一种热胶涂胶合模装置的制作方法
1.本发明涉及消失模铸造中白模组型技术领域,具体为一种热胶涂胶合模装置。
背景技术:
2.消失模铸造是将用eps或者stmma共聚料制成白模,白模它的特性是密度小,强度不高,抗拉强度低,将白模填埋在型砂里,抽真空紧实后,由浇口杯浇入金属熔液。
3.消失模遇金属熔液汽化形成型腔,金属熔液充盈型腔凝固成为铸件;目前复杂的白模很难用成型机一次完整地发泡成型,所以消失模铸造技术所用到至少两片白模组成消失模。
4.在浇铸前需将白模粘接成一个整体,这就需要对粘接面进行涂胶、合模、补缝;目前所用的涂胶、合模方式大部分为手工操作,手工涂胶的不稳定和不均匀都会对浇注出的铸件有很大影响。
技术实现要素:
5.针对现有技术中存在的问题,本发明提出了一种新的技术方案,通过设计热胶涂胶合模装置实现对合模过程中对粘接面的自动涂胶,从而达到提高涂胶质量的目的。
6.本发明提出的具体方案如下:
7.一种热胶涂胶合模装置,包括机架和设置在所述机架内的合模机构、涂胶机构,所述合模机构包括下工装板和上工装板,所述上工装板可相对于所述下工装板上下移动;
8.所述涂胶机构包括三轴运动器和固定在所述三轴运动器上的涂胶器;
9.所述涂胶机构的下方还设有横向输送器,所述横向输送器的输出端与所述下工装板固定连接,横向输送器的输送动作使得所述下工装板可往复的从上工装板的下方运动到所述涂胶器的下方。
10.进一步的,所述机架上还设有与所述下工装板运动方向平行的第一导轨,所述第一导轨分布在所述下工装板的两侧,所述横向输送器的输送动作使得所述下工装板在所述第一导轨上做横向的往复运动。
11.进一步的,所述三轴运动器包括横轴导轨、纵轴导轨和竖轴导轨,所述涂胶器通过安装板固定在所述竖轴导轨上,所述竖轴导轨通过第一滑座与所述横轴导轨滑动连接,所述横轴导轨通过第二滑座与所述纵轴导轨滑动连接。
12.进一步的,所述机架内固定支撑架,所述纵轴导轨固定在所述支撑架上。
13.进一步的,所述合模机构还包括上驱动器,所述上工装板通过所述上顶架固定在所述上驱动器的输出端。
14.进一步的,所述上顶架包括连接部和支脚部,所述连接部用于与所述上驱动器固定;所述支脚部分布在所述连接部的四角,所述支脚部用于与所述上工装板固定连接。
15.进一步的,所述支脚部与所述上工装板之间还依次设置有上顶板、固定板,支脚部与所述上顶板固定,所述上工装板与所述固定板固定,所述上顶板与所述固定板之间设有
弹性缓冲机构使得所述上顶板与所述固定板弹性连接。
16.进一步的,所述弹性缓冲机构包括销柱和套接在所述销柱上的弹簧,所述销柱固定在所述固定板上,所述弹簧的两端分别抵接所述固定板与所述上顶板。
17.采用本技术方案所达到的有益效果为:
18.将涂胶和合模设计在同一个工装上进行实现了涂胶和合模的自动化配合,解决了手工涂胶效率低,人工涂胶的不稳定和不均匀的问题,通过涂胶和合模的动作,使得热胶涂胶会使白模间隙完全填满,使白模成为一个整体;本方案提供的装置,其取代了人工涂胶,使得劳动力得到了解放,同时避免了人工涂胶的不均匀性,提升了白模粘接速度,提高了消失模铸造工艺的成品率。
附图说明
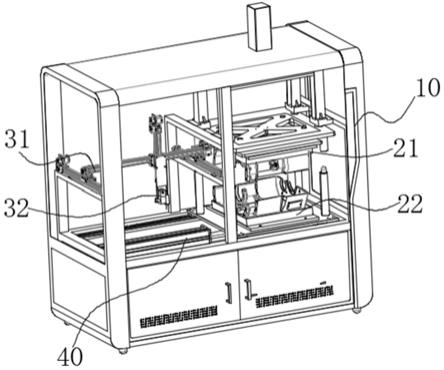
19.图1为热胶涂胶合模装置的整体立体结构图。
20.图2为热胶涂胶合模装置内部结构图。
21.图3为合模机构中上工装板的安装结构图。
22.其中:10机架、11第一导轨、12支撑架、21上工装板、22下工装板、23上驱动器、24上顶架、25上顶板、26固定板、31三轴运动器、32涂胶器、40横向输送器、241连接部、242支脚部。
具体实施方式
23.以下结合附图对本发明的原理和特征进行描述,所举实例只用于解释本发明,并非用于限定本发明的范围。
24.本实施例提供了一种热胶涂胶合模装置,该装置对于白模的涂胶和合模工序集成在一个装置上,实现自动合模和自动涂胶操作,以达到替代传统手工操作,并提高加工效率的目的。
25.具体的,参见图1
‑
图2,热胶涂胶合模装置包括机架10和设置在机架10内的合模机构、涂胶机构,其中,合模机构包括下工装板22和上工装板21,上工装板21可相对于下工装板22上下移动;涂胶机构包括三轴运动器31和固定在三轴运动器31上的涂胶器32;为了实现合模机构、涂胶机构之间的配合,涂胶机构的下方还设有横向输送器40,横向输送器40的输出端与下工装板22固定连接,横向输送器40的输送动作使得下工装板22可往复的从上工装板21的下方运动到涂胶器32的下方。
26.可以理解为,横向输送器40是实现合模机构、涂胶机构相互配合的重要部件,在合模机构中,上工装板21用固定白模上模,而下工装板22用于放置白模下模,为了实现白模上下模之间的粘接,需要在上下模之间的粘接面上进行涂胶后在进行合模固定;因此,本方案中,利用横向输送器40实现合模机构、涂胶机构之间的连通,即操作者将下模放置到下工装板22上之后,横向输送器40启动,将下工装板22同下模一起运输到涂胶机构的正下方,使得下模处于涂胶器32的涂胶范围之内,以便于涂胶器32精准地进行涂胶操作。
27.将涂胶和合模设计在同一个工装上进行实现了涂胶和合模的自动化配合,以解决手工涂胶效率低、涂胶的不稳定和不均匀的问题,通过自动涂胶和合模的动作,使得热胶涂胶将白模(即上模与下模)间隙完全填满,使白模成为一个整体。
28.本实施例中,机架10上还设有与下工装板22运动方向平行的第一导轨11,第一导轨11分布在下工装板22的两侧,横向输送器40的输送动作使得下工装板22在第一导轨11上做横向的往复运动(图中箭头方向为往复运动方向)。
29.这里设置第一导轨11,其目的在于方便下工装板22移动的稳定,保证下工装板在经过横向输送器40的带动后依旧能够精准的达到涂胶位置或者合模位置。
30.本实施例中,三轴运动器31可以理解为包括三个不同运动方向的模组组件,常规包括x轴运动、y轴运动和z轴运动,为了本文的描述,这里将三轴运动定义包括横轴导轨、纵轴导轨和竖轴导轨,其中涂胶器32通过安装板固定在竖轴导轨上,竖轴导轨通过第一滑座与横轴导轨滑动连接,横轴导轨通过第二滑座与纵轴导轨滑动连接。
31.可以理解为,通过横轴导轨、纵轴导轨和竖轴导轨之间的配合,使得涂胶器32能够实现上下、左右、前后运动,便于对下方处于涂胶位置的下模进行涂胶操作。
32.可选的,机架10内固定支撑架12,纵轴导轨固定在支撑架12上;这里支撑架12的高度设置应当保证下工装板22和下模能够顺利的往复运动;从而保证设置在支撑架12上的纵轴导轨高于下模的最高位置;保证下模在涂胶位置和合模位置的顺利往复运动。
33.本实施例中,参见图3,合模机构还包括上驱动器23,上工装板21通过上顶架24固定在上驱动器23的输出端。
34.这里的上驱动器23用于提供输出力,促使上工装板21能够相对于下工装板22进行移动,以实现精准合模。
35.这里的上驱动器可以为丝杆电机、电动缸、油缸或者气缸,本方案中优选为气缸作为驱动上工装板21的驱动器
36.同时,上顶架24包括连接部241和支脚部242,连接部241用于与上驱动器23固定;支脚部242分布在连接部241的四角,支脚部242用于与上工装板21固定连接。
37.这里通过设置支脚部242的方式,使得上驱动器23作用输出时,使力的传递能够分散且均匀的传导到上工装板21上,相比于传统的直接将上工装板21固定在上驱动器23输出端而导致作用力分布不均的情况;本方案对于保证上工装板21运动精度的提高具有极大地促进作用。
38.可选的,支脚部242与上工装板21之间还依次设置有上顶板25、固定板26,支脚部242与上顶板25固定,上工装板21与固定板26固定,上顶板25与固定板26之间设有弹性缓冲机构使得上顶板25与固定板26弹性连接。
39.这里设置弹性缓冲机构,其主要目的在于避免合模过程中出现白模(即上模或者下模)被强力挤压变形的情况出现,通过弹性缓冲机构给予一定的缓冲力,尤其在上模过压下模时;通过设置弹性缓冲机构使得上模对下模的压力处于可控的范围,避免出现挤压形变的情况出现。
40.具体的,弹性缓冲机构包括销柱和套接在销柱上的弹簧,销柱固定在固定板上,弹簧的两端分别抵接固定板26与上顶板25;即利用弹簧实现了压力的缓和。
41.本技术方案提供的装置,其取代了人工涂胶,使得劳动力得到了解放,同时避免了人工涂胶的不均匀性,提升了白模粘接速度,提高了消失模铸造工艺的成品率。
42.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1