玻璃板的制造方法与流程
1.本发明涉及玻璃板的制造方法。
背景技术:
2.作为智能手机的显示器、车载显示器等的罩玻璃,有时采用纵横弯曲的3d形状的玻璃板。在制造这种玻璃板时,作为一例,从成为该玻璃板的原料的弯曲的母玻璃板(包含与多个面相应的3d形状的玻璃板在内的玻璃板)切出而制造。
3.这里,作为用于将玻璃板切断的方法之一,已知有专利文献1所公开那样的激光割断。
4.在激光割断中,在沿着已设定的割断预定线将玻璃板割断时,首先,使用金刚石刀具等,在玻璃板形成成为割断的起点的初始裂纹。之后,从激光头向玻璃板照射碳酸气体激光,并且朝向通过激光的照射而被加热的部位喷射冷媒(空气等)。此时,通过在对玻璃板施加的热冲击的作用下以初始裂纹为起点使裂纹沿着割断预定线发展,从而将玻璃板割断。
5.现有技术文献
6.专利文献
7.专利文献1:日本特开2011-116611号公报
技术实现要素:
8.发明要解决的课题
9.然而,在将上述的弯曲了的母玻璃板切断时,在使用了上述的方式的激光割断的情况下,产生以下那样应解决的问题。
10.即,若向母玻璃板照射碳酸气体激光,则利用激光仅加热母玻璃板的表层部(激光入射面侧的表层部)。在如此仅能加热表层部的碳酸气体激光中,能够将母玻璃板的整个厚度切断的照射条件的范围极其狭窄。例如,只要激光头与母玻璃板的相互间距离从最优距离稍微偏移,热冲击就会不足而切断变得困难。因此,在从弯曲了的母玻璃板的切断开始到完成的期间,非常难将激光的照射条件维持为能够实现整个厚度的切断的条件。如上所述整个厚度的切断困难的结果是,为了母玻璃板的切断而需要另外的折断等,与此相伴,存在从母玻璃板切出的玻璃板的切断面的性状容易恶化这样的问题。
11.鉴于上述情况而完成的本发明的技术课题在于,在利用激光割断将弯曲了的母玻璃板切断时,提高从母玻璃板切出的玻璃板的切断面的性状。
12.用于解决课题的方案
13.用于解决上述的课题的本发明的玻璃板的制造方法包括:初始裂纹形成工序,在弯曲了的母玻璃板形成成为割断的起点的初始裂纹;以及激光照射工序,通过从激光头向母玻璃板照射激光,从而以初始裂纹为起点使裂纹沿着割断预定线发展,所述玻璃板的制造方法的特征在于,在激光照射工序中,使用对母玻璃板的表层部以及内部进行加热的激光,在伴随着激光的照射的热冲击的作用下使裂纹沿着割断预定线发展并且沿着母玻璃板
的厚度方向发展,从而割断母玻璃板。
14.在本方法中,在激光照射工序中,使用对母玻璃板的表层部以及内部进行加热的激光。在如此除了表层部以外还能够对内部加热的激光中,不仅表层部还能够对内部施加热冲击,因此能够将母玻璃板的整个厚度切断的激光的照射条件的范围较广。由此,在从弯曲了的母玻璃板的切断开始到完成的期间,能够容易地将激光的照射条件维持为能够进行整个厚度的切断的条件。因而,能够在割断预定线的整个区间毫无困难地将母玻璃板的整个厚度切断。其结果是,能够使从母玻璃板切出的玻璃板的切断面的性状提高。
15.在上述的方法中,优选的是,在激光照射工序中,在使激光头的轴的倾斜恒定的基础上,使激光头与母玻璃板相对移动。
16.如上所述,在对母玻璃板的表层部以及内部进行加热的激光中能够将母玻璃板的整个厚度切断的照射条件的范围较广。因而,在切断母玻璃板之际,在使激光头与母玻璃板相对移动而利用激光对弯曲了的母玻璃板进行扫描时,即使不进行配合弯曲而使激光头的轴的倾斜变化这样的处理,也能够进行整个厚度的切断。因此,轴的倾斜可以为恒定,因此不需要用于使激光头的轴的倾斜变化的机构,所以能够减少设备成本。另外,伴随着不需要使轴的倾斜变化,也能够缩短母玻璃板的切断所需的时间。
17.在上述的方法中,优选的是,在激光照射工序中,在使激光头的在其轴向上的位置恒定的基础上,使激光头与母玻璃板相对移动。
18.在上述的激光中,如已叙述的那样,能够将母玻璃板的整个厚度切断的照射条件的范围较广。由此,在切断母玻璃板时,即使不进行配合母玻璃板的弯曲而使激光头的其轴向上的位置变化这样的处理,也能够进行整个厚度的切断。因而,轴向上的位置可以设为恒定,因此不需要用于使轴向上的位置变化的机构,所以能够进一步减少设备成本。除此之外,由于不需要使轴向上的位置变化,因此也能够进一步缩短母玻璃板的切断所需的时间。
19.在上述的方法中,优选的是,在激光照射工序中,使用co激光来作为激光。
20.如此一来,co激光的输出高,且能够稳定地向母玻璃板照射,因此能够沿着割断预定线使裂纹稳定地发展。
21.在上述的方法中,优选的是,在按照下述的[数学式1]算出的母玻璃板的热应力σ
t
(mpa)满足下述的[数学式2]的条件下执行激光照射工序,
[0022]
[数学式1]
[0023][0024]
其中,e为母玻璃板的杨氏模量(mpa),α为母玻璃板的热膨胀系数(/k),ν为母玻璃板的泊松比,δt为激光对母玻璃板的照射位置处的温度(k)与离开照射位置的分离位置处的温度(k)之差,
[0025]
[数学式2]
[0026]
40+60t≤σ
t
≤90+60t
[0027]
其中,t为母玻璃板的厚度(mm)。
[0028]
如此一来,能够进一步使从母玻璃板切出的玻璃板的切断面的性状提高。
[0029]
在上述的方法中,也可以是,在激光照射工序中,使(1)激光头与母玻璃板的相互间距离以及(2)激光相对于母玻璃板的表面的入射角中的至少一者变化。
[0030]
在上述的激光中,能够将母玻璃板的整个厚度切断的照射条件的范围较广,因此即使在上述的(1)、(2)中的一者或两者变化了的情况下,也能够进行整个厚度的切断。即,不需要为了将整个厚度切断而在激光照射工序的执行中严格进行上述的(1)、(2)的管理。
[0031]
发明效果
[0032]
根据本发明,能够在利用激光割断将弯曲了的母玻璃板切断时,使从母玻璃板切出的玻璃板的切断面的性状提高。
附图说明
[0033]
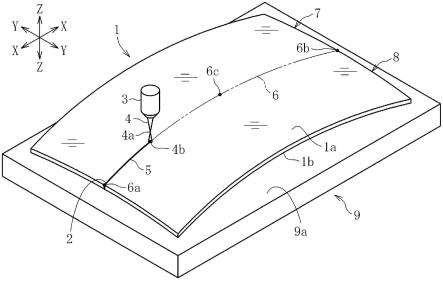
图1是示出玻璃板的制造方法中的初始裂纹形成工序的立体图。
[0034]
图2是示出玻璃板的制造方法中的激光照射工序的立体图。
[0035]
图3是示出玻璃板的制造方法中的激光照射工序的剖视图。
[0036]
图4是示出激光照射工序中的激光的照射条件的图。
[0037]
图5是示出玻璃板的制造方法中的激光照射工序的剖视图。
[0038]
图6是示出玻璃板的制造方法中的激光照射工序的剖视图。
[0039]
图7是示出热应力与母玻璃板的厚度的关系的图。
具体实施方式
[0040]
以下,参照附图对本发明的实施方式的玻璃板的制造方法进行说明。需要说明的是,实施方式的说明中参照的附图所示的x方向、y方向以及z方向是相互正交的方向。并且,x方向以及y方向是水平方向,z方向是上下方向。
[0041]
实施方式的玻璃板的制造方法包括:初始裂纹形成工序(图1),用于在弯曲了的母玻璃板1形成成为割断的起点的初始裂纹2;以及激光照射工序(图2以及图3),用于通过从激光头3向母玻璃板1照射激光4从而以初始裂纹2为起点使裂纹5沿着割断预定线6发展。
[0042]
在本实施方式中,通过将母玻璃板1沿着割断预定线6割断,从而将母玻璃板1断开为第一玻璃板7与第二玻璃板8。需要说明的是,割断预定线6位于母玻璃板1的y方向上的中央,母玻璃板1形成为以割断预定线6为基准而对称的形状。割断预定线6的一端成为开始母玻璃板1的割断的起点6a,另一端成为结束割断的终点6b。
[0043]
如图1所示,母玻璃板1沿着x方向以及y方向中的任一者弯曲,并且具有上下表面1a、1b中的上表面1a凸起的3d形状。该母玻璃板1在俯视(从z方向观察)时呈矩形形状。在本实施方式中,俯视时割断预定线6沿x方向延伸。通过母玻璃板1的弯曲,沿着割断预定线6在上表面1a产生高低差h(沿着z方向的高度之差)。详细叙述而言,在割断预定线6的起点6a以及终点6b处上表面1a的高度最低,在割断预定线6的中点6c处上表面1a的高度最高。对于高低差h而言,作为一例是20mm以下,优选为10mm以下。在本实施方式中,高低差h为10mm。
[0044]
对于母玻璃板1的厚度而言,作为一例是0.05mm~5mm。需要说明的是,在本实施方式中,作为向母玻璃板1照射的激光4而使用co激光,与使用了例如碳酸气体激光的情况相比,能够将厚度大的母玻璃板1切断,在后详细叙述。因此,母玻璃板1的厚度优选为超过0.1mm,更优选为超过0.2mm,进一步更优选为超过0.3mm。另一方面,母玻璃板1的厚度优选为3mm以下。在本实施方式中,母玻璃板1的厚度为0.7mm。
[0045]
母玻璃板1可以是硅酸盐玻璃、二氧化硅玻璃、硼硅酸玻璃、钠玻璃、钠钙玻璃、铝
硅酸盐玻璃、无碱玻璃等。这里,“无碱玻璃”是指实质不含碱成分(碱金属氧化物)的玻璃,具体而言是碱成分的重量比为3000ppm以下的玻璃。碱成分的重量比优选为1000ppm以下,更优选为500ppm以下,最优选为300ppm以下。需要说明的是,母玻璃板1可以是化学强化前的铝硅酸盐玻璃,也可以对通过初始裂纹形成工序以及激光照射工序得到的玻璃板实施化学强化处理。
[0046]
在图1所示的初始裂纹形成工序中,首先,将母玻璃板1以平置姿态载置于具有平坦的支承面9a的支承台9之上。之后,针对已载置的母玻璃板1,在其上表面1a中的割断预定线6的起点6a所处的部位形成初始裂纹2。
[0047]
在形成初始裂纹2时,使用裂纹形成构件10。在本实施方式中,作为裂纹形成构件10,采用尖端状的刻划器(烧结金刚石刀具等)。当然不限于此,作为裂纹形成构件10,也可以采用金刚石笔、硬质合金刀具、砂纸等。通过使该裂纹形成构件10从上方下降并与母玻璃板1的上表面1a接触,从而形成初始裂纹2。
[0048]
这里,在本实施方式中,在母玻璃板1的上下表面1a、1b中的上表面1a(变得凸起的面)形成有初始裂纹2,但不限定于此,也可以在下表面1b(变得凹陷的面)形成初始裂纹2。另外,也可以在母玻璃板1的端面形成初始裂纹2。
[0049]
在图2以及图3所示的激光照射工序中,朝向位于割断预定线6的起点6a的初始裂纹2照射激光4,并且从该状态起沿着割断预定线6利用激光4扫描母玻璃板1。
[0050]
在扫描激光4时,在使激光头3的轴的倾斜以及激光头3的在其轴向上的位置(这里为z方向上的位置)恒定的基础上,使激光头3沿x方向移动。需要说明的是,载置有母玻璃板1的支承台9静止,由此母玻璃板1处于静止的状态。在本实施方式中,激光头3的轴与z方向平行地延伸,激光4的光轴也与z方向平行地延伸。
[0051]
这里,在本实施方式中,在扫描激光4时,在使母玻璃板1静止的状态下使激光头3移动,但并不限定于此。相反地也可以在使激光头3静止的状态下使母玻璃板1移动。需要说明的是,母玻璃板1与激光头3这两者相对移动即可,例如也可以是在扫描激光4时使母玻璃板1与激光头3这两者移动。
[0052]
作为激光4,使用对母玻璃板1的表层部(上表面1a侧的表层部)以及内部进行加热的激光,在本实施方式中使用co激光。这里,“表层部”的意思是指母玻璃板1的从上表面1a到深度10μm为止的区域。与此相对,“内部”的意思是指超过表层部的深度的区域。co激光的波长作为一例是5.25μm~5.75μm,在本实施方式中为5.5μm。激光4既可以是脉冲振荡,也可以是连续振荡。
[0053]
这里,激光4只要是能够对母玻璃板1的表层部以及内部进行加热的激光,则也可以是co激光以外的激光。例如,作为激光4,能够使用er激光(er:yag激光)、ho激光(ho:yag激光)或者hf激光等。
[0054]
以下,对激光照射工序中的激光4的照射条件的详情进行说明。
[0055]
激光4的焦点4a位于激光头3与母玻璃板1的上表面1a之间。激光光斑4b的形状没有特别限定,也可以设为圆形、椭圆形、长圆形、长方形等,但在本实施方式中,以激光光斑4b的形状成为圆形的方式进行照射。
[0056]
这里,母玻璃板1弯曲,因此在激光头3沿x方向的移动中,激光头3与母玻璃板1的相互间距离以及激光4相对于母玻璃板1的上表面1a的入射角连续地变化。由此,激光光斑
4b的直径(以下,记为照射直径)也连续地变化。详细叙述而言,照射直径在割断预定线6的起点6a以及终点6b的附近相对地变大,在中点6c的附近相对地变小。照射直径的大小的变化优选为落在1mm~8mm的范围内,更优选为落在2mm~6mm的范围内。
[0057]
考虑上述的照射直径的变化,在本实施方式中,如以下那样决定激光照射工序中的激光4的输出以及扫描速度(这里为激光头3沿x方向移动的速度)。需要说明的是,以下例示的是照射直径的大小在4mm~6mm的范围内变化的情况。
[0058]
首先,准备具有与上述弯曲了的母玻璃板1相同的厚度并且形成为平坦的玻璃板(以下,记为平坦玻璃板)。接下来,在使用上述的激光4(激光头3)将平坦玻璃板切断的情况下,将照射直径的大小设为4mm来算出能够进行切断的输出以及扫描速度的范围。而且,同样,将照射直径的大小作为6mm来算出能够进行平坦玻璃板的切断的输出以及扫描速度的范围。由此,如图4所示,将照射直径设为4mm的情况下的范围11与将照射直径设为6mm的情况下的范围12变得明确。最后,将落在范围11与范围12这两者重复的范围13(在图4中由粗线包围的范围)内的输出以及扫描速度决定为激光照射工序中的激光4的输出以及扫描速度。需要说明的是,在本实施方式中,将激光4的输出设为38w,将扫描速度设为20mm/s。
[0059]
这里,也可以是,为了使与激光4的照射相伴地对母玻璃板1施加的热冲击显著,而将母玻璃板1中的激光光斑4b的周边冷却。作为具体例,也可以是,通过向以激光光斑4b为基准位于扫描方向(x方向)的后方的部位吹送冷媒(空气等),从而将该部位冷却。
[0060]
除了上述的激光4的照射条件以外,在本实施方式中,为了使第一玻璃板7以及第二玻璃板8的切断面的性状提高,还在按照下述的[数学式3]的式子算出的母玻璃板1的热应力σ
t
(mpa)满足下述的[数学式4]的式子的条件下执行激光照射工序。
[0061]
[数学式3]
[0062][0063]
[数学式4]
[0064]
40+60t≤σ
t
≤90+60t
[0065]
上述的[数学式3]的式子中的e为母玻璃板1的杨氏模量(mpa),α为母玻璃板1的热膨胀系数(/k),ν为母玻璃板1的泊松比,δt为激光4对母玻璃板1的照射位置处的温度(k)与离开照射位置的分离位置处的温度(k)之差。另外,上述的[数学式4]的式子中的t为母玻璃板1的厚度(mm)。
[0066]
这里,关于上述的δt,详细叙述而言,在激光4的照射位置与向激光4的扫描方向(x方向)的前方离开该照射位置10mm的分离位置处分别利用玻璃温度测定用热成像仪(optris公司制:pi450g7)测定母玻璃板1的上表面1a的温度,将两位置间的温度差设为δt。激光4的照射中的母玻璃板1的温度能够通过使上述的激光4的输出、扫描速度的条件变更而变化。需要说明的是,分离位置的温度为与室温相同的程度。这里,如上所述在激光头3的移动中,激光头3与母玻璃板1的相互间距离以及激光4相对于母玻璃板1的上表面1a的入射角连续地变化。由此,激光4的照射位置处的温度进而上述的δt也变化。因此,优选为考虑这些变化,热应力σ
t
在割断的开始到结束的期间满足上述的[数学式4]的式子的条件。
[0067]
在以上说明的条件下,利用激光4从割断预定线6的起点6a到终点6b对母玻璃板1进行扫描。此时,在割断预定线6上的各位置处,伴随着激光4的照射的热冲击施加于母玻璃
板1的表层部以及内部。由此,裂纹5沿着割断预定线6发展,并且沿着母玻璃板1的厚度方向发展,母玻璃板1的整个厚度被切断。
[0068]
以下,对上述的玻璃板的制造方法的主要作用、效果进行说明。
[0069]
在上述的制造方法中,使用对母玻璃板1的表层部以及内部进行加热的激光4,不仅母玻璃板1的表层部,也能够对内部施加热冲击。因此,能够将母玻璃板1的整个厚度切断的激光4的照射条件的范围变广。因而,在从弯曲了的母玻璃板1的切断开始到完成的期间,能够容易地将照射条件维持为能够进行整个厚度的切断的条件。由此,能够在割断预定线6的整个区间毫无困难地将母玻璃板1的整个厚度切断。其结果是,能够使从母玻璃板1切出的第一玻璃板7以及第二玻璃板8的切断面的性状提高。
[0070]
实施例
[0071]
以下,对本发明的热应力σ
t
的实施例进行说明。
[0072]
通过与上述的实施方式相同的方式,将下述的[表1]所示的各种母玻璃板1切断。并且,特别是针对得到性状优异的切断面(以下,记为优良切断面)的情况,通过上述的[数学式3]的式子算出作用于母玻璃板1的热应力σ
t
(mpa)。需要说明的是,关于切断面的性状的优劣,通过目视进行观察从而进行判定。
[0073]
将算出热应力σ
t
的结果在[表1]中示出。这里,如上所述,由于母玻璃板1的弯曲而激光4的照射直径以及δt变化。[表1]所示的照射直径以及δt为向割断预定线6上的中点6c照射激光4时的照射直径以及δt。
[0074]
[表1]
[0075]
玻璃类别无碱玻璃无碱玻璃硼硅酸玻璃钠玻璃钠玻璃杨氏模量(gpa)7380777370热膨胀系数(
×
10-7
/k)3845669091泊松比0.20.20.20.20.2厚度(mm)0.5050.50.50.55输出(w)3838383838速度(mm/sec)2040709090照射直径(mm)66666δt(k)550420320250260σ
t
(mpa)9595102103104
[0076]
如[表1]所示的结果所示可知,关于厚度为0.5mm程度的母玻璃板1,为了得到优良切断面,不论玻璃的种类,都期望在切断时使大致100mpa程度的热应力σ
t
作用于母玻璃板1。
[0077]
这里,判明了用于得到优良切断面的热应力σ
t
根据母玻璃板1的厚度而不同。因此,发明人进行了利用co激光切断厚度(壁厚)不同的多个母玻璃板1的试验。并且,确认了用于得到优良切断面的热应力σ
t
与母玻璃板1的厚度的关系。在本试验中,作为母玻璃板1的试样,使用了无碱玻璃、钠玻璃、硼硅酸玻璃。在图7中示出本试验中的热应力σ
t
与母玻璃板1的厚度的关系。
[0078]
根据图7所示的结果,发明人发现在利用co激光将母玻璃板1切断的情况下,为了得到优良切断面,期望以由上述的[数学式3]的式子算出的母玻璃板1的热应力σ
t
(mpa)满
足上述的[数学式4]的式子的方式执行激光照射工序。
[0079]
这里,本发明的玻璃板的制造方法并不限定于在上述的实施方式中说明了的方式。
[0080]
例如,在上述的实施方式中,在扫描激光4时将激光头3的轴的倾斜以及激光头3的在其轴向上的位置设为恒定,但并不限定于此。在沿着割断预定线6在母玻璃板1的上表面1a产生的高低差h较大的情况下(例如,高低差h超过20mm的情况下),也可以采用图5、图6所示那样的方式。
[0081]
在图5所示的方式中,配合母玻璃板1的弯曲,使激光头3的轴的倾斜变化。详细叙述而言,以减小激光4相对于母玻璃板1的上表面1a的入射角为目的,使激光头3的轴的倾斜变化。在该情况下,激光头3与母玻璃板1的相互间距离以及激光4相对于母玻璃板1的上表面1a的入射角为恒定。需要说明的是,上述的入射角的上限值优选为45
°
。而且,在该图所示的方式中,除了使激光头3的轴的倾斜变化,还使激光头3的高度位置变化。即,在利用激光4对割断预定线6的起点6a以及终点6b的附近进行扫描时相对地使激光头3的高度位置较低,在对割断预定线6的中点6c的附近进行扫描时相对地使激光头3的高度位置较高。
[0082]
在图6所示的方式中,使激光头3的轴的倾斜为恒定,另一方面配合母玻璃板1的弯曲使激光头3的在其轴向上的位置(这里为z方向上的位置)变化。详细叙述而言,关于激光头3的高度位置,在利用激光4对割断预定线6的起点6a以及终点6b的附近进行扫描时相对地使该激光头3的高度位置较低,在利用激光4对割断预定线6的中点6c的附近进行扫描时相对地使激光头3的高度位置较高。在该情况下,激光头3与母玻璃板1的相互间距离恒定,但激光4相对于母玻璃板1的上表面1a的入射角连续地变化。
[0083]
当然,也可以采用在扫描激光4时使激光头3的轴的倾斜与激光头3的在其轴向上的位置这两者变化的方式。例如,也可以采用使激光头3与母玻璃板1的相互间距离连续地变化且使激光4相对于母玻璃板1的上表面1a的入射角恒定的方式。这种方式、图5、图6所示的方式能够使用机器人(多关节机器人、单轴机器人的组合等)、直动致动器、旋转机构等来实现。
[0084]
另外,在上述的实施方式中,在将弯曲了的母玻璃板1的变得凸起的面设为上表面1a的基础上将母玻璃板1切断,但并不限定于此。也可以使母玻璃板1的表背反转且在使变得凹陷的面成为上表面1a的基础上将母玻璃板1切断。在该情况下,形成初始裂纹2的面既可以是上表面1a(变得凹陷的面),也可以是下表面1b(变得凸起的面),也可以是端面。而且,在上述的实施方式中,将设为平置姿态的母玻璃板1切断,但并不限定于此。也可以将由保持构件等设为纵置姿态、倾斜姿态的母玻璃板1切断。
[0085]
另外,在上述的实施方式中,在俯视时割断预定线6沿x方向延伸,但并不限定于此。割断预定线6既可以是蛇行的线,也可以是呈闭环那样的线(例如,在俯视时描绘圆那样的线)。
[0086]
另外,在上述的实施方式中,将沿着x方向以及y方向这两方向弯曲了的母玻璃板1作为切断的对象,但并不限定于此。在将仅沿着一方向弯曲了的母玻璃板1切断的情况下,也能够应用本发明。
[0087]
附图标记说明
[0088]1ꢀꢀ
母玻璃板
[0089]
1a
ꢀꢀ
母玻璃板的上表面
[0090]2ꢀꢀ
初始裂纹
[0091]3ꢀꢀ
激光头
[0092]4ꢀꢀ
激光
[0093]5ꢀꢀ
裂纹
[0094]6ꢀꢀ
割断预定线。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1