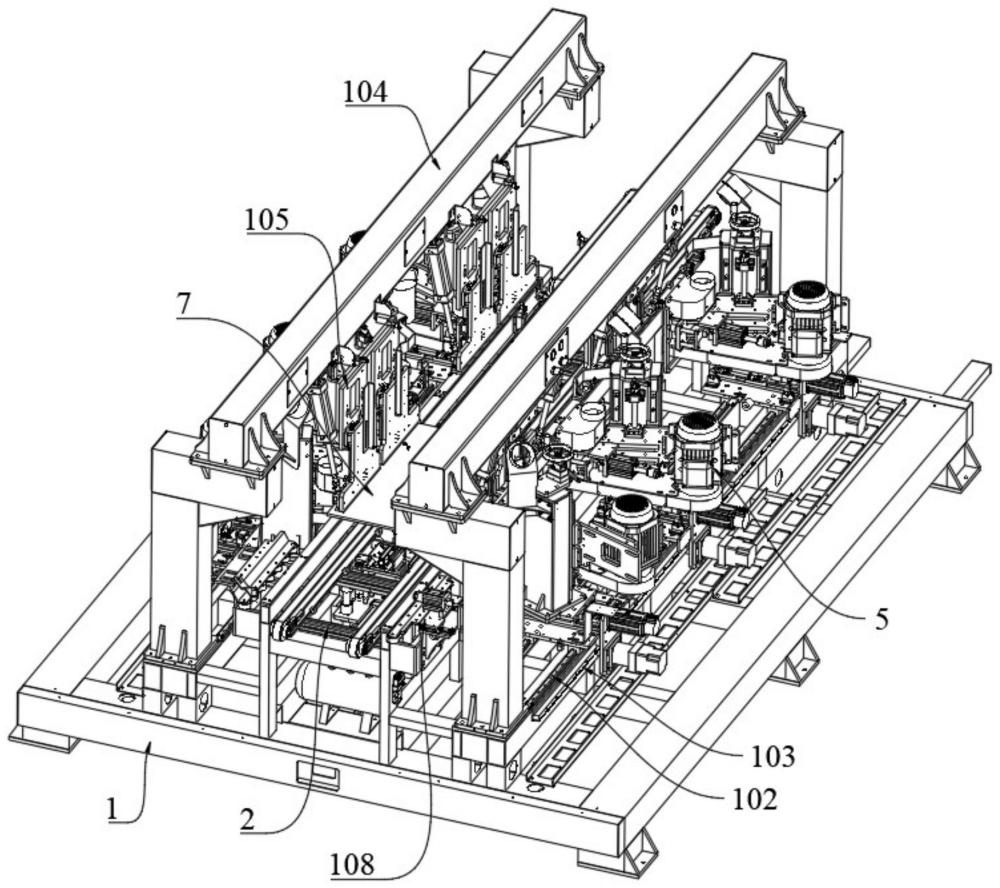
3、一种全自动双端开槽铣边机,包括机架,所述机架上沿板材的输送方向设置有不低于一个加工输送组件,加工输送组件衔接有出料输送组件;
4、加工输送组件的前方设置有前挡限位组件,加工输送组件上设置有不低于一个后推组件;加工输送组件可升降设置在机架上,后推组件可升降设置加工输送组件上;后推组件对板材的作用力与板材的输送方向相同;
5、加工输送组件的左、右两侧均分别设置有开槽装置,开槽装置上设置有侧方压紧组件。
6、更进一步地,所述加工输送组件包括输送架,输送架的左、右两侧均设置有第一主动皮带轮以及第一从动皮带轮,第一主动皮带轮与第一从动皮带轮通过输送带连接;还包括同步辊,同步辊的一端与一侧的第一主动皮带轮连接,同步辊的另一端与另一侧的第一主动皮带轮连接;同步辊上设置有第二从动皮带轮,第二从动皮带轮与同步带连接,同步带与第二主动皮带轮连接;第二主动皮带轮与蜗轮蜗杆减速机的输出端连接,蜗轮蜗杆减速机的输入端与输送电机连接。
7、更进一步地,所述机架包括位于加工输送组件两侧的承载台;所述加工输送组件还包括底板、面板、第一气缸,输送架位于面板上;面板的下方设置有第一支撑件,底板上设置有第一导轨,第一支撑件滑动连接在第一导轨上,第一支撑件与第一气缸连接;第一支撑件上设置有升降滑动轴;面板的下方两侧设置有升降导向板,升降导向板上设置有导向孔,升降滑动轴的两端连接有深沟球轴承,深沟球轴承滚动位于导向孔中。
8、更进一步地,所述导向孔包括连通设置的第一平直段、倾斜段以及第二平直段;第一平直段位于最下方,第二平直段位于最上方;倾斜段的一端与第一平直段平滑相接,倾斜段的另一端与第二平直段平滑相接。
9、更进一步地,当所述后推组件的数量是两个以上,不同的后推组件是前后等距设置在加工输送组件的中部位置;后推组件包括安装板,安装板上设置有第一气缸,第一气缸的活塞杆上连接有固定件,固定件上设置有缓冲胶;加工输送组件上设置有第二油缸,第二油缸的活塞杆与安装板连接。
10、更进一步地,所述开槽装置还包括立座、升降基座、安装底座,立座设置有第二导轨,升降基座滑动连接在第二导轨上;立座上设置有第一丝杆,升降基座设置有第一丝杆螺母,第一丝杆螺母与第一丝杆匹配连接,第一丝杆的顶部连接有转盘;安装底座上设置有第三导轨,立座滑动连接在第三导轨上;安装底座上设置有第二丝杆、第一电机,第二丝杆的端部与第一电机连接,立座设置有第二丝杆螺母,第二丝杆螺母与第二丝杆匹配连接的;升降基座上设置有开槽电机,开槽电机连接有开槽切割刀。
11、更进一步地,所述侧方压紧组件设置在升降基座上,所述侧方压紧组件包括第二气缸,第二气缸的活塞杆与固定板连接;固定板与导杆的一端连接,导杆的另一端与侧压板连接;侧压板上设置有第一垫块;所述升降基座设置有第一直线轴承,导杆滑动套接在第一直线轴承;所述机架上沿板材的输送方向设置有第四导轨以及齿条,安装底座的底部设置有滑块以及第二电机,滑块滑动连接在第四导轨上,第二电机连接有齿轮,齿轮与齿条啮合连接。
12、更进一步地,所述前挡限位组件包括第五导轨、第三气缸,第五导轨上滑动连接有前挡滑动固定块,所述前挡滑动固定块上设置有前挡块;前挡滑动固定块与第三气缸的活塞杆铰接,第三气缸的底座与机架铰接;从侧视方向看,第五导轨以及第三气缸的上端是往板材的进入方向倾斜。
13、更进一步地,所述机架包括龙门架,龙门架设置有下压装置,下压装置包括导板、第四气缸,导板纵向滑动连接有下压板,下压板的下方设置有第二垫块;第四气缸的底座与龙门架铰接,第四气缸的活塞杆与下压板铰接;第二垫块位置与承载台对应。
14、更进一步地,所述机架外设置有外箱,外箱的一侧设置有入料口,外箱的另一侧设置有出料口;入料口与加工输送组件的入口对应,出料口与出料输送组件的出口对应;机架上靠近入料口的一侧设置有板材引导装置,板材引导装置包括第二支撑件,第二支撑件上滑动设置有导轮架,导轮架上沿板材的输送方向设置有若干导轮;导轮架上设置有第五气缸,第五气缸的活塞杆与第二支撑件连接。
15、本发明还请求保护一种全自动双端开槽铣边机的加工方法,包括以下步骤:
16、a.将板材从外箱的入料口放入至加工输送组件,板材引导装置对板材有引导作用,令板材能摆正放入至加工输送组件中,加工输送组件将板材往前输送,直至板材的前端顶在前挡限位组件上;然后加工输送组件下降至低于机架的承载台,令板材承托在承载台上;
17、b.此时一侧的开槽装置往板材靠近,并通过对应的侧方压紧组件对板材的一侧顶住,接着另一侧的开槽装置也往板材靠近,并通过对应的侧方压紧组件也对板材的另一侧顶住;与此同时,加工输送组件中的后推组件上升,通过第一气缸驱动固定件上的缓冲胶将板材往前推紧,即令板材的前、后、左、右四个方向都定位;
18、c.下压装置中的第四气缸驱动下压板下降,令下压板的第二垫块对板材往下进行压紧铣边;
19、d.开槽电机驱动开槽切割刀运动,对板材进行开槽加工;
20、e.加工完毕后,前挡限位组件下降,两侧的开槽装置往外移开,后推组件的第一气缸回收并下降,然后加工输送组件上升至高于机架的承载台,令板材从承载台转移回至加工输送组件并往前输送,并输送至出料输送组件,最终从外箱的出料口排出。
21、与现有技术相比,本发明的有益效果是:
22、本发明通过后推组件、前挡限位组件以及左、右两侧的侧方夹紧组件共同对板材进行夹紧定位,令板材处于开槽设备的中部加工位置后才进行加工,能令板材处于稳定状态下才加工,达到减少加工误差,提高开槽精度的目的,并且此种加工方式稳定性好,有利于提高产品质量,减少次品的发生。
- 还没有人留言评论。精彩留言会获得点赞!