焊接线模块化、柔性化、区域化系统的制作方法
本技术涉及焊接检验的,尤其是涉及一种焊接线模块化、柔性化、区域化系统。
背景技术:
1、汽车产品部件在生产过程中,需要通过焊接主线将各零件焊接为整体产品部件。相关技术中,焊接主线通常会设置多条,并在焊接主线的每个焊接工作站配置两台机器人进行零件焊接,每条焊接主线的线末均会设置检验区域,用于产品的100%检验、划检、通螺纹检验、除飞溅检验等工序。
2、针对上述相关技术,发明人认为焊接主线与检验区域一一对应,相关占地面积大,且为单件流,当一条焊接主线出现故障停机时,对应检验区的工作人员也会等待,造成人员浪费;当检验区域发现质量问题停机,也会导致对应的整线生产停机,造成效率损失。
技术实现思路
1、为了节省相对占地面积,提高焊接效率,本技术提供一种焊接线模块化、柔性化、区域化系统。
2、本技术提供的一种焊接线模块化、柔性化、区域化系统采用如下的技术方案:
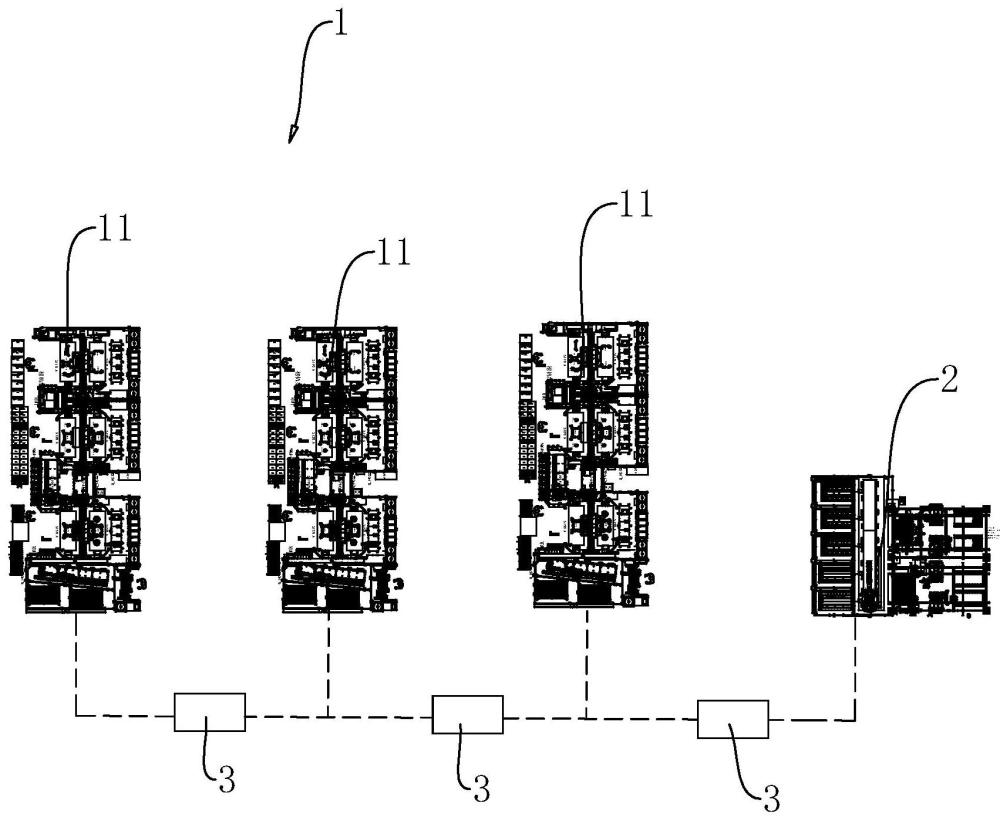
3、焊接线模块化、柔性化、区域化系统,包括焊接区、集中检验区和agv转运车,所述焊接区包括多条焊接主线,所述agv转运车通过plc自动控制系统将焊接主线末端的焊接成品搬运至集中检验区进行检验。
4、通过采用上述技术方案,焊接主线与集中检验区从空间上隔离开,各自的工作相对独立,模块化布置,焊接主线与集中检验区之间采用agv转运车进行物料转运,当一条焊接主线出现故障停机时,对应检验区的工作人员仍有焊件产品进行检验,不必等待;当检验区域发现质量问题停机,对应的整线不必生产停机,有助于节省相对占地面积的同时,提高了焊接效率。
5、可选的,每条所述焊接主线均包括依次设置的第一焊接站、第二焊接站、第三焊接站和第四焊接站,所述焊件由第一焊接站、第二焊接站、第三焊接站和第四焊接站,依次焊接和输送;
6、所述第一焊接站、第二焊接站、第三焊接站内的焊件通过焊接机器人自动焊接;
7、所述第四焊接站为人工补焊站,用于人工补焊经第三道焊接工序后焊件的漏焊处。
8、通过采用上述技术方案,焊件焊接时,逐步经过第一焊接站、第二焊接站、第三焊接站和第四焊接站四道工序,先经过第一焊接站、第二焊接站、第三焊接站,将焊件产品的各零件焊接为一整体,再通过第四焊接站的人工补焊操作进行漏焊处补漏,焊接工序流畅,且焊接质量高。
9、可选的,所述第一焊接站、第二焊接站和第三焊接站均包括人工放件区和焊接操作区,所述人工放件区设置有第一焊台,所述焊接操作区设置有第二焊台;所述第一焊台和第二焊台顶面的设置与对应的零件相适配,以供对应零件进行放置与固定;
10、所述第一焊台和第二焊台通过转台连接,所述第一焊台和第二焊台可通过转台进行位置切换,操作人员于人工放件区内将焊件的零件放置于第一焊台或第二焊台上,所述焊接机器人位于焊接操作区内。
11、通过采用上述技术方案,焊接时,第一焊接站中的工作人员先将第一焊台对应的零件放置于第一焊台上,然后通过转台将第一焊台转动至焊接操作区,并通过焊接机器人进行焊接操作;此时,第二焊台转动至人工放件区内,工作人员将第二焊台对应的零件放置于第二焊台上;
12、第一焊台上的零件焊接完成后,转台转动至复位,第一焊台转回人工放件区内,第二焊台转回焊接操作区内,此时,焊接机器人对第二焊台上的零件进行焊接,同时人工放件区内的工作人员将第一焊台上焊接完成的零件取出并通过运输方式转运至第二焊接站中,再重复将第一焊台对应的零件放置于第一焊台上,转台启动,第一焊台再次转入焊接操作区内进行焊接,此时第二焊台上已焊接完成的零件转出,工作人员取出并通过输送放置转运至第二焊接站。
13、经由第一焊接站中第一焊台和第二焊台上焊接后的两个焊件均运输至第二焊接站中的第一焊台上,工作人员再将第二焊接站中对应的零件放置于第二焊接站中的第一焊台上,第二焊接站中的第一焊台通过转台转入对应的焊接操作区,并通过对应的焊接机器人进行焊接操作,第二焊接站中的第二焊台则转出等待下一波焊件和零件的放置,而后转回对应的焊接操作区进行焊接。
14、经过第二焊接站焊接后的焊件通过输送方式转运至第三焊接站中,第三焊接站中的操作步骤与第二焊接站相同,但焊接零件不同。
15、经过第三焊接站焊接后的焊件最后通过输送方式转运至第四焊接站中,进行人工补焊,最终焊接为整个焊件产品。
16、可选的,每个所述焊接操作区内的焊接机器人设置有四台。
17、通过采用上述技术方案,有助于提高焊接效率,在满足工艺要求的情况下有助于减少了焊接站的数量,从而进一步缩小占地面积。
18、可选的,所述第一焊台和第二焊台均与转台可拆卸连接,所述焊接区还包括若干可与转台可拆卸连接的备用焊台工装,所述备用工装用于替换第一焊台和/或第二焊台。
19、通过采用上述技术方案,站内的第一焊台和第二焊台可通过备用焊台工装进行切换,不同焊接主线可生产同一焊件产品,也可生产不同焊件产品,根据实际情况进行设置即可。当产品产量低时,可以通过切换备用焊台工装仅使用一条焊接主线,不必多条焊接主线均生产该低产量产品,实现柔性化生产;对于产量要求高的产品,可以通过直接复制焊接主线的方式,快速地增设出一条新的焊接主线,极大地低缩短了项目周期,降低了项目风险。
20、可选的,所述第一焊接站和第二焊接站之间通过滑台进行焊件输送。
21、可选的,所述第二焊接站和第三焊接站之间通过转运机器人进行输送。
22、可选的,所述第三焊接和第四焊接站之间通过第一七轴机器人进行输送。
23、通过采用上述技术方案,第一焊接站、第二焊接站、第三焊接站和第四焊接站之间选择对应的输送方式,操作方便。
24、可选的,所述集中检验区包括放检台、第二七轴机器人、自动检验区、划检区和放料区,所述放检台并列设置有多个,所述agv转运车用于将经过第四焊接站处理后的焊件转运至放检台上;
25、所述第二七轴机器人用于将放检台上的焊件转运至自动检验区,所述自动检验区内设置有多种自动检具以供不同焊件进行检验,经过所述自动检具检验后的焊件通过吊具运输的方式运送至划检区,所述划检区用于对焊件进行人工划检、通螺纹检验和除飞溅检验,经所述划检区检验后的焊件通过吊具运输的方式运送至放料区。
26、通过采用上述技术方案,焊件经过焊接区焊接完成后,agv转运车将焊件转运至放检台上,第二七轴机器人将放检台上的焊件转运至自动检验区,并通过对应的自动检具进行焊件检验,而后吊具运输的方式运送至划检区,人工对焊件进行划检、通螺纹检验和除飞溅检验,最后通过吊具运输的方式运送至放料区,检验集中、方便。
27、综上所述,本技术包括以下至少一种有益技术效果:
28、1.焊接主线与集中检验区从空间上隔离开,各自的工作相对独立,焊接主线与集中检验区之间采用agv转运车进行物料转运,当一条焊接主线出现故障停机时,对应检验区的工作人员仍有焊件产品进行检验,不必等待;当检验区域发现质量问题停机,对应的整线不必生产停机,有助于节省相对占地面积的同时,提高了焊接效率,具有创新性设计;
29、2.每个焊接操作区内的焊接机器人设置有四台,有助于提高焊接效率;
30、3.当产品产量低时,可以通过切换备用焊台工装仅使用一条焊接主线,不必多条焊接主线均生产该低产量产品,实现柔性化生产;对于产量要求高的产品,可以通过直接复制焊接主线的方式,快速地增设出一条新的焊接主线,极大地低缩短了项目周期,降低了项目风险。
- 还没有人留言评论。精彩留言会获得点赞!