一种基于金属粉末的激光熔融3d打印方法
1.本发明涉及一种增材制造3d打印技术领域,具体涉及一种基于金属粉末的激光熔融3d打印方法。
背景技术:
2.3d打印(3d printing)属于快速成型技术的一种,又称增材制造;它是一种以数字模型为基础,利用激光、热熔喷嘴等方式将塑料、金属、陶瓷粉末等材料进行逐层堆积黏结成型来构造物件的技术。近年来,3d打印技术广泛应用于工业设计、珠宝、汽车、航空航天、牙科和医疗产业、教育等众多领域都有应用。目前常见的3d打印机有选区激光熔融slm 、选择性激光烧结sls、三维粉末粘接、熔融层积成型 fdm等多种类型。
3.随着科学技术日新月异的进步,机械加工行业不断发展。而快速成型技术,尤其是激光3d打印技术在机械加工行业中起到了越来越大的作用,并渐渐在制造业得到了广泛应用,成为了如今机械制造业中不可或缺的一部分。3d打印技术正在快速改变我们传统的生产方式和生活方式,不少专家认为,以数字化、网络化、个性化、定制化为特点的3d打印制造技术将推动第三次工业革命。金属3d打印机可以打印金属件的打印机,现在常见的打印技术就是激光选区融化(熔融),将各种金属粉末进行激光高温熔化成型,简称lsm,可以将许多不同的金属粉末融化成型,如不锈钢,钴铬合金,钛合金,模具钢,贵金属等金属粉末。
4.现有的slm打印技术,当粉料为金属粉料时,存在打印精度较低的缺陷。
技术实现要素:
5.针对上述现有技术的不足,本发明所要解决的技术问题是:怎样提供一种能够更好地提高金属粉末的激光熔融3d打印制造精度的基于金属粉末的激光熔融3d打印方法。
6.为了解决上述技术问题,本发明采用了如下的技术方案:一种基于金属粉末的激光熔融3d打印方法,采用计算机将产品沿高度方向划分为若干层,从下到上将金属粉末逐层铺平后采用激光熔融的方式,按照每层的产品轮廓逐层打印直至产品成形,其特征在于,在金属粉末铺设打印之前先对其进行消磁处理。
7.申请人研究发现,金属粉末打印精度很难提高,很大部分原因在于当金属粉末中存在铁磁性较强或者易带电的金属粉末成分时,在输送以及混合过程中,容易因携带了电荷等原因而呈现出一定的电磁特性。这样在打印时的铺粉和激光熔化过程中,容易因为电磁特性产生金属颗粒之间的聚合性能影响其均匀熔化的效果,同时电磁力的存在也会影响金属电子吸收激光能量实现能级跃迁的效果,进而对3d打印成形的精度造成了较大的影响。故本方案中,在金属粉末铺设打印之前,先对其进行消磁处理。破坏掉其因电磁特性导致的粉末间聚合力,消除该现象对激光打印过程的影响,故能够更好地提高激光熔融打印精度。提高产品成形质量。
8.进一步地,采用对金属粉末施加交流脉冲电磁场实现消磁处理。
9.采用交流脉冲电磁场的方式消磁,在交流脉冲磁场干扰下,金属粉末磁体内部磁
场结构会被打乱实现消磁,具有操作方便简单,消磁效果优异的特点。
10.进一步地,本方法采用一种激光熔融3d打印设备实现,激光熔融3d打印设备包括能够衔接配合的成形缸装置、激光打印装置和铺粉装置,铺粉装置的输入端和一个送粉箱相连,送粉箱内设置有消磁装置。
11.其中,成形缸装置、打印装置和铺粉装置均为成熟的现有技术,不在此详细介绍,创新性的地方在于铺粉装置的送粉箱内设置有消磁装置。这样当打印材料为金属粉末时,可以靠消磁装置实现消磁。避免金属粉末携带的电磁特性对打印过程造成的影响,提高打印精度。
12.进一步地,送粉箱内具有一个盛粉腔,消磁装置包括位于盛粉腔内的一根消磁杆,消磁杆内设置有消磁线圈,消磁线圈和送粉箱上的一个交流脉冲控制器相连。
13.这样,可以方便通过交流脉冲控制器控制消磁杆产生交流脉冲电磁场,可以快速高效地打乱金属粉末磁体内部磁场,实现消磁效果。
14.进一步地,送粉箱内还设置有磁性检测器。
15.这样,可以检测确认消磁装置的消磁效果。
16.进一步地,消磁杆外壳为铁质材料,且消磁杆外部分布设置有若干凸起的尖刺。
17.这样依靠消磁杆外壳外凸的尖刺,可以更好地释放电磁场作用效果,以提高消磁效果。
18.进一步地,送风箱内还设置有搅拌装置。
19.这样,方便通过搅拌,均匀地实现消磁效果。
20.进一步地,消磁杆水平设置在盛粉腔下部,搅拌装置位于消磁杆上方,搅拌装置具有水平设置的驱动轴和垂直于驱动轴的搅拌杆,驱动轴和驱动电机相连。
21.这样,粉料在搅拌和重力的作用下,能够更好地通过搅拌到达底部实现消磁,更好地提高搅拌消磁效果和效率。
22.进一步地,搅拌装置中,驱动轴上垂向固定设置有若干沿轴向布置的正转搅拌杆,相邻正转搅拌杆之间还沿垂向安装有反转搅拌杆,反转搅拌杆正对的驱动轴上固定有主动齿轮,主动齿轮和中间齿轮啮合,中间齿轮和一个外齿圈啮合,反转搅拌杆固定在外齿圈外周壁上,外齿圈两侧侧壁设置有环形的连接板,驱动轴可转动地穿过连接板并安装主动齿轮,中间齿轮的转轴可滑动地设置在连接板内侧壁的环形滑槽内。
23.这样,驱动轴转动可带动正转搅拌杆正转,同时通过中间齿轮和外齿圈的传动,可以带动反转搅拌轴反转,可以极大地提高搅拌的效果,在带动金属粉末到达消磁装置的同时,可以更好地搅动粉末,避免材料在容粉箱内部产生堆积结块产生板结,影响使用效率。
24.进一步地,驱动轴外同轴套设有一个连接筒,连接筒包括位于两端并固定在盛粉腔内壁上的固定段,还包括多个和正转搅拌杆相连的正转段以及多个和反转搅拌杆相连的反转段,固定段、正转段和反转段之间的相邻的端部位置通过可滑动地卡接结构实现封闭配合。
25.这样,可以更好地保护连接筒内部的驱动轴以及传动齿轮结构,避免被粉料进入而产生卡堵。
26.进一步地,驱动轴的驱动电机安装在固定段内。
27.这样,方便电机的安装和保护。
28.进一步地,送粉箱内活动设置有一个盛粉箱,盛粉箱内腔为所述盛粉腔,盛粉箱下端搁置安装在一个可上下滑动的托板上,托板下方中部位置抵接设置有一个凸轮,凸轮和凸轮电机传动连接。
29.这样,通过凸轮装置,可以带动托板上下振动,粉料输送过程中,粉料在搅拌装置上方式卡堵时,可以通过振动抖散。搅拌过程中,也可以通过振动提高搅拌效果。实施时,托板周侧可上下滑动地安装在送粉箱内壁的滑槽内,方便其上下滑动。
30.进一步地,盛粉箱上端连接有进料软管并连接到送粉箱外,盛粉箱下端连接有出料软管并连接到送粉箱外。
31.这样,方便送粉箱进出料。
32.另外,实施时送粉箱前端安装有总控制器,所述交流脉冲控制器、磁性检测装置和驱动电机以及凸轮电机分别和总控制器相连。这样方便实现电气控制。实施时,总控制器上设置有操作面板和指示灯,所述操作面板用于控制分析的参数的调整,所述指示灯分为红色和绿色两种。
33.进一步地,送粉箱和盛粉箱前端还设置有观察窗。方便观察内部情况,优选的,所述观察窗由透明亚克力板制作而成。
34.故本装置中,利用脉冲控制器向消磁杆内部释放脉冲电流,实现对塑粉的消磁,利用搅拌机构实现塑粉的移动,提高消磁效率,同时利用磁性检测块实现对塑粉的监测,完成塑粉消磁工作,与此同时,启动驱动电机一带动凸轮旋转,实现容粉箱的上下移动带动塑粉在容粉箱内部晃动,提高消磁效率。
35.综上所述,本发明具有能够通过对金属粉料消磁,以提高打印制造精度的特点,同时能够更好地分散粉料,提高粉料输送的顺畅性。
附图说明
36.图1为本发明具体实施时采用的激光熔融3d打印设备中单独送粉箱的结构示意图。
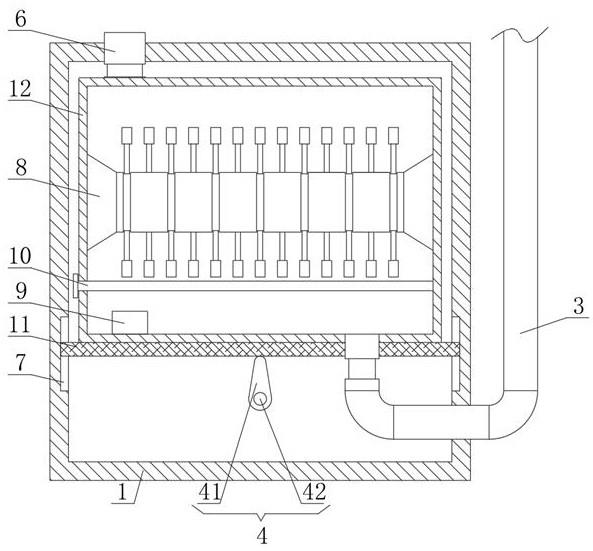
37.图2为图1的内部结构示意图。
38.图3为图1中单独搅拌装置的结构示意图。
39.图4为图1的送粉箱中单独反正搅拌杆连接处的结构示意图。
40.图5为图3中a处结构放大示意图。
具体实施方式
41.下面结合具体实施方式对本发明作进一步的详细说明。
42.具体实施方式:一种基于金属粉末的激光熔融3d打印方法,采用计算机将产品沿高度方向划分为若干层,从下到上将金属粉末逐层铺平后采用激光熔融的方式,按照每层的产品轮廓逐层打印直至产品成形,其特点在于,在金属粉末铺设打印之前先对其进行消磁处理。
43.申请人研究发现,金属粉末打印精度很难提高,很大部分原因在于当金属粉末中存在铁磁性较强或者易带电的金属粉末成分时,在输送以及混合过程中,容易因携带了电荷等原因而呈现出一定的电磁特性。这样在打印时的铺粉和激光熔化过程中,容易因为电
磁特性产生金属颗粒之间的聚合性能影响其均匀熔化的效果,同时电磁力的存在也会影响金属电子吸收激光能量实现能级跃迁的效果,进而对3d打印成形的精度造成了较大的影响。故本方案中,在金属粉末铺设打印之前,先对其进行消磁处理。破坏掉其因电磁特性导致的粉末间聚合力,消除该现象对激光打印过程的影响,故能够更好地提高激光熔融打印精度。提高产品成形质量。
44.其中,采用对金属粉末施加交流脉冲电磁场实现消磁处理。
45.采用交流脉冲电磁场的方式消磁,在交流脉冲磁场干扰下,金属粉末磁体内部磁场结构会被打乱实现消磁,具有操作方便简单,消磁效果优异的特点。
46.具体实施时,本方法采用一种激光熔融3d打印设备实现,激光熔融3d打印设备包括能够衔接配合的成形缸装置、激光打印装置和铺粉装置,铺粉装置的输入端和一个送粉箱相连,送粉箱内设置有消磁装置。
47.其中,成形缸装置、打印装置和铺粉装置均为成熟的现有技术,不在此详细介绍,创新性的地方在于铺粉装置的送粉箱内设置有消磁装置。这样当打印材料为金属粉末时,可以靠消磁装置实现消磁。避免金属粉末携带的电磁特性对打印过程造成的影响,提高打印精度。
48.具体地说,参见图1-5,送粉箱1内具有一个盛粉腔,消磁装置包括位于盛粉腔内的一根消磁杆10,消磁杆内设置有消磁线圈,消磁线圈和送粉箱1上的一个交流脉冲控制器2相连。
49.这样,可以方便通过交流脉冲控制器控制消磁杆产生交流脉冲电磁场,可以快速高效地打乱金属粉末磁体内部磁场,实现消磁效果。
50.其中,送粉箱内还设置有磁性检测器9。
51.这样,可以检测确认消磁装置的消磁效果。
52.其中,消磁杆10外壳为铁质材料,且消磁杆10外部分布设置有若干凸起的尖刺。
53.这样依靠消磁杆外壳外凸的尖刺,可以更好地释放电磁场作用效果,以提高消磁效果。
54.其中,送风箱内还设置有搅拌装置。
55.这样,方便通过搅拌,均匀地实现消磁效果。
56.其中,消磁杆水平设置在盛粉腔下部,搅拌装置位于消磁杆上方,搅拌装置8具有水平设置的驱动轴和垂直于驱动轴的搅拌杆,驱动轴和驱动电机86相连。
57.这样,粉料在搅拌和重力的作用下,能够更好地通过搅拌到达底部实现消磁,更好地提高搅拌消磁效果和效率。
58.其中,搅拌装置8中,驱动轴81上垂向固定设置有若干沿轴向布置的正转搅拌杆82,相邻正转搅拌杆之间还沿垂向安装有反转搅拌杆83,反转搅拌杆正对的驱动轴上固定有主动齿轮854,主动齿轮和中间齿轮852啮合,中间齿轮和一个外齿圈啮合,反转搅拌杆固定在外齿圈外周壁上,外齿圈两侧侧壁设置有环形的连接851板,驱动轴可转动地穿过连接板并安装主动齿轮,中间齿轮的转轴可滑动地设置在连接板内侧壁的环形滑槽853内。这样主动齿轮、中间齿轮和外齿圈构成了反转传动机构85。
59.这样,驱动轴转动可带动正转搅拌杆正转,同时通过中间齿轮和外齿圈的传动,可以带动反转搅拌轴反转,可以极大地提高搅拌的效果,在带动金属粉末到达消磁装置的同
时,可以更好地搅动粉末,避免材料在容粉箱内部产生堆积结块产生板结,影响使用效率。
60.其中,驱动轴外同轴套设有一个连接筒,连接筒包括位于两端并固定在盛粉腔内壁上的固定段,还包括多个和正转搅拌杆相连的正转段以及多个和反转搅拌杆相连的反转段84,固定段、正转段和反转段之间的相邻的端部位置通过可滑动地卡接结构87实现封闭配合。
61.这样,可以更好地保护连接筒内部的驱动轴以及传动齿轮结构,避免被粉料进入而产生卡堵。
62.其中,驱动轴的驱动电机86安装在固定段内。
63.这样,方便电机的安装和保护。
64.其中,送粉箱1内活动设置有一个盛粉箱12,盛粉箱12内腔为所述盛粉腔,盛粉箱下端搁置安装在一个可上下滑动的托板11上,托板11下方中部位置抵接设置有一个凸轮41,凸轮和凸轮电机42传动连接并构成振动装置4。
65.这样,通过凸轮装置,可以带动托板上下振动,粉料输送过程中,粉料在搅拌装置上方式卡堵时,可以通过振动抖散。搅拌过程中,也可以通过振动提高搅拌效果。实施时,托板周侧可上下滑动地安装在送粉箱内壁的滑槽7内,方便其上下滑动。
66.其中,盛粉箱上端连接有进料软管6并连接到送粉箱外,盛粉箱下端连接有出料软管3并连接到送粉箱外。
67.这样,方便送粉箱进出料。
68.另外,实施时送粉箱前端安装有总控制器5,所述交流脉冲控制器2、磁性检测装置和驱动电机以及凸轮电机分别和总控制器5相连。这样方便实现电气控制。实施时,总控制器上设置有操作面板和指示灯,所述操作面板用于控制分析的参数的调整,所述指示灯分为红色和绿色两种。
69.其中,送粉箱和盛粉箱前端还设置有观察窗。方便观察内部情况,优选的,所述观察窗由透明亚克力板制作而成。
70.故本装置中,利用脉冲控制器向消磁杆内部释放脉冲电流,实现对塑粉的消磁,利用搅拌机构实现塑粉的移动,提高消磁效率,同时利用磁性检测块实现对塑粉的监测,完成塑粉消磁工作,与此同时,启动驱动电机一带动凸轮旋转,实现容粉箱的上下移动带动塑粉在容粉箱内部晃动,提高消磁效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1