本发明涉及模具,具体为一种金属钣金模具。
背景技术:
1、金属板材加工就叫钣金加工。钣金件就是薄板五金件,也就是可以通过冲压,弯曲,拉伸等手段来加工的零件,一个大体的定义就是在加工过程中厚度不变的零件。
2、例如,公开号为“cn110560571a”的中国专利公布了“一种钣金模具”,其主要结构包括第一脱板、第一模板和滑动机构,通过设置滑动机构,使取料操作人员不是沿竖直方向取出原料,原料也不会夹在第一脱板和第一模板的间隙中,因为从而解决了全周翻边模零件取料困难和夹伤的问题。
3、上述钣金模具在进行开模操作时,第一脱板向上运动,此时滑块在弹簧的驱动下向靠近第一模板的方向运动,当滑块上的平面壁与第一模板的外侧壁相互脱离,由于滑块上的弧形壁与第一模板的外侧壁之间无法相互锁定,因此滑块会超出间隙,从而在x轴方向上覆盖一部分间隙,以便于取料操作人员取走原料而不会被卡在间隙中,但是,正是由于滑动机构的存在,导致其在对钣金进行安放时,需要手动对滑块第一模板之间进行锁定,手动锁定会严重降低生产过程中的效率,影响产品的生产效率。
技术实现思路
1、针对现有技术的不足,本发明提供了一种金属钣金模具,利用上模块和下模块之间的冲程运动作为动力源,产生可持续输出的气体压力,并利用所产生的气体对冲压后的钣金进行吹气式脱模,从而解决全周翻边模零件取料困难和夹伤的问题,由于其利用气体进行脱模,具备气动面积广的特点,降低单位面积钣金所受到的压强,此外,部分气体又能够对边角料进行清理,提高下模块表面的整洁度,从而提高对气体的有效利用率,解决了上述技术问题。
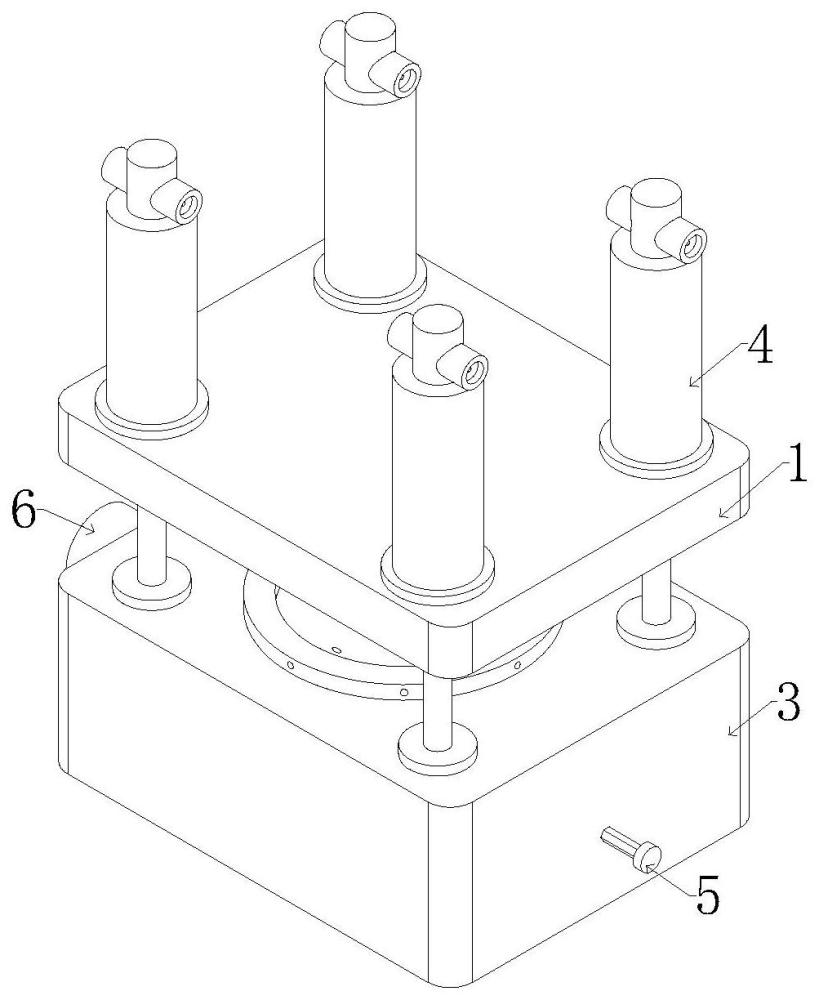
2、为实现上述目的,本发明提供如下技术方案:一种金属钣金模具,包括边角部位设置有上杆孔的上模块,还包括下模机构,其内部设置有位于上模块正下方且能够与上模块配合对钣金进行冲压定型的下模块、设置于下模块内部且用于储存气体的气体储存腔、用于将气体储存腔中的气体向下模块的钣金定型槽a中排放的一号曲形孔和用于将气体储存腔中的气体向下模块的凸起边缘b四周排放的二号曲形孔;四个充气机构,其内部设置有固定安装于上模块底表面且能够实现外界空气单向进入至自身内部的外空心杆、能够在外空心杆内部轴向运动且能够实现气体单向向下排放的活塞体以及安装于活塞体和下模块之间且能够实现气体由上而下流入气体储存腔内部的内空心杆;以及气体开闭机构,其内部设置有位于下模块内部且能够横向运动且能够控制气体向一号曲形孔和二号曲形孔内部排放的阀柱。
3、优选的,所述下模机构包括位于所述上模块正下方的下模块,所述下模块的内部设置有气体储存腔,所述下模块的上端面设置有四个连通其上端面和气体储存腔的一号通气孔,所述下模块的内部设置有连通气体储存腔底端的l形通气孔,所述下模块的内部设置有连通其一个侧面和l形通气孔中纵向气体部位的气体补偿孔,所述下模块在位于所述l形通气孔的端部设置有向上的二号通气孔,所述下模块在位于所述二号通气孔的正上方设置有三号通气孔,所述下模块在位于所述二号通气孔和三号通气孔之间设置有处于水平状态的阀杆安装空腔,所述下模块在位于所述阀杆安装空腔的一端中心设置有连通下模块另一侧面的多边形伸缩孔,所述下模块的内部设置有用于将气体储存腔中的气体向下模块的钣金定型槽a中排放的一号曲形孔,所述下模块的内部设置有用于将气体储存腔中的气体向下模块的凸起边缘b四周排放的二号曲形孔。
4、优选的,所述一号曲形孔的结构半径与所述二号曲形孔的结构半径相同,且均小于所述阀杆安装空腔的结构半径。
5、优选的,所述充气机构包括外空心杆,所述外空心杆的底端面设置有与外空心杆为一体式结构且固定安装于上模块上端面的一号固定板,所述外空心杆的内部设置有纵向部件活动空腔,所述外空心杆在位于所述纵向部件活动空腔的顶端中心设置有结构半径小于纵向部件活动空腔结构半径的气体预留空腔,所述外空心杆的顶部圆周侧面设置有连通气体预留空腔的进气通道,所述进气通道的内部安装有一号气体单向阀,所述外空心杆在位于所述纵向部件活动空腔的内部安放有能够沿纵向部件活动空腔轴向运动的活塞体,所述活塞体的底端中心设置有与活塞体为一体式结构且贯通外空心杆底端结构和上杆孔的内空心杆,所述内空心杆的底端固定安装有二号固定板,所述二号固定板的底端固定安装在所述下模块的上端面,所述活塞体、内空心杆和二号固定板的中心设置有连通活塞体上端面的四号通气孔,且所述四号通气孔的底端与所述一号通气孔的顶端连通,所述活塞体在位于所述一号通气孔的内部固定安装有二号气体单向阀,所述内空心杆在靠近其自身底端的一号通气孔内部固定安装有三号气体单向阀。
6、优选的,所述一号气体单向阀的进气端口朝向外界空间、排气端口朝向气体预留空腔,所述二号气体单向阀和三号气体单向阀的进气端口朝向气体预留空腔、排气端口朝向一号通气孔。
7、优选的,所述气体开闭机构包括位于所述阀杆安装空腔内部且能够沿阀杆安装空腔轴向运动的阀柱,所述阀柱的内部设置有纵向方位的中部通气孔,且所述中部通气孔的轴心线与所述一号曲形孔和所述二号曲形孔的轴心线能够在水平移动的过程中完全重合,所述阀柱在位于所述中部通气孔的两侧分别固定套放有密封圈,所述阀柱在面向所述多边形伸缩孔的端面固定安装有多边形伸缩杆,所述多边形伸缩杆的杆体贯通多边形伸缩孔,所述多边形伸缩杆在位于所述下模块外部的一端固定安装有拉板,所述多边形伸缩杆在位于所述阀杆安装空腔内部的杆体外围套放有处于压缩状态的主螺旋弹簧,当所述阀柱的一端抵触在所述阀杆安装空腔在远离多边形伸缩孔的一端时,所述中部通气孔偏离于所述一号曲形孔和所述二号曲形孔在远离多边形伸缩孔的一侧,当所述阀柱使得主螺旋弹簧被完全压缩时,所述中部通气孔偏离于所述一号曲形孔和所述二号曲形孔在靠近多边形伸缩孔的一侧。
8、优选的,所述多边形伸缩杆横截面的结构外形与所述多边形伸缩孔横截面的结构外形一致、均为多边形结构,且所述多边形伸缩杆横截面的结构尺寸与所述多边形伸缩孔横截面的结构尺寸匹配。
9、优选的,还包括气压控制机构,其内部设置有固定安装于下模块一侧的水平空心外壳、位于水平空心外壳内部且能够沿水平空心外壳轴向移动,并且在移动过程中使得位于气体补偿孔内部的气体能够向外排放的阀板以及安装于阀板一端面且能够对阀板远离气体补偿孔的运动产生弹性阻尼效果的副螺旋弹簧。
10、优选的,所述气压控制机构包括水平空心外壳,所述水平空心外壳的一端设置有与其一体式结构且固定安装在下模块侧面的三号固定板,所述水平空心外壳的内部设置有水平状态的部件活动空腔,所述水平空心外壳的一端面中心设置有连通部件活动空腔一端面和气体补偿孔的五号通气孔,所述水平空心外壳的另一端设置有连通外界空间和部件活动空腔另一端的六号通气孔,所述水平空心外壳在位于所述部件活动空腔的内部安放有能够沿部件活动空腔轴向运动的阀板,所述阀板的板体在偏离阀板轴心线的周围设置有连通其两端面的七号通气孔,所述阀板在面向所述六号通气孔的一端面安放有处于压缩状态的副螺旋弹簧。
11、优选的,所述七号通气孔与所述阀板轴心线之间的距离大于所述五号通气孔的结构半径。
12、与现有技术相比,本发明提供了一种金属钣金模具,具备以下有益效果:
13、该金属钣金模具,
14、1、利用上模块和下模块之间的冲程运动作为动力源,产生可持续输出的气体压力,并利用所产生的气体对冲压后的钣金进行吹气式脱模,从而解决全周翻边模零件取料困难和夹伤的问题,由于其利用气体进行脱模,具备气动面积广的特点,降低单位面积钣金所受到的压强,此外,部分气体又能够对边角料进行清理,提高下模块表面的整洁度,从而提高对气体的有效利用率。
15、2、通过设置下模机构,气体会经过一号曲形孔流向下模块的钣金定型槽a中,对位于下模块的钣金定型槽a中的钣金起到向上的推力,在该推力的作用下,使得被定向后的钣金件能够自动脱离钣金定型槽a,方便工人取料,由于空气具备较广的流动性,因此,由空气产生的推力能够较为均匀的传递到钣金件表面,降低单位面积钣金所受到的压强,进而降低由于推力压强造成的负面影响,同时,部分气体会沿下模块的凸起边缘b向周围进行吹气现象,从而将散落在附近的边角料吹落,以保证下模块上端面的整洁程度。
16、3、通过设置充气机构,活塞体会相对于上模块产生纵向移动,位于外界空气将会被压缩由二号气体单向阀和三号气体单向阀向气体储存腔中排放,从而利用冲压过程中的动能产生压缩气体。