光伏玻璃的电光辊、光伏玻璃的制作方法及耐磨光伏玻璃与流程
1.本发明属于光伏玻璃技术领域,尤其涉及一种光伏玻璃的电光辊、光伏玻璃的制作方法及耐磨光伏玻璃。
背景技术:
2.全球太阳能光伏市场发展迅猛。随着技术的积累与进步,人们对高功率高性能太阳能电池的追求从未停止。同时,针对不同使用环境,太阳能组件细分了不同种类,以面对不同客户需求。这样一来,对光伏玻璃企业也提出了更高的要求。太阳能组件企业对光伏玻璃企业提出了高耐磨性能ar镀膜光伏玻璃前板的需求。
3.ar钢化镀膜时溶液先流入电光辊和胶辊中间,依靠电光辊辊身的四角网纹凹纹截取溶液以点状均匀涂抹到胶辊上,如图1至图3所示为传统ar一般采用的60目电光辊10’,传统60目电光辊10’中的花纹结构11’上的花纹与花纹中间有0.05mm间隔(设定为l1’),花纹间隙为0.423mm(设定为l2’),花纹深度130
‑
180μm(设定为h1’),此花纹结构密度稀疏且角度大而深,每个花纹间隔大,镀膜时涂抹到胶辊上的溶液点高度偏高而密度稀疏,这样膜层容易出现拉丝缺陷,镀膜后膜层不均匀(只能控制在
±
10nm),表面不平滑,耐磨性能差,透过率仅为93.8%
‑
94%。
4.而使用传统的80目电光辊,花纹与花纹中间有0.05mm间隔,花纹间隙变小,镀膜时要保证同样的膜厚,花纹深度要加大到140
‑
190μm,这样表面不光滑,同样耐磨性差。
5.且玻璃在镀增透膜的过程中,辊涂机中的溶液流平工装风幕机出风角度一般为45度,此角度流出的增透膜层会偏厚。
技术实现要素:
6.本申请实施例的目的在于提供一种光伏玻璃的电光辊、光伏玻璃的制作方法及耐磨光伏玻璃,旨在解决现有镀膜光伏玻璃不耐磨的问题。
7.为实现上述目的,本申请采用的技术方案是:提供一种光伏玻璃的电光辊,所述电光辊的侧表面开设有均匀排列且呈凹凸状的花纹结构,相邻的两所述花纹结构之间沿所述电光辊表面的间距范围为0.001~0.03mm;所述花纹结构的深度范围为80μm~130μm。
8.在一个实施例中,所述相邻两所述花纹结构之间的平面间隔为0.01mm。
9.在一个实施例中,所述花纹结构的间隙为0.317mm。
10.在一个实施例中,所述花纹结构的深度为100μm。
11.在一个实施例中,所述花纹结构包括位于下端的圆形部以及位于圆形部上端并与圆形部连通的方形部。
12.在一个实施例中,所述光伏玻璃的电光辊的表面涂置有二氧化硅层。
13.在一个实施例中,所述二氧化硅层的折射率为1.3。
14.本发明还提供一种光伏玻璃的制作方法,使用了所述的光伏玻璃的电光辊,包括有以下步骤:
15.s10:提供玻璃基板;
16.s20:对所述玻璃基板切割成所需的尺寸;
17.s30:对切割完成的所述玻璃基板预热;
18.s40:将辊涂机中的溶液流平工装风幕机出风角度调整到30度,预热后的所述玻璃基板送入辊涂机内,所述辊涂机内设有所述电光辊,所述电光辊将所述辊涂机中的增透膜溶液截取以点状涂抹到辊涂机内的胶辊上,所述胶辊再将涂抹在表面的增透膜溶液均匀地涂覆到所述玻璃基板的表面,并在所述玻璃基板的表面形成所述花纹结构;
19.s50:将涂覆有所述增透膜溶液的所述玻璃基板送入第一固化炉中固化,使得所述玻璃基板上的所述增透膜溶液固化形成增透膜;
20.s60:带有所述增透膜的所述玻璃基板冷却后,送入钢化炉内进行钢化。
21.本发明还提供一种使用所述的光伏玻璃的制作方法制作的耐磨光伏玻璃,所述耐磨光伏玻璃的表面涂置形成有所述的花纹结构。
22.在一个实施例中,所述耐磨光伏玻璃的透过率大于等于93.9%。
23.本申请的有益效果在于:通过在玻璃镀膜时,使用相邻两花纹结构之间的平面间隔为0.001mm至0.03mm和花纹结构的深度为80μm至130μm的电光辊,从而在玻璃表面涂置有与电光辊表面相同的花纹结构,具有该花纹结构的玻璃花纹深度更浅更平滑,花纹凹点密度更大,花纹间隔更小,从而更加的耐磨。且在玻璃镀膜过程中将辊涂机中的溶液流平工装风幕机出风角度调整到30度,从而流出的增透膜层会更平滑,耐磨性能更优异。
附图说明
24.为了更清楚地说明本申请实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
25.图1为传统60目电光辊的结构示意图;
26.图2为传统60目电光辊表面的花纹结构示意图;
27.图3是图2中b
‑
b处的截面图;
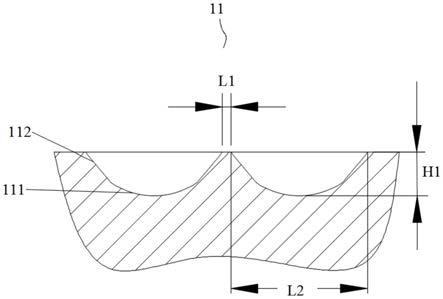
28.图4是本申请提供的电光辊的结构示意图;
29.图5是本申请提供的电光辊表面的花纹结构示意图;
30.图6是图5中c
‑
c处的截面图。
31.其中,图中各附图标记:
32.10’、60目电光辊
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11’、花纹结构
33.10、电光辊
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11、花纹结构
34.111、圆形部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
112、方形部。
具体实施方式
35.为了使本申请所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本申请进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本申请,并不用于限定本申请。
36.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
37.需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请的限制。
38.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本申请的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
39.请参阅图4至图6,本申请实施例提供了一种光伏玻璃的电光辊10,可选地,电光辊10为80目电光辊,80目电光辊相较60目的电光辊花纹更密,几何参数更平滑,溶液经过80目电光辊分配到涂抹辊上的溶液小点更矮平更细密,从而杜绝了膜面拉丝等缺陷。当然电光辊10还可以为100目的或者120目的。
40.电光辊的侧表面设有均匀排列且呈凹凸状的花纹结构11,相邻两花纹结构11之间的平面间隔为0.001mm~0.03mm,可选地,相邻两花纹结构11之间的平面间隔可为0.001mm、0.002mm、0.003mm、0.004mm、0.005mm、0.006mm、0.007mm、0.008mm、0.009mm、0.01mm、0.02mm、0.03mm。将相邻两花纹结构11之间沿电光辊表面的间隔设定为l1,则l1为0.001mm至0.03mm。花纹结构的深度为80μm至130μm,可选地,花纹结构的深度可为80μm、90μm、100μm、110μm、120μm、130μm。将花纹结构的深度设定为h1,则h1为80μm~130μm。通过将相邻两花纹结构11之间的平面间隔从传统的0.05mm缩小到0.001mm~0.03mm,以及将花纹结构11的深度从传统的140μm~190μm变浅到80μm~130μm,从而使用电光辊10涂置出来的光伏玻璃表面花纹深度更浅更平滑,花纹凹点密度更大,花纹间隔更小,从而更加的耐磨。
41.在一个实施例中,相邻两花纹结构11之间的平面间隔为0.01mm。使用该间隔涂置出来的光伏玻璃上的花纹凹点密度更大,花纹间隔更小。
42.在一个实施例中,花纹结构的深度为100μm,当花纹结构11的深度优选的为100μm以及相邻两花纹结构11之间的平面间隔优选的为0.01mm时,此时,涂置出来的光伏玻璃的耐磨性能最优。
43.在一个实施例中,花纹结构11的间隙为0.317mm,将花纹结构11的间隙设定为l2,从传统花纹结构11的较大间隙缩小到0.317mm,从而使用电光辊10涂置出来的光伏玻璃表面花纹更多,更密集。
44.在一个实施例中,花纹结构11包括位于下端的圆形部111以及位于圆形部上端并与圆形部连通的方形部112,通过此花纹结构带出来的光伏玻璃上的花纹为下方上圆形状。传统电光辊花纹是四角菱形,镀增透膜时带出的花纹是下四方上尖形状,而现电光辊10使用下圆上方的花纹,镀增透膜时带出的花纹是下方上圆形状,在同等体积情况下,下方上圆形状的花纹结构最高和最低峰值差最小,镀膜形成的膜面更均匀。
45.电光辊10上的花纹结构11采用凹面花纹用蚀刻法腐蚀做出对应凸形花纹,经过真空淬火,整体花纹硬度从hb225升到hr60,整体钢性强度达到要求后再上雕刻机进行精细修
磨,可得到小于0.001mm至0.03mm的花纹间隙,且花纹深度浅(80
‑
130μm),光伏玻璃使用该电光辊10镀膜后表面拉丝缺陷少,膜厚控制在120
±
5nm,透过率平稳增加(≥93.9%),表面更平滑,更耐磨。
46.在一个实施例中,电光辊的表面涂置有二氧化硅层,从而会在光伏玻璃的表面涂置二氧化硅层形成增透层,可选地,二氧化硅层为多孔性二氧化硅膜,光线可以直接经过二氧化硅膜的通孔这样可以大大增加光线穿过增透层的透过率,从而增加该光伏玻璃的透过率,进而提高太阳能光伏玻璃组件的光电转换功率。且二氧化硅层的折射率为1.3。
47.本发明还提供一种光伏玻璃的制作方法,使用了的光伏玻璃的电光辊,包括有以下步骤:
48.s10:提供玻璃基板;
49.s20:对玻璃基板切割成所需的尺寸;
50.s30:对切割完成的玻璃基板预热;
51.s40:将辊涂机中的溶液流平工装风幕机出风角度调整到30度,预热后的玻璃基板送入辊涂机内,辊涂机内设有电光辊10,电光辊10将辊涂机中的增透膜溶液截取以点状涂抹到辊涂机内的胶辊上,胶辊再将涂抹在表面的增透膜溶液均匀地涂覆到玻璃基板的表面,并在玻璃基板的表面形成花纹结构11;
52.s50:将涂覆有增透膜溶液的玻璃基板送入第一固化炉中固化,使得玻璃基板上的增透膜溶液固化形成增透膜;
53.s60:带有增透膜的玻璃基板冷却后,送入钢化炉内进行钢化。镀膜光伏玻璃生产完成。
54.需说明的是,溶液流平工装风幕机出风角度原来的45度调整到30度,此角度流出的膜层会更平滑,耐磨性能更优异。
55.本发明还提供一种使用的光伏玻璃的制作方法制作的耐磨光伏玻璃,耐磨光伏玻璃的表面涂置形成有的花纹结构11。具有花纹结构11的镀膜光伏玻璃其耐磨性能提升。且耐磨光伏玻璃的透过率≥93.9%。
56.耐磨光伏玻璃的测试数据见表格:
[0057][0058][0059]
从表格上可看出,电光辊花纹间隔越大和电光辊花纹深度越深的镀膜光伏玻璃经玻璃耐磨实验后,玻璃透过率衰减率越高,也就说明增透膜层再经耐磨实验后损耗较多,从而导致透过率大幅度下降,也就反应了增透膜层不耐磨。反之,电光辊花纹间隔越小和电光辊花纹深度越浅的镀膜光伏玻璃经玻璃耐磨实验后,玻璃透过率衰减率越低,也就说明,增透膜层再经耐磨实验后损耗较较小,从而透过率小幅度下降,也就反应了增透膜层更加耐磨。当电光辊花纹间隔为0.01mm,花纹深度为100μm时,综合达到最优,因为当电光辊花纹间
隔小于0.01mm后,加工成本会大大增加。
[0060]
玻璃耐磨实验:使用圆柱形毛毡作为摩擦材料,厚度10mm,直径30mm,毛毡的摩擦面与玻璃的侧表面垂直。线性摩擦40个行程,频率60行程每分钟,往返一次为一个行程,行程长度为100mm,且通过毛毡垂直作用于试样表面的力为15n。如果试验后光伏透射比降低值大于1%,则说明玻璃的耐磨性没到达要求。
[0061]
以上所述仅为本申请的较佳实施例而已,并不用以限制本申请,凡在本申请的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本申请的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1