一种副翼离合器制孔装置及方法与流程
本发明属于飞机装配连接,涉及一种副翼离合器制孔装置及方法。
背景技术:
1、飞机操纵系统副翼离合器由左侧方形支架和右侧人字形支架通过连接杆组成,左侧方形支架与机翼后梁立柱有7个φ6h8连接孔,右侧人字支架与机身蒙皮有4个φ6h8连接孔。同时副翼离合器两侧支架存在一定角度。
2、目前在副翼离合器组件生产过程中,左侧方形支架在零件制造时按图纸上要求的尺寸画线钻制支架与机翼后梁立柱连接的7个φ4.5mm初孔,右侧人字支架在零件制造时按图纸上要求的尺寸画线钻制支架与机身蒙皮连接的4个φ4.5mm初孔,方形支架和人字架制造完成后通过中间的连接杆将两侧支架进行连接,同简易工装保证方形支架与人字支架的角度。副翼离合器在机上进行安装时,通过左侧方形支架上已钻制的初孔与机翼后梁立柱上按装配型架钻制的定位孔进行定位,检查副翼离合器右侧人字形支架底面与机身蒙皮的间隙,间隙满足≤0.2mm要求后,按人字支上的4个φ4.5mm初孔钻制人字形支架与机身蒙皮连接的螺栓孔。由于副翼离合器组件上的连接孔在零件状态下进行钻制,组件装配过程中存在误差,左侧方形支架与右侧人字支架上的连接孔的相对位置无法准确保证,因此在副翼离合器组件出现故障需要换新时,存在孔位错位现象,借孔连接存在孔径超差的问题,副翼离合器组件在机上安装无互换性。同时左侧方形支架与右侧人字支架间存在角度,在组件装配时无法有效控制,导致副翼离合器组件在机上安装时存在间隙不均匀的现象,零件返修影响飞机装配进度。
3、在飞机操纵系统副翼离合器机上安装时,副翼离合器左侧方形支架和右侧人字形支架分别与机翼后梁上立柱及机身结构框缘使用螺栓连接,同时副翼离合器两侧支架存在一定角度。装配时,首先完成副翼离合器左侧支架与机翼后梁连接孔的钻制及定位,保证副翼离合器右侧人字支架与机身蒙皮间隙≤0.2mm,最后安装螺栓、螺母完成副翼离合器左侧方形支架和右侧人字形支架的连接。
4、目前副翼离合器安装时按机翼后梁上钻制的定位孔与副翼离合器左侧方形支架上的螺栓初孔连接,完成副翼离合器在机翼后梁上的定位。检查副翼离合器右侧人字形支架底面与机身蒙皮的间隙,间隙满足≤0.2mm要求后,钻制人字形支架与机身蒙皮连接的螺栓孔,固定后钻制副翼离合器左侧方支架与机翼后梁立柱连接的螺栓终孔。由于飞机装配过程中,机身蒙皮外形存在制造误差,因此在副翼离合器与机翼后梁立柱定位时,存在右侧人字形支架与机身蒙皮顶死,导致副翼离合器左侧方支架与机翼后梁立柱上的定位孔不同心,同时因副翼离合器结构形式限制,施工困难,导致副翼离合器左侧方形支架与机翼后梁立柱制孔难度加大,存在制孔完成后孔径超差的问题。
技术实现思路
1、本发明目的是:解决副翼离合器组件出现故障换装时无法互换,借孔连接存在孔径超差的问题,以及副翼离合器组件左侧方形支架与右侧人字支架角度存在误差,在机上安装时存在间隙不均匀的问题。解决飞机操纵系统副翼离合器在机上安装时由于机身蒙皮外形偏差导致的副翼离合器左侧方支架与机翼后梁立柱上的定位孔不同心,以及副翼离合器结构形式产生的施工条件受限,导致副翼离合器左侧支架与机翼后梁立柱连接孔制孔后孔径超差的问题。
2、提供了一种副翼离合器制孔装置,副翼离合器制孔装置能有效保证左侧方形支架与右侧人字支架上连接孔的相对尺寸,能有效保证副翼离合器组件左侧方形支架与右侧人字支架的相对角度,提高副翼离合器装配质量。
3、提供了一种新的工艺方法,取消了副翼离合器组件左侧方形支架及右侧人字支架在零件制造时的制孔工序,取消了副翼离合器组件装配式保证左侧方形支架与右侧人字支架角度的简易工装。优化了装配方法,副翼离合器组件装配时在副翼离合器制孔装置上进行装配,使用工装控制方形支架与人字之际的相对角度。装配完成后按副翼离合器制孔装置进行制孔,解决了副翼离合器组件出现故障换装时无法互换,借孔连接存在孔径超差的问题,以及副翼离合器组件左侧方形支架与右侧人字支架角度存在误差,在机上安装时存在间隙不均匀的问题。
4、提供了一种副翼离合器安装制孔装置及方法,副翼离合器安装制孔装置施工空间开敞,提高副翼离合器装配安装质量的一种副翼离合器安装制孔装置。降低了施工难度。提供了一种新的工艺方法,取消了机翼后梁立柱上副翼离合器左侧方形支架的定位孔,彻底解决了因机身蒙皮外形偏差导致的副翼离合器左侧方支架与机翼后梁立柱上的定位孔不同心的问题。杜绝了副翼离合器左侧支架与机翼后梁立柱连接孔制孔后孔径超差的问题的发生。
5、技术方案
6、一种副翼离合器制孔装置,包括:地面制孔装置和机上制孔装置;
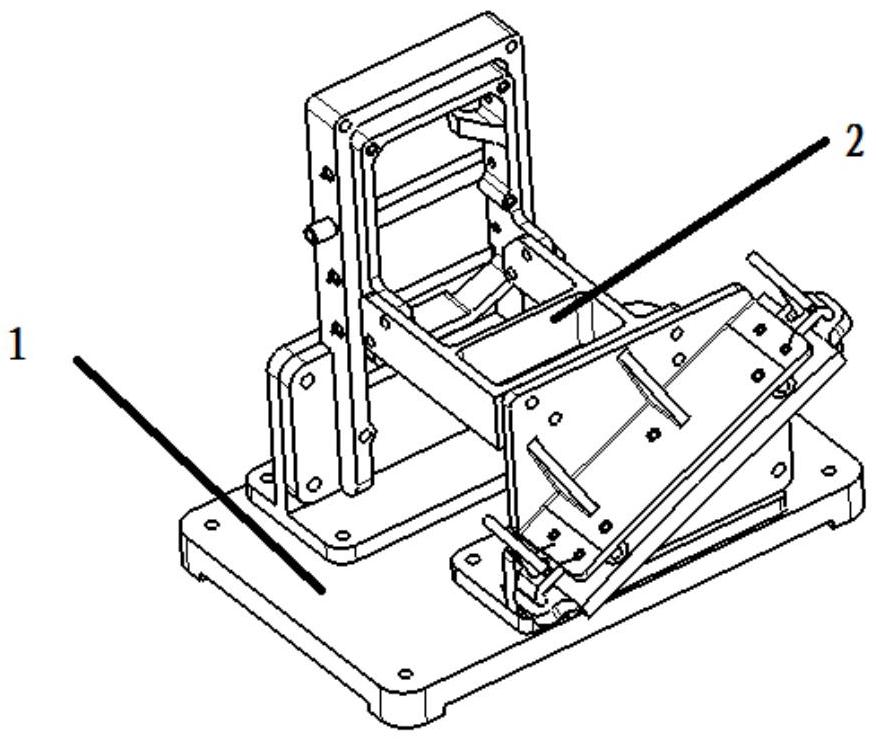
7、地面制孔装置包括:底座、左侧定位座、方形支架、右侧定位座、第一人字支架、压紧块;
8、底座通过螺栓与左侧定位座及右侧定位座连接,方形支架与左侧定位座通过螺栓连接,第一人字形支架与右侧定位座通过螺栓连接,压紧块通过螺纹销与第一人字支架连接;
9、机上制孔装置包括:方形支架、连接支架、第二人字支架;方形支架与第二人字支架通过连接支架连接。
10、进一步,底座为方形板,左侧设有四个连接孔与左侧定位座连接,右侧设有四个连接孔与右侧定位座连接。
11、进一步,左侧定位座由第一底板、第一竖板及加强板通过焊接连接为一个整体,左侧定位座的第一底板上设有四个连接孔与底座连接的;第一竖版设有四个连接孔与方形支架连接。
12、进一步,方形支架为矩形框,矩形框下端两侧设有两个侧板,两个侧板均设有两个连接孔与左侧定位座连接;
13、矩形框左右两侧壁设有7个连接孔,连接孔内设有衬套;衬套内设置内径尺寸不同的钻套,用于副翼离合器左侧方形支架与机翼后梁连接孔的钻制。
14、进一步,右侧定位座由第二底板、第二竖板及加强板通过焊接连接为一个整体,右侧定位座第二底板设有四个连接孔与底座连接,第二竖板设有四个连接孔设有与第一人字支架连接。
15、进一步,第一人字支架由第一弧形板、第三竖板及加强板通过焊接连接为一个整体;第一人字支架第三竖板设有四个连接孔与右侧定位座连接;
16、第一弧形板上设有4个连接孔,连接孔内设有衬套,衬套内设置内径不同的钻套,钻套用于人字支架与机身蒙皮连接孔的钻制;
17、第一弧形板两端设有两个连接孔,用于压紧块的安装。
18、进一步,方形支架按副翼离合器左侧方形支架外形而设定,方形支架左右两侧壁设有定七个连接孔,连接孔内设有衬套,衬套内设置内径不同的钻套,钻套用于副翼离合器左侧方形支架与机翼后梁连接孔的钻制。
19、进一步,第二人字支架按副翼离合器右侧人字形支架外形而设定;
20、第二人字支架由第二弧形板、第四竖板及加强板通过焊接连接为一个整体;第二人字支架第四竖板设有四个连接孔与连接支架连接;
21、第二弧形板上设有4个连接孔,连接孔内设有衬套,衬套内设置内径不同的钻套,钻套用于人字支架与机身蒙皮连接孔的钻制。
22、一种副翼离合器制孔方法,基于所述的装置实施,包括以下步骤:
23、一、将副翼离合器安装定位在副翼离合器制孔装置的地面制孔装置上;
24、二、制副翼离合器方形支架和副翼离合器人字支架的螺栓初孔;
25、三、制副翼离合器方形支架和副翼离合器人字支架的螺栓终孔;
26、四、拆除副翼离合器组件;
27、五、将副翼离合器制孔装置的机上制孔装置在机身上定位;
28、六、制备副翼离合器制孔装置与机身连接的螺栓初孔;
29、七、制备副翼离合器制孔装置与机身连接的螺栓终孔;
30、八、将副翼离合器制孔装置的机上制孔装置从机身上拆除;
31、九、在机身上安装副翼离合器组件。
32、有益效果:
33、本发明提供了一种副翼离合器制孔装置,副翼离合器制孔装置能有效保证左侧方形支架与右侧人字支架上连接孔的相对尺寸,能有效保证副翼离合器组件左侧方形支架与右侧人字支架的相对角度,提高副翼离合器装配质量。
34、按本装置的方形支架上的连接孔钻制副翼离合器左侧方支架与机翼后梁立柱上的连接孔,取消了机翼后梁立柱上的定位孔,解决了副翼离合器左侧方支架与机翼后梁立柱上的定位孔不同心的问题。同时本发明的结构形式优于副翼离合器产品结构形式,结构形式相对开敞,解决了副翼离合器因结构形式产生的施工条件受限,提供了良好的施工通路,降低了施工难度,杜绝了副翼离合器左侧支架与机翼后梁立柱连接孔制孔后孔径超差的问题的发生。
35、提供了一种新的工艺方法,取消了副翼离合器组件左侧方形支架及右侧人字支架在零件制造时的制孔工序,取消了副翼离合器组件装配式保证左侧方形支架与右侧人字支架角度的简易工装。优化了装配方法,副翼离合器组件装配时在副翼离合器制孔装置上进行装配,使用工装控制方形支架与人字之际的相对角度。装配完成后按副翼离合器制孔装置进行制孔,解决了副翼离合器组件出现故障换装时无法互换,借孔连接存在孔径超差的问题,以及副翼离合器组件左侧方形支架与右侧人字支架角度存在误差,在机上安装时存在间隙不均匀的问题。
36、同时取消了机翼后梁立柱上副翼离合器左侧方形支架的定位孔,彻底解决了因机身蒙皮外形偏差导致的副翼离合器左侧方支架与机翼后梁立柱上的定位孔不同心的问题。杜绝了副翼离合器左侧支架与机翼后梁立柱连接孔制孔后孔径超差的问题的发生。
- 还没有人留言评论。精彩留言会获得点赞!