一种自动打磨机器人的控制系统的制作方法
1.本发明涉及自动打磨控制技术领域,具体涉及一种自动打磨机器人的控制系统。
背景技术:
2.产品由零件装配而成,零件由机器经过多工序处理而成,现有的机械加工方法主要有车、铣、刨、磨、钻、镗、冲、锯和插等方法,当然还可以包括线切割、铸造、锻造、电腐蚀、粉末加工、电镀、各种热处理等;就普通的工件成型而言,在上一道车削后都会形成毛刺,或者需要改进上一工序的粗糙度,均需要下一个工序进行打磨处理;而现有的打磨过程则是直接将上一道加工后的工件放置到打磨设备内,启动控制器控制机器运转,在同一压力和速度下通过自动打磨机器人直接对工件表面或边缘进行打磨,待一段时间后,再将打磨后的工件取出,即完成了对工件打磨的过程;由此可以看出,控制系统并不能够根据工件自身的情况,例如毛刺多少、温度高低和工件种类等来进行针对性的打磨,从而造成工件打磨的周期和效果不能够得到有效控制,造成工件打磨效率和效果低下,甚至会造成工件表面损伤的情况出现。
3.鉴于此,为了克服上述技术问题,本发明据此提出了一种自动打磨机器人的控制系统,解决了上述技术问题。
技术实现要素:
4.为了弥补现有技术的不足,本发明提出了一种自动打磨机器人的控制系统,通过将工件送在打磨终端中的自动打磨机器人进行打磨前,通过感测终端测量工件的外形和规格,再检测工件表面的毛刺量等参数,再将参数收集后传输至控制终端,再通过控制终端对参数进行分析,使得每种参数对应着不同的的打磨终端的参数,从而提高工件打磨效率和效果。
5.本发明所述的一种自动打磨机器人的控制系统,包括:打磨终端,所述打磨终端以打磨设备为载体,例如自动打磨机器人;所述打磨终端用于对工件进行自动打磨;所述自动打磨机器人的控制系统还包括:感测终端;所述感测终端以感应测量设备为载体,例如ccd视觉检测设备、摄像头、温度传感器和湿度传感器;所述感测终端用于对工件在打磨前的情况进行检测,例如工件附着毛刺量、工件温度和工件湿度等;控制终端;所述控制终端以电子设备为载体,例如中央处理器;所述打磨终端、感测终端和控制终端之间通过网络连接;所述控制终端能够接收所述感测终端感应测量后的数据;所述控制终端能够将所述感测终端的数据进行分析后传输至所述打磨终端,且控制打磨终端对工件进行打磨处理。
6.优选的,所述感测终端包括感测模块和第一传输单元;所述感测模块以电子设备
为载体;所述感测模块对待打磨工件的参数进行捕捉;所述第一传输单元用于将所述感测模块的数据传输至所述控制终端;所述感测终端包括视觉检测单元和重力参数单元;所述控制终端包括测算模块和第二传输单元;所述第二传输单元用于接收第一传输单元的数据;所述测算模块对所述感测模块测量的数据进行分析;所述测算模块会将分析后的数据通过第二传输单元传输至所述打磨终端;所述打磨终端包括打磨模块和第三传输单元;所述第三传输单元能够通过第二传输单元获取所述测算模块的分析数据,所述打磨模块针对所述第三传输单元中的分析数据进行针对性的打磨。
7.优选的,所述打磨终端还包括鼓风模块;所述鼓风模块以吹风设备为载体,例如鼓风机;所述第三传输单元能够将第二传输单元的数据传导至所述鼓风模块;所述感测终端还包括温度感应单元,所述温度感应单元以温度传感设备为载体,例如测温枪;所述温度感应单元能够对待打磨的工件表面温度进行检测。
8.优选的,所述感测终端还包括湿度检测单元;所述湿度检测单元能够将工件表面的湿度情况及时反馈至所述打磨终端。
9.优选的,所述视觉检测单元还对工件的打磨形状、面积、毛刺量和毛刺疏密程度进行记录,所述视觉检测单元会将数据传输至所述测算模块;所述打磨模块对将设备的打磨速度参数和周期以数据形式传输至所述测算模块。
10.优选的,所述感测模块还包括硬度检测单元;所述硬度检测单元能够对工件的硬度进行检测,所述硬度检测单元将工件的硬度参数传输至所述感测模块。
11.优选的,所述视觉检测单元能够实时监视所述鼓风模块对工件的作用效果;所述测算模块能够依据所述视觉检测单元的作用效果实现对所述鼓风模块的参数控制;所述测算模块能够依据所述鼓风模块的作用效果实现对所述打磨模块的参数控制。
12.优选的,所述打磨终端还包括重力检测单元;所述重力检测单元以重力检测设备为载体,例如重力检测传感器;所述重力检测单元用于检测所述打磨模块的重力参数;所述视觉检测单元能够对所述打磨模块进行监视。
13.本发明的有益效果如下:1.本发明通过将工件送在打磨终端中的自动打磨机器人进行打磨前,通过感测终端测量工件的外形和规格,再检测工件表面的毛刺量等参数,再将参数收集后传输至控制终端,再通过控制终端对参数进行分析,使得每种参数对应着不同的的打磨终端的参数,从而提高工件打磨效率和效果。
14.2.本发明通过温度感应单元来感应打磨前的工件表面的温度,根据金属的性质,温度越高,表面越容易造成划痕,因此我们可以根据温度的高低来控制鼓风模块对工件进行风冷的时间,且通过结合视觉检测单元的毛刺密度分布情况来控制鼓风模块喷出的气压、气体量和喷气时间,实现针对性清理毛刺的同时还能够最大化利用鼓风模块的能源,同时工件的各处温度并不完全相同,则通过调整鼓风模块的吹风位置来针对性的风冷。
15.3.本发明通过重力检测传感器来实时检测每一次打磨完成后的打磨模块中打磨工具即毛刷的重量,以此来控制打磨工具转动实现将各毛刷之间夹杂的毛刺等杂质甩出的目的,直至感应出转动后的打磨工具的重力不大于打磨工具初始状态下的重量为止,以此得出各毛刷之间的杂质得到清理,减小由于打磨工具上夹杂的毛刺等杂质对硬度较低的工
件表面造成划伤,而对于下一个工件硬度高于打磨工具中夹杂的毛刺等杂质而言不做出清理,节约了打磨时间。
附图说明
16.下面结合附图和实施方式对本发明进一步说明。
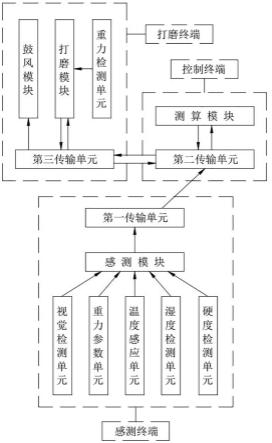
17.图1是本发明中系统的流程框图。
具体实施方式
18.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
19.如图1所示,本发明所述的一种自动打磨机器人的控制系统,包括:打磨终端,所述打磨终端以打磨设备为载体,例如自动打磨机器人;所述打磨终端用于对工件进行自动打磨;所述自动打磨机器人的控制系统还包括:感测终端;所述感测终端以感应测量设备为载体,例如ccd视觉检测设备、摄像头、温度传感器和湿度传感器;所述感测终端用于对工件在打磨前的情况进行检测,例如工件附着毛刺量、工件温度和工件湿度等;控制终端;所述控制终端以电子设备为载体,例如中央处理器;所述打磨终端、感测终端和控制终端之间通过网络连接;所述控制终端能够接收所述感测终端感应测量后的数据;所述控制终端能够将所述感测终端的数据进行分析后传输至所述打磨终端,且控制打磨终端对工件进行打磨处理;使用时,现有的打磨过程则是直接将上一道加工后的工件放置到打磨设备内,启动控制器控制机器运转,在同一压力和速度下通过自动打磨机器人直接对工件表面或边缘进行打磨,待一段时间后,再将打磨后的工件取出,即完成了对工件打磨的过程;由此可以看出,控制系统并不能够根据工件自身的情况,例如毛刺多少、温度高低和工件种类等来进行针对性的打磨,从而造成工件打磨的周期和效果不能够得到有效控制,造成工件打磨效率和效果低下,甚至会造成工件表面损伤的情况出现;因此本发明将工件送在打磨终端中的自动打磨机器人进行打磨前,通过感测终端测量工件的外形和规格,再检测工件表面的毛刺量等参数,再将参数收集后传输至控制终端,再通过控制终端对参数进行分析,使得每种参数对应着不同的的打磨终端的参数,从而提高工件打磨效率和效果。
20.作为本发明的一种实施方式,所述感测终端包括感测模块和第一传输单元;所述感测模块以电子设备为载体;所述感测模块对待打磨工件的参数进行捕捉;所述第一传输单元用于将所述感测模块的数据传输至所述控制终端;所述感测终端包括视觉检测单元和重力参数单元;所述控制终端包括测算模块和第二传输单元;所述第二传输单元用于接收第一传输单元的数据;所述测算模块对所述感测模块测量的数据进行分析;所述测算模块会将分析后的数据通过第二传输单元传输至所述打磨终端;
所述打磨终端包括打磨模块和第三传输单元;所述第三传输单元能够通过第二传输单元获取所述测算模块的分析数据,所述打磨模块针对所述第三传输单元中的分析数据进行针对性的打磨;使用时,感测模块中的视觉检测单元可以例如ccd视觉检测设备以此来检测毛刺量,毛刺量越大,其打磨模块工作的时间也就越长;ccd视觉检测设备也能够检测毛刺的大小和分布情况,对于毛刺较大的地方,打磨模块做重点打磨,且毛刺分布更密集的地方相比较毛刺稀疏的地方打磨时间更长,且通过各种视觉观察设备来监控工件实时打磨后工件附着毛刺情况,则做出及时停止,从而提高打磨效率,避免出现无效打磨的情况出现,同时通过将待打磨的工件放置到检测平台上,通过精密件重力感应一方面能够检测工件是否符合标准重量,例如尺寸偏差大、放错工件或内部有较大气孔都会导致重量不同,这种偏差较大则能够及时发现剔除,而对于附着的毛刺量的多少的重力偏差不会太大,但也能够获取工件附着毛刺多少的大致范围,为打磨模块控制打磨时间提供依据,视觉检测单元还可以包括摄像头,通过摄像头也能够配合ccd视觉检测设备实现工件毛刺观察。
21.作为本发明的一种实施方式,所述打磨终端还包括鼓风模块;所述鼓风模块以吹风设备为载体,例如鼓风机;所述第三传输单元能够将第二传输单元的数据传导至所述鼓风模块;所述感测终端还包括温度感应单元,所述温度感应单元以温度传感设备为载体,例如测温枪;所述温度感应单元能够对待打磨的工件表面温度进行检测;使用时,通过温度感应单元来感应打磨前的工件表面的温度,根据金属的性质,温度越高,表面越容易造成划痕,因此我们可以根据温度的高低来控制鼓风模块对工件进行风冷的时间,且通过结合视觉检测单元的毛刺密度分布情况来控制鼓风模块喷出的气压、气体量和喷气时间,实现针对性清理毛刺的同时还能够最大化利用鼓风模块的能源,同时工件的各处温度并不完全相同,则通过调整鼓风模块的吹风位置来针对性的风冷。
22.作为本发明的一种实施方式,所述感测终端还包括湿度检测单元;所述湿度检测单元能够将工件表面的湿度情况及时反馈至所述打磨终端;使用时,对于工件表面湿度较大即水分含量较大时,若直接打磨会造成打磨杂质粘附后形成杂质带动划伤工件表面,现有的打磨工具为刷子或磨盘,因此本实施例通过鼓风模块吹风清理,再配合打磨模块对工件表面轻微刷动来配合,对工件表面的毛刺和杂质进行预处理,若工件表面湿度较小即水分含量较小时,则无需通过打磨模块对工件进行预处理,而直接进行打磨,从而大大提高的工件打磨效率。
23.作为本发明的一种实施方式,所述视觉检测单元还对工件的打磨形状、面积、毛刺量和毛刺疏密程度进行记录,所述视觉检测单元会将数据传输至所述测算模块;所述打磨模块对将设备的打磨速度参数和周期以数据形式传输至所述测算模块;使用时,同一种材料下,视觉检测单元记录待打磨工件的打磨面积,即打磨面积越大对打磨工具的损耗越大,且视觉检测单元记录待打磨工件的打磨形状,即打磨形状越不规则,也可以理解为粗糙度越大对打磨工具的损耗越大;且视觉检测单元寄了带打磨工件的毛刺量越大则对打磨工具的损耗也就越大;且视觉检测单元对工件毛刺越密集则表示对打磨工具的损耗越大,而视觉检测单元以这种记录的方式将这些情况以数据的形式记录在感测模块内,再通过感测模块传输至第一传输单元,再通过第一传输单元传输至第二传输单元,最后传输至测算模块内形成对应打磨工具的记录,同时打磨模块也会将相对应的打磨速度参数通过第三传输单
元、第二传输单元来传输至测量模块也形成记录,使得本实施例能够通过这些记录测算出每一个打磨工具的耐久寿命,再通过耐久寿命,使得下一个打磨工具被损耗后,通过测算模块进行预先测算,实现优先报警,防止造成打磨失效,甚至造成工件损伤的情况;通过记录每种打磨工具实际使用的使用参数还能够反馈打磨工具供应商来提高打磨工具的使用寿命。
24.作为本发明的一种实施方式,所述感测模块还包括硬度检测单元;所述硬度检测单元能够对工件的硬度进行检测,所述硬度检测单元将工件的硬度参数传输至所述感测模块;使用时,通过对工件在被加工后,受到温度等因素变化会造成工件硬度发生变化,而每个硬度应当对应相对应的打磨工具,且硬度的不同也会对打磨工具的磨损不同,因此通过硬度检测单元对待打磨的工件进行硬度进行记录,从而提高了测量模块对打磨工具使用寿命的测算精度。
25.作为本发明的一种实施方式,所述视觉检测单元能够实时监视所述鼓风模块对工件的作用效果;所述测算模块能够依据所述视觉检测单元的作用效果实现对所述鼓风模块的参数控制;所述测算模块能够依据所述鼓风模块的作用效果实现对所述打磨模块的参数控制;使用时,在同一时间下,鼓风模块吹风的气量大小和气压情况不变,而通过视觉检测单元和重力参数单元可以观察工件上的毛刺并没有减少,此时通过测算模块控制鼓风模块调整气量和气压,从而使得以最小的气量和气压来达到清理杂质或毛刺的目的,且测算模块记录不同工件上的毛刺被吹动的压力阈值,使得再下一次对相同工件上的毛刺吹动时依据上一次被吹动的压力阈值,避免由于鼓风模块的气量和气压由小到阈值的能源浪费,若工件上的毛刺或杂质不能够通过鼓风模块实现清理,则通过测算模块控制打磨模块对工件的打磨力度,使得毛刺或杂质能够得到被清理,即鼓风模块对工件毛刺或杂质进行预清理过程中,对于工件粘附力不同的毛刺,测算模块通过相对应的压力和转速测算,来调整打磨模块相对应的打磨压力和转速。
26.作为本发明的一种实施方式,所述打磨终端还包括重力检测单元;所述重力检测单元以重力检测设备为载体,例如重力检测传感器;所述重力检测单元用于检测所述打磨模块的重力参数;所述视觉检测单元能够对所述打磨模块进行监视;使用时,通过重力检测传感器来实时检测每一次打磨完成后的打磨模块中打磨工具即毛刷的重量,以此来控制打磨工具转动实现将各毛刷之间夹杂的毛刺等杂质甩出的目的,直至感应出转动后的打磨工具的重力不大于打磨工具初始状态下的重量为止,以此得出各毛刷之间的杂质得到清理,减小由于打磨工具上夹杂的毛刺等杂质对硬度较低的工件表面造成划伤,而对于下一个工件硬度高于打磨工具中夹杂的毛刺等杂质而言不做出清理,节约了打磨时间,同时通过视觉检测单元辅助重力检测单元,使得本实施例检测和感应更加准确。
27.具体工作流出如下:将工件送在打磨终端中的自动打磨机器人进行打磨前,通过感测终端测量工件的外形和规格,再检测工件表面的毛刺量等参数,再将参数收集后传输至控制终端,再通过控制终端对参数进行分析,使得每种参数对应着不同的的打磨终端的参数;其中,感测模块中的视觉检测单元可以例如ccd视觉检测设备以此来检测毛刺量,毛刺量越大,其打磨模块工作的时间也就越长;ccd视觉检测设备也能够检测毛刺的大小和分布情况,对于毛刺较大的地方,打磨模块做重点打磨,且毛刺分布更密集的地方相比较毛
刺稀疏的地方打磨时间更长,且通过各种视觉观察设备来监控工件实时打磨后工件附着毛刺情况,则做出及时停止,从而提高打磨效率,避免出现无效打磨的情况出现,同时通过将待打磨的工件放置到检测平台上,通过精密件重力感应一方面能够检测工件是否符合标准重量,例如尺寸偏差大、放错工件或内部有较大气孔都会导致重量不同,这种偏差较大则能够及时发现剔除,而对于附着的毛刺量的多少的重力偏差不会太大,但也能够获取工件附着毛刺多少的大致范围,为打磨模块控制打磨时间提供依据,视觉检测单元还可以包括摄像头,通过摄像头也能够配合ccd视觉检测设备实现工件毛刺观察;其中,通过温度感应单元来感应打磨前的工件表面的温度,根据金属的性质,温度越高,表面越容易造成划痕,因此我们可以根据温度的高低来控制鼓风模块对工件进行风冷的时间,且通过结合视觉检测单元的毛刺密度分布情况来控制鼓风模块喷出的气压、气体量和喷气时间,实现针对性清理毛刺的同时还能够最大化利用鼓风模块的能源,同时工件的各处温度并不完全相同,则通过调整鼓风模块的吹风位置来针对性的风冷;其中,对于工件表面湿度较大即水分含量较大时,若直接打磨会造成打磨杂质粘附后形成杂质带动划伤工件表面,现有的打磨工具为刷子或磨盘,因此本实施例通过鼓风模块吹风清理,再配合打磨模块对工件表面轻微刷动来配合,对工件表面的毛刺和杂质进行预处理,若工件表面湿度较小即水分含量较小时,则无需通过打磨模块对工件进行预处理,而直接进行打磨;其中,视觉检测单元记录待打磨工件的打磨面积,即打磨面积越大对打磨工具的损耗越大,且视觉检测单元记录待打磨工件的打磨形状,即打磨形状越不规则,也可以理解为粗糙度越大对打磨工具的损耗越大;且视觉检测单元寄了带打磨工件的毛刺量越大则对打磨工具的损耗也就越大;且视觉检测单元对工件毛刺越密集则表示对打磨工具的损耗越大,而视觉检测单元以这种记录的方式将这些情况以数据的形式记录在感测模块内,再通过感测模块传输至第一传输单元,再通过第一传输单元传输至第二传输单元,最后传输至测算模块内形成对应打磨工具的记录,同时打磨模块也会将相对应的打磨速度参数通过第三传输单元、第二传输单元来传输至测量模块也形成记录,使得本实施例能够通过这些记录测算出每一个打磨工具的耐久寿命,再通过耐久寿命,使得下一个打磨工具被损耗后,通过测算模块进行预先测算,实现优先报警,防止造成打磨失效,甚至造成工件损伤的情况;其中,通过对工件在被加工后,受到温度等因素变化会造成工件硬度发生变化,而每个硬度应当对应相对应的打磨工具,且硬度的不同也会对打磨工具的磨损不同,因此通过硬度检测单元对待打磨的工件进行硬度进行记录;在同一时间下,鼓风模块吹风的气量大小和气压情况不变,而通过视觉检测单元和重力参数单元可以观察工件上的毛刺并没有减少,此时通过测算模块控制鼓风模块调整气量和气压,从而使得以最小的气量和气压来达到清理杂质或毛刺的目的,且测算模块记录不同工件上的毛刺被吹动的压力阈值,使得再下一次对相同工件上的毛刺吹动时依据上一次被吹动的压力阈值,避免由于鼓风模块的气量和气压由小到阈值的能源浪费,若工件上的毛刺或杂质不能够通过鼓风模块实现清理,则通过测算模块控制打磨模块对工件的打磨力度,使得毛刺或杂质能够得到被清理,即鼓风模块对工件毛刺或杂质进行预清理过程中,对于工件粘附力不同的毛刺,测算模块通过相对应的压力和转速测算,来调整打磨模块相对应的打磨压力和转速;通过重力检测传感器来实时检测每一次打磨完成后的打磨模块中打磨工具即毛刷的重量,以此来控制打磨
工具转动实现将各毛刷之间夹杂的毛刺等杂质甩出的目的,直至感应出转动后的打磨工具的重力不大于打磨工具初始状态下的重量为止,以此得出各毛刷之间的杂质得到清理,减小由于打磨工具上夹杂的毛刺等杂质对硬度较低的工件表面造成划伤,而对于下一个工件硬度高于打磨工具中夹杂的毛刺等杂质而言不做出清理。
28.为了验证本发明中打磨工件自身参数对打磨工具磨损的重要性,现作出以下实验:实验验证试验目的:验证打磨工件的自身参数对打磨工具磨损的影响;试验参数:打磨平面、打磨面积、毛刺量、毛刺疏密程度和硬度;由表格可知,打磨平面越粗糙,其打磨工具使用寿命越低;打磨面积越大,其打磨工具使用寿命越低;打磨的毛刺量越大,其打磨工具使用寿命越低;打磨的毛刺疏密程度越密集,其打磨工具使用寿命越低;打磨工件的硬度越高,其打磨工具使用寿命越低;因此在自动打磨机器人打磨工件的过程中,需要及时的对打磨工件的使用寿命进行监控,从而避免由于对工件的打磨工具更换不及时造成打磨失效,即无效打磨的情况出现。
29.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1