一种磁性能优良的高强度无取向电工钢板及其制造方法与流程
[0001]
本发明涉及一种钢板及其制造方法,尤其涉及一种无取向电工钢板及其制造方法。
背景技术:
[0002]
随着用户市场对高效、节能、环保需求的日益提升,要求用于制作电机、压缩机铁芯的无取向电工钢板,要求在保证价格优势的前提下具有优良的电磁性能,即所谓的超低铁损、超高磁感。同时,随着这些用电设备小型化、精密化、高效化的发展需求,对无取向电工钢板的强度也提出了严格要求。
[0003]
公开号为cn104726794a,公开日为2015年6月24日,名称为“无取向电工钢板及其制造方法”的中国专利文献公开了一种无取向电工钢板及其制造方法。在该专利文献所公开的技术方案中,其采用的降低铁损的方法是,向钢中加入尽可能多的si、al含量,以显著提高成品钢板的电阻率,进而降低铁损,并且向钢中加入一定数量的p、cr含量,也可以降低成品钢板的铁损,尤其是高频状态下的铁损,但这些措施在一定程度上,会限制常化温度的提高以及降低冷轧可制造性,同时还会劣化成品钢板的磁感。
[0004]
公开号为cn103882293a,公开日为2014年6月25日,名称为“无取向电工钢及其生产方法”的中国专利文献公开了一种无取向电工钢板及其制造方法。在该专利文献所公开的技术方案中,其通过在炼钢过程中,采用钙、稀土处理方式,可以很好的抑制热轧、热处理过程中的s化物夹杂物析出。对于si<1%含量炉次,在钙、稀土处理之后,钢中大颗粒的夹杂物去除和变性十分有效,析出物数量明显减少、尺寸粗化,在不进行常化处理的条件下,铁损可以降低0.4~0.8w/kg;对于0.8%~1.6%si电工钢而言,通过添加适量的pr、nd稀土元素,以及采用合理的轧制工艺,还可以粗化晶粒,有效降低磁滞损耗,同时还可以改善钢板的组织结构,提高磁感应强度。
[0005]
为了缓解这种厚度减薄、高机械性能、优良电磁性能三者之间的矛盾,公开号为特开平11-61257,公开日为1999年3月5日,名称为“低铁损且各向异性小的无取向电工钢及其制造方法”的日本专利公开了一种电工钢及其制造方法。在该专利文献所公开的技术方案中,其在950~1150℃范围内,对连铸坯进行低温加热处理,并且在热轧粗轧之后对中间坯进行保温处理,要求精轧之前的温降控制在40℃之内,精轧终轧温度限制在ar1相变点+20℃以上,卷取温度限制在640~750℃。通过该控制方法,可以获得磁各向异性小的无取向电工钢板。
[0006]
公开号为特开平11-189824,公开日为1999年7月13日,名称为“低铁损无取向电工钢板的制造方法”的日本专利文献公开了一种高强度、低铁损无取向硅钢。在该专利文献所公开的技术方案中,其将化学成分s含量限定在10ppm以内,将p含量限制在0.03~0.15%之间,在采用二次冷轧、中间退火之前,将热轧带钢在60%或以上h2气氛围中进行常化处理,均热1~6h处理。这样,在后续的高温连续退火之后,可以获得较低的铁损、较高的机械强度。
[0007]
公开号为cn102453837a,公开日为2012年5月16日,名称为“一种高磁感无取向硅钢的制造方法”的中国专利文献公开了一种高磁感无取向硅钢。在该专利文献所公开的技术方案中,其制造方法包括如下步骤:1)冶炼、浇铸,无取向硅钢化学成分重量百分比:si:0.1~1%,al:0.005~1%,c≤0.004%,mn:0.10~1.50%,p≤0.2%,s≤0.005%,n≤0.002%,nb+v+ti≤0.006%,余铁,炼钢、二次精炼,浇铸成铸坯;2)热轧,加热温度1150℃~1200℃,终轧温度830~900℃,在≥570℃温度下进行卷取;3)平整,压下量2~5%的冷轧;4)常化,温度不低于950℃,保温时间30~180s;5)酸洗,冷轧,酸洗后进行累计压下量70~80%的冷轧;6)退火,升温速率≥100℃/s,到800~1000℃保温,保温时间5~60s,后以3~15℃/s缓冷至600~750℃。
技术实现要素:
[0008]
本发明的目的之一在于提供一种磁性能优良的高强度无取向电工钢板,该高强度无取向电工钢板通过化学成分设计的优化提高了钢质洁净度,从而获得了磁性优良的高强度无取向电工钢板。
[0009]
为了实现上述目的,本发明提出了一种磁性能优良的高强度无取向电工钢板,其化学元素质量百分比为:
[0010]
0<c≤0.0035%;si:2.0-3.5%;mn:0.4-1.2%;p:0.03-0.2%;al:0.4-2.0%;余量为fe及其他不可避免的杂质。
[0011]
在本发明所述的磁性能优良的高强度无取向电工钢板中,,各化学元素的设计原理如下所述:
[0012]
c:在本发明所述的高强度无取向电工钢板中,c会强烈阻碍成品带钢晶粒长大,容易与nb、v、ti等结合形成细小析出物,从而引起损耗增加并产生磁时效。基于此,在本发明所述的高强度无取向电工钢板中控制c的质量百分比为0<c≤0.0035%。
[0013]
si:在本发明所述的高强度无取向电工钢板中,si提高材料的电阻率,能有效降低钢的铁损。si的质量百分比高于3.5%时,会显著降低钢的磁感,显著降低冷轧可轧性;而当si的质量百分比低于2.0%时,又起不到有效降低铁损的作用。基于此,在本发明所述的高强度无取向电工钢板中控制si的质量百分比为2.0-3.5%。
[0014]
mn:在本发明所述的高强度无取向电工钢板中,当mn的质量百分比低于0.4%时,起不到改善钢的强度作用;但当mn的质量百分比比高于1.2%时,会增加钢的制造成本,抑制钢的再结晶效果。基于此,在本发明所述的高强度无取向电工钢板中控制mn的质量百分比为2.0-3.5%。
[0015]
p:在本发明所述的高强度无取向电工钢板中,当p的质量百分比低于0.03%时,不利于提高电阻率和{100}组分;p的质量百分比超过0.2%时,容易导致冷脆现象发生,降低冷轧可制造性。基于此,在本发明所述的高强度无取向电工钢板中控制p的质量百分比0.03~0.2%。
[0016]
al:al提高材料的电阻率,能有效降低钢的铁损。al含量高于2.0%时,会显著降低钢的磁感,显著降低冷轧可轧性;而低于0.4%,又起不到有效降低铁损的作用;基于此,在本发明所述的高强度无取向电工钢板中控制p的质量百分在0.4~2.0%。
[0017]
进一步地,在本发明所述的高强度无取向电工钢板中,其还含有sb和sn的至少其
中之一,其总的质量百分含量为0.003~0.2%。
[0018]
上述方案中,设置sb和sn的至少其中之一的总的质量百分含量为0.003~0.2%,是因为若sn、sb的质量百分比低于0.003%时,起不到改善钢的织构、提高钢的磁感作用,而sn、sb的质量百分比比于0.2%时,则会导致晶粒细化,劣化钢的磁性。
[0019]
进一步地,在本发明所述的高强度无取向电工钢板中,其还含有mg、ca和rem的至少其中之一,其总的质量百分含量为0.0005~0.01%。
[0020]
上述方案中,设置mg、ca和rem的至少其中之一的总的质量百分比为0.0005~0.01%,是因为:mg、ca、rem的质量百分比低于0.0005%时,起不到去除氧、硫化物夹杂物的作用,而ca的质量百分比高于0.01%时,容易导致晶粒细化,降低冷轧可轧性。
[0021]
进一步地,在本发明所述的高强度无取向电工钢板中,其中在不可避免的杂质中,s≤0.003%;ti≤0.001%;o≤0.002%;n≤0.002%。
[0022]
上述方案中,不可避免的杂质应当控制得越少越好。其中,若s的质量百分比超过0.003%时,将使mns、cu2s等有害夹杂物数量大大增加,强烈阻碍晶粒长大,恶化钢的磁性。
[0023]
而当n的质量百分比超过0.003%时,将使n的nb、v、ti、al等析出物大大增加,强烈阻碍晶粒长大,恶化钢的磁性。
[0024]
而当o的质量百分比高于0.003%时,会使氧化物夹杂物数量大大增加,导致晶粒细化,恶化钢的磁性。
[0025]
当ti的质量百分比超高0.001%时,将使ti的c、n夹杂物大大增加,强烈阻碍晶粒长大,恶化钢的磁性。
[0026]
进一步地,在本发明所述的高强度无取向电工钢板中,面织构{100}的比例≥25%,面织构{111}的比例≤31%。
[0027]
进一步地,在本发明所述的高强度无取向电工钢板中,其夹杂物尺寸大于0.5μm,夹杂物以aln、cas及其复合夹杂物为主。
[0028]
进一步地,在本发明所述的高强度无取向电工钢板中,其铁损p
15/50
≤2w/kg,磁感b
50
≥1.69t,且抗拉强度≥600mpa。
[0029]
相应地,本发明的另一目的还在于提供一种上述的高强度无取向电工钢板的制造方法,通过该制造方法可以获得通过钢质洁净度,磁性优良的高强度无取向电工钢板。
[0030]
为了达到上述发明目的,本发明提出了一种上述的高强度无取向电工钢板的制造方法,其包括步骤:
[0031]
(1)转炉冶炼、rh精炼和铸造;
[0032]
(2)热轧;
[0033]
(3)常化;
[0034]
(4)冷轧;
[0035]
(5)连续退火:以50~2000℃/s的升温速度将冷轧带钢从起始温度t
始
快速加热至均热温度以进行快速加热退火,退火炉内的h2体积含量≥55%,且退火炉内的露点≤-30℃;经过快速加热退火后,对带钢进行缓冷,冷却速率≤5℃/s;
[0036]
(6)绝缘涂层,以得到成品无取向电工钢板。
[0037]
在本发明所述的制造方法中,升温速度控制在50~2000℃/s,是因为升温速度太快,对设备能力的要求太高,造价昂贵,并且会导致冷轧带钢在高温阶段的停留时间过长,
晶粒组织均匀性差。与此同时,考虑到高温退火条件下,成品带钢表面容易产生(内)氧化、氮化,进而造成晶粒细化而劣化成品带钢的铁损,成品带钢的表面质量下降,因而,控制退火炉内的h2体积含量≥55%,且退火炉内的露点≤-30℃。
[0038]
经过快速加热退火后,要求成品带钢进行缓冷,冷却速率要求限制在≤5℃/s,以控制成品带钢的板型和减少钢板内的应力,从而使得最终获得的无取向电工钢板,表面状态良好,具有高磁感、低铁损、高强度特点。
[0039]
进一步地,在本发明所述的制造方法中,在步骤(5)中,升温速度为100~600℃/s。
[0040]
进一步地,在本发明所述的制造方法中,在步骤(5)中,起始温度t
始
为室温至750℃的温度。
[0041]
进一步地,在本发明所述的制造方法中,在rh精炼步骤中,t/σal的值为0.30~0.65,其中t表示添加mg、ca、rem元素的至少其中之一与添加al元素之间的时间间隔,σal表示从添加al元素开始至rh精炼结束的总时间。
[0042]
上述方案中,在冶炼过程中,需要向钢中加入适量的磷含量,以改善热轧带钢的再结晶效果和控制成品带钢的晶粒尺寸。通过合理控制钢中的磷含量,在通常的连铸坯出炉温度条件下,通过控制热轧终轧温度和卷取温度,可以获得良好的热轧带钢再结晶效果,提高热轧带钢纤维组织的再结晶率,和改善热轧带钢的组织均匀性。由于磷的控制范围至关重要,并与硅、铝含量相关,这是因为一方面,硅、铝含量越高,磷含量应该越低。因为磷容易导致冷脆,造成成品带钢冷轧过程中产生边裂、轧破;热轧、冷轧纤维组织发达,还会导致粗大形变晶粒发展,成品带钢表面容易产生瓦楞状缺陷,并且成品带钢晶粒细化,劣化成品带钢的电磁性能。同时,如上所述,磷的作用与硅类似,可以明显改善成品带钢的电阻率,促进成品带钢的晶粒长大,从而提高成品带钢的磁感,降低成品带钢的铁损。因此,合适的磷含量对于磁性能优良的无取向电工钢板至关重要。为了改善成品带钢的磁感,需控制钢种ti含量为≤0.001%,以在连续退火过程中,能有效地避免成品钢板中tin夹杂物对晶粒尺寸成长的抑制作用,可以有效的提高成品钢板的磁感。
[0043]
而在rh精炼过程中,在脱碳结束、脱氧合金化时,需要采用si进行脱氧,以避免直接采用铝脱氧,生成尺寸细小的夹杂物,而在加入硅铁合金之后,氧化硅夹杂物比较容易上浮、去除,之后,随着钢液黏度增大,氧化铝夹杂不易上浮、去除时,采用了mg、ca、rem处理,可以生成熔点较低的铝酸盐化合物,同时,抑制微细、弥散分布的小颗粒夹杂物。为确保mg、ca、rem处理效果,除了控制mg、ca、rem添加数量以外,还可以优选地控制t/σal的值为0.30~0.65,从而在保证钢液中的有效mg、ca、rem浓度,进而确保夹杂物能否充分变性。以使mg、ca、rem处理在钢液中的停留时间,可以满足mg、ca、rem处理与钢液充分反应,从而达到良好的夹杂物改善效果。
[0044]
进一步地,在本发明所述的制造方法中,在步骤(2)中,控制终轧温度≤850℃,卷取温度为500~750℃。
[0045]
进一步地,在本发明所述的制造方法中,步骤(4)采用一次冷轧或具有中间退火的二次冷轧。
[0046]
进一步地,在本发明所述的制造方法,在步骤(4)中:
[0047]
各道次或机架的工作辊中至少有一对辊面粗糙度≤0.40μm,并且/或者
[0048]
各道次或机架累计压下率为75~85%,且最后一道次或机架的压下率≤20%。
[0049]
在一些优选的实施方式中,连铸坯在热轧过程中,经过热轧粗轧、精轧轧制之后,可以控制热轧厚度为0.8~2.0mm。从而通过热轧厚度减薄,一方面可以提高热轧过程中,热轧带钢的整体温度,并减少热轧带钢中心、上下表温差,促进其充分再结晶和晶粒尺寸长大,从而可以提高钢中的有利面织构{100}和{110}比例。
[0050]
此外,在上述方案中,可以采用一次冷轧或具有中间退火的二次冷轧,各道次或机架的工作辊,至少有一对辊面粗糙度≤0.40μm,最后道次或机架压下率≤20%,以确保成品板型,轧制后的成品板不出现边裂,并为后续退火、涂层提供有利条件。各道次或机架累计压下率控制在75%~85%,以尽可能的破碎常化结束之后,没有破碎的粗大柱状晶,控制含磷钢种轧破、边裂,抑制粗大形变晶粒的发展,并为成品带钢的退火过程充分再结晶提供有利条件。另一方面是,末道次冷轧压下率降低之后,冷轧带钢中的位错数量减少,不容易产生大量的晶格畸变,并保持了较低的储能,因此,在后续的连续退火过程中,能有效抑制晶体回复,并会增加再结晶之前的剩余形变储能,因而,形核驱动力增加,<111>//nd再结晶织构组分强度降低,有利于电磁性能的改善和提高。
[0051]
本发明所述的磁性能优良的高强度无取向电工钢板及其制造方法相较于现有技术具有如下所述的优点以及有益效果:
[0052]
本发明所述的高强度无取向电工钢板板通过化学成分设计的优化提高了钢质洁净度,从而获得了磁性优良的高强度无取向电工钢板。
[0053]
此外,本发明所述的制造方法也同样具有上述的优点以及有益效果。
附图说明
[0054]
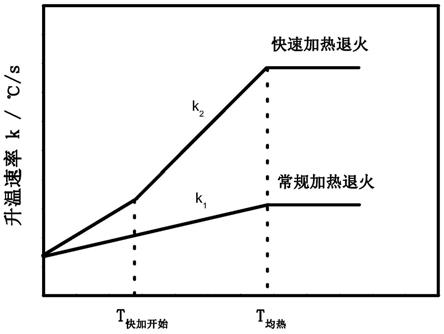
图1为分别采用了不同退火工艺的本技术方案和现有常规工艺的退火工艺曲线示意图。
[0055]
图2为对比例a2的常规钢板的sem电镜图。
[0056]
图3为实施例a17的高强度无取向电工钢板的sem电镜图。
[0057]
图4示意性地显示了不同的t/σal的值对铁损的影响。
[0058]
图5示意性地显示了不同的升温速度对{100}面织构比例的影响。
[0059]
图6示意性地显示了不同的升温速度对{111}面织构比例的影响。
具体实施方式
[0060]
下面将结合说明书附图和具体的实施例对本发明所述的磁性能优良的高强度无取向电工钢板及其制造方法做进一步的解释和说明,然而该解释和说明并不对本发明的技术方案构成不当限定。
[0061]
实施例a9-a20以及对比例a1-a8
[0062]
实施例a9-a20的高强度无取向电工钢板以及对比例a1-a8的常规钢板采用以下步骤制得:
[0063]
(1)铁水、废钢按照表1所示的组分配比进行搭配,经转炉冶炼之后,在rh精炼进行脱碳、脱氧、合金化后,钢液经连铸浇铸后,得到连铸坯。
[0064]
(2)热轧:控制带钢经过热轧后的厚度为0.8-2.0mm,控制终轧温度≤850℃,卷取温度为500~750℃。
[0065]
(3)常化:热轧板采用常化处理,常化均热温度设定在800~1000℃,均热时间为1~180s。
[0066]
(4)冷轧:采用一次冷轧将带钢轧至成品厚度,厚度为0.1-0.3mm。
[0067]
(5)连续退火:以50~2000℃/s的升温速度将冷轧带钢从起始温度t
始
快速加热至均热温度以进行快速加热退火,退火炉内的h2体积含量≥55%,且退火炉内的露点≤-30℃;经过快速加热退火后,对带钢进行缓冷,冷却速率≤5℃/s,起始温度t
始
为室温至750℃的温度。
[0068]
(6)绝缘涂层,以得到成品无取向电工钢板。
[0069]
在一些优选的实施方式中,在rh精炼步骤中,t/σal的值为0.30~0.65,其中t表示添加mg、ca、rem元素的至少其中之一与添加al元素之间的时间间隔,σal表示从添加al元素开始至rh精炼结束的总时间。
[0070]
在一些优选的实施方式中,步骤(4)采用一次冷轧或具有中间退火的二次冷轧。并且/或者,在步骤(4)中,各道次或机架的工作辊中至少有一对辊面粗糙度≤0.40μm,并且/或者各道次或机架累计压下率为75~85%,且最后一道次或机架的压下率≤20%。
[0071]
表1列出了实施例a9-a20的高强度无取向电工钢板以及对比例a1-a8的常规钢板的各化学元素的质量百分配比。
[0072]
表1.(wt%,余量为fe和除了s、ti、o以及n以外的其他杂质)
[0073]
[0074]
[0075][0076]
表2列出了实施例a9-a20的高强度无取向电工钢板以及对比例a1-a8的常规钢板的具体工艺参数。
[0077]
表2.
[0078]
[0079][0080]
表3列出了实施例a9-a20的高强度无取向电工钢板以及对比例a1-a8的常规钢板的各项性能数值。
[0081]
表3.
[0082][0083]
结合表1至表3可以看出,本案各实施例的高强度无取向电工钢板的钢质洁净度高,夹杂物数量少、尺寸大,成品带钢的再结晶效果好,晶粒尺寸均匀、粗大,有利织构比例高,电磁性能优良,其中,各实施例的高强度无取向电工钢板的铁损p
15/50
≤2w/kg,磁感b
50
≥1.69t,且抗拉强度≥600mpa。
[0084]
图1为分别采用了不同退火工艺的本技术方案和现有常规工艺的退火工艺曲线示意图。
[0085]
如图1所示,本案所采用的制造方法由于采用快速加热退火,其不同于常规加热退火工艺,本案所采用的升温速度控制在50~2000℃/s,是因为升温速度太快,对设备能力的要求太高,造价昂贵,并且会导致冷轧带钢在高温阶段的停留时间过长,晶粒组织均匀性
差。与此同时,考虑到高温退火条件下,成品带钢表面容易产生(内)氧化、氮化,进而造成晶粒细化而劣化成品带钢的铁损,成品带钢的表面质量下降,因而,控制退火炉内的h2体积含量≥55%,且退火炉内的露点≤-30℃。经过快速加热退火后,要求成品带钢进行缓冷,冷却速率要求限制在≤5℃/s,以控制成品带钢的板型和减少钢板内的应力,从而使得最终获得的无取向电工钢板,表面状态良好,具有高磁感、低铁损、高强度特点。
[0086]
图2为对比例a2的常规钢板的sem电镜图。图3为实施例a17的高强度无取向电工钢板的sem电镜图。
[0087]
结合图2和图3可以看出,相较于对比例a2而言,本案实施例a17的高强度无取向电工钢板的钢质洁净度更高,夹杂物数量少,尺寸更大。
[0088]
而通过hitachi s4200扫描电镜,观测对比例a2和实施例a17所对应的成品试样的夹杂物。每个试样连续观察10个视场。统计两者夹杂物的种类、尺寸及数量分布情况列于表4和表5中。
[0089]
其中,表4列出了对比例a2的成品试样的夹杂物种类、尺寸及数量。
[0090]
表4.
[0091][0092]
表5列出了实施例a17的成品试样的夹杂物种类、尺寸及数量。
[0093]
表5.
[0094][0095]
结合表4和表5可以看出,从夹杂物的统计数据来看,对比例a2的成品试样中,有大量0.5μm以下尺寸的aln、mns、cu2s类夹杂物,0.5μm以上尺寸的夹杂物,以aln、mns复合夹杂或mns、cu2s复合夹杂为主,数量较多且尺寸较小,同时试样中还含有少量的氧化物夹杂物。而实施例的成品试样中,几乎没有0.5μm以下尺寸的夹杂物,0.5μm以上尺寸的夹杂物,以aln、cas为主,并伴有少量的氧化物夹杂物以及aln、cas复合夹杂,其尺寸相对较大。其原因是:对比例的钢液在凝固过程中,首先析出尺寸较大的氧化物夹杂物,然后mns夹杂物随着钢液温度的不断下降开始析出,最终aln、cu2s夹杂物分别以mns夹杂物为核心析出。而经过实施例的钢液在凝固过程中,较大颗粒的氧化物夹杂物已经充分上浮,并且mg、ca、rem与s元素的结合能力远大于mn与s元素和cu与s元素之间的结合能力,因此熔点高达2500℃的
mgs、cas、rem-s夹杂物会优先析出,从而有效抑制了mns、cu2s夹杂物的析出。然后随着钢液温度的不断下降,aln夹杂物开始析出,由于此时大部分钢液已经凝固,因此只有少量的aln夹杂物能够和cas夹杂物相结合,形成aln与cas相结合、尺寸相对较大的容易上浮去除的复合夹杂。
[0096]
图4示意性地显示了不同的t/σal的值对铁损的影响。
[0097]
如图4所示,当在rh精炼步骤中,控制t/σal的值为0.30~0.65时,所得到的无取向电工钢板的磁性能较为优良,这是因为:在脱碳结束、脱氧合金化时,需要采用si进行脱氧,以避免直接采用铝脱氧,生成尺寸细小的夹杂物,而在加入硅铁合金之后,氧化硅夹杂物比较容易上浮、去除,之后,随着钢液黏度增大,氧化铝夹杂不易上浮、去除时,采用了mg、ca、rem处理,可以生成熔点较低的铝酸盐化合物,同时,抑制微细、弥散分布的小颗粒夹杂物。为确保mg、ca、rem处理效果,除了控制mg、ca、rem添加数量以外,还可以优选地控制t/σal的值为0.30~0.65,从而在保证钢液中的有效mg、ca、rem浓度,进而确保夹杂物能否充分变性。以使mg、ca、rem处理在钢液中的停留时间,可以满足mg、ca、rem处理与钢液充分反应,从而达到良好的夹杂物改善效果。
[0098]
需要说明的是,其中t表示添加mg、ca、rem元素的至少其中之一与添加al元素之间的时间间隔,σal表示从添加al元素开始至rh精炼结束的总时间。
[0099]
图5示意性地显示了不同的升温速度对{100}面织构比例的影响。图6示意性地显示了不同的升温速度对{111}面织构比例的影响。
[0100]
结合图5和图6可以看出,当控制升温速度在50~2000℃/s时,可以获得控制面织构{100}的比例≥25%,面织构{111}的比例≤31%,由此说明采用本案的制造方法可以使得高强度无取向电工钢板的再结晶效果好,晶粒尺寸均匀、粗大,有利织构比例高,电磁性能优良。
[0101]
综上所述,本发明所述的高强度无取向电工钢板板通过化学成分设计的优化提高了钢质洁净度,从而获得了磁性优良的高强度无取向电工钢板。
[0102]
此外,本发明所述的制造方法也同样具有上述的优点以及有益效果。
[0103]
需要说明的是,本发明的保护范围中现有技术部分并不局限于本申请文件所给出的实施例,所有不与本发明的方案相矛盾的现有技术,包括但不局限于在先专利文献、在先公开出版物,在先公开使用等等,都可纳入本发明的保护范围。
[0104]
此外,本案中各技术特征的组合方式并不限本案权利要求中所记载的组合方式或是具体实施例所记载的组合方式,本案记载的所有技术特征可以以任何方式进行自由组合或结合,除非相互之间产生矛盾。
[0105]
还需要注意的是,以上所列举的实施例仅为本发明的具体实施例。显然本发明不局限于以上实施例,随之做出的类似变化或变形是本领域技术人员能从本发明公开的内容直接得出或者很容易便联想到的,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1