一种溴素生产过程中氧化蒸馏尾气处理工艺和系统的制作方法
1.本发明属于溴素生产过程中氧化蒸馏尾气处理技术领域,尤其是涉及一种溴素生产过程中氧化蒸馏尾气处理工艺和系统。
背景技术:
2.溴素是重要的资源性基础化工原料,在国民经济中起着十分重要的作用,溴是制取溴的有机和无机化合物的原料;在医药上用以生产抗菌素、维生素、激素中间体;在农药上用以制造杀虫剂、熏蒸剂、植物生长激素;在工业上制造染料、香料、摄影材料、合成纤维、阻燃剂、灭火剂、抗震剂等。
3.目前国内只有水蒸气蒸馏法和空气吹出法比较成熟,并得到了普遍使用。水蒸汽蒸馏法工艺流程简单,适于高浓度的卤水提溴,该方法的缺点是对卤水中的溴含量有要求,不能低于5~24g/l;同时,由于蒸馏过程中温度较高,导致很多副反应,比如游离溴的解离、溴与过量氯气反应,从而最终影响氧化速率和提出率。空气吹出法适合低浓度卤水提溴工艺,具有对含溴原料适用性强、便于控制、可用于大规模生产等优点,缺点是对卤水温度有要求,范围为≥10℃,所需设备较大,产品纯度需要经过蒸馏进一步提高,能耗较大。目前我国90%的溴素生产使用空气吹出法。
4.空气吹出法其原理为:首先卤水中的溴离子经氯气氧化之后变为溴单质,接着被空气从卤水中吹出,吸收剂吸收后,在蒸馏塔内加入氯气氧化,在水蒸气的作用下使得游离溴分离出来,冷凝得到了溴素。
5.氧化蒸馏产生的未凝气由冷凝器排空口和分离器顶部排出,其中含有部分过量氯气和未冷凝的溴等,现有技术是通过碱液循环吸收。通过碱液循环吸收额外增加了经济投入,增加了资金成本。
技术实现要素:
6.有鉴于此,本发明旨在克服现有技术中的缺陷,提出一种溴素生产过程中氧化蒸馏尾气处理工艺和系统。
7.为达到上述目的,本发明的技术方案是这样实现的:
8.一种溴素生产过程中氧化蒸馏尾气处理工艺,包括如下步骤:
9.将吸收后含氢溴酸的完成液进行预热,预热后的完成液通入尾气吸收塔中,同时将冷凝、溴水分离和精馏过程中排出的未凝气体通入尾气吸收塔中,尾气吸收塔中的完成液吸收未凝气体中的氯气后,由蒸馏塔塔顶进入蒸馏塔中进行氧化蒸馏,塔顶排出的溴蒸汽经过冷凝、溴水分离、精馏得到工业成品溴。
10.优选的,所述溴素生产过程中氧化蒸馏尾气处理工艺,具体包括如下步骤:
11.(1)将吸收后含氢溴酸的完成液经泵打入蒸馏塔,同时在完成液进入蒸馏塔之前用蒸馏塔产生的蒸废液预热完成液;
12.(2)预热过的完成液经尾气回收塔后,由蒸馏塔顶部进入,与蒸馏塔塔底通入的蒸
汽和氯气进行逆流置换,氧化置换出来的溴分子被汽化,随水蒸汽一同从蒸馏塔上部排出;
13.(3)出蒸馏塔的溴蒸汽与水蒸汽进入一级冷凝器,通过一级冷凝器冷凝为液溴和溴水;
14.(4)液溴和溴水通入分离器中并分层,液溴从分离器下口排出,再经精馏塔精馏得到工业成品溴,溴水从分离器中部抽出,返回蒸馏塔中;
15.由一级冷凝器排空口和分离器的顶部排出的未凝气体通入尾气回收塔中。
16.优选的,所述步骤(4)中分离器排出的液溴在精馏过程中产生的蒸汽由精馏塔顶部排出进入二级冷凝器,二级冷凝器产生的液溴和溴水返回精馏塔再次精馏,二级冷凝器排空口排出的未凝气体通入尾气回收塔中。
17.优选的,经过所述步骤(1)预热的完成液由尾气回收塔的顶部进入,一级冷凝器排空口、二级冷凝器排空口、分离器顶部排出的未凝气体由尾气回收塔的底部通入。
18.一种溴素生产过程中氧化蒸馏尾气处理系统,包括依次连接的尾气回收塔、蒸馏塔、一级冷凝器、分离器、精馏塔,一级冷凝器的排空口和分离器的顶部通过管道均连接至尾气吸收塔的底部,吸收后含氢溴酸的完成液经泵打入蒸馏塔内,用蒸馏塔内的蒸废液预热完成液,预热后的完成液通过管道由塔顶通入尾气吸收塔中,尾气吸收塔的底部与蒸馏塔的顶部通过管道连接,分离器的上部通过管道将溴水回流至蒸馏塔的上部。
19.进一步的,精馏塔通过管道连接有二级冷凝器,二级冷凝器的进料口通过管道与精馏塔的顶部连接,出料口通过管道回流至精馏塔的上部,二级冷凝器的排空口通过管道连接至尾气吸收塔的底部。
20.相对于现有技术,本发明具有以下优势:
21.(1)本发明所述的溴素生产过程中氧化蒸馏尾气处理工艺和系统用完成液替代液碱来吸收尾气中的过量氯气。在蒸馏塔以预热过的含氢溴酸的完成液为吸收液,将一级冷凝器、分离器排出的过量氯气、未凝溴和二级冷凝器排出的少量氯气回收后,吸收母液进入溴反应蒸馏塔反应提溴。未被吸收的惰性尾气从尾气回收塔顶放空管排出。该方法改变了溴素生产过程中氧化蒸馏尾气处理的方法,用完成液吸收尾气代替碱液,不再使用液碱降低了成本,提高了溴素的提取率和氯气的利用率。
22.(2)本发明所述的溴素生产过程中氧化蒸馏尾气处理工艺和系统改变了溴素生产过程中氧化蒸馏尾气处理的方法,用完成液吸收尾气代替碱液,不再使用液碱降低了成本,提高了溴素的提取率和氯气的利用率。该方法工艺简单,系统设备为常用设备,投资费用低,能降低溴素生产成本,有很好的经济效益且便于推广。
附图说明
23.构成本发明的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
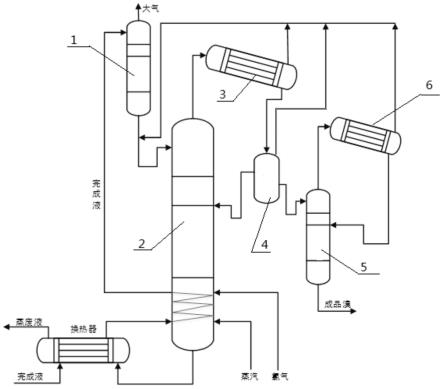
24.图1为本发明实施例所述的溴素生产过程中氧化蒸馏尾气处理工艺和系统示意图。
25.附图标记说明:
26.1、尾气回收塔;2、蒸馏塔;3、一级冷凝器;4、分离器;5、精馏塔;6、二级冷凝器。
具体实施方式
27.需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
28.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
29.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本发明中的具体含义。
30.下面将参考附图并结合实施例来详细说明本发明。
31.海水提溴的空气吹出法采用稀酸调节卤水ph值,加氯气进行氧化反应,将卤水中的br-氧化成br2,经吸收塔循环气解析吹出,然后用二氧化硫和水吸收成氢溴酸母液,氢溴酸母液再用氯气氧化成游离溴,并用蒸汽加热蒸出,含溴蒸汽经冷凝后,分离溴水得到产品工业溴。整个工艺包括卤水酸化氧化、空气吹出、二氧化硫吸收富集、氧化蒸馏、尾气回收以及二氧化硫制备等工序。
32.在氧化蒸馏过程中产生的尾气主要包括:从蒸馏塔冷凝器、分离器排出的过量氯气和未凝溴以及精馏塔冷凝器排出的少量氯气。现有技术中对于该部分氯气和溴是将其通入碱液尾气吸收塔中进行循环吸收,吸收完成后处理达标后排放。本发明针对未凝气体中的氯气和溴进行了回收,减少了氯气和碱液的投入,具体方案如下:
33.本发明提供一种溴素生产过程中氧化蒸馏尾气处理系统,包括依次连接的尾气回收塔1、蒸馏塔2、一级冷凝器3、分离器4、精馏塔5,一级冷凝器的排空口和分离器的顶部通过管道均连接至尾气吸收塔的底部,吸收后含氢溴酸的完成液经泵打入蒸馏塔内,用蒸馏塔内的蒸废液预热完成液,预热后的完成液通过管道由塔顶通入尾气吸收塔中,尾气吸收塔的底部与蒸馏塔的顶部通过管道连接,分离器的上部通过管道将溴水回流至蒸馏塔的上部。
34.作为本发明的优选实施方式,精馏塔通过管道连接有二级冷凝器6,二级冷凝器的进料口通过管道与精馏塔的顶部连接,出料口通过管道回流至精馏塔的上部,二级冷凝器的排空口通过管道连接至尾气吸收塔的底部。
35.本发明的尾气处理工艺如图1所示,把吸收后含氢溴酸的完成液(溴含量约为40-80g/l)经泵打入蒸馏塔,用蒸废液预热完成液。预热过的完成液经尾气回收塔吸收尾气后,由蒸馏塔顶部进入,由塔底通入蒸汽和氯气(氯气加入量为理论加入量的1.02-1.20倍)进行逆流置换,氧化置换出来的溴分子被汽化,随水蒸汽一同从塔上部排出(通过蒸汽控制塔
顶温度85-105℃)。出塔溴蒸汽与水蒸汽混在一起,通过一级冷凝器(列管冷凝器)冷凝为液溴和溴水。液溴和溴水密度不同,在分离器中自动分层,下层为密度较大的液溴,从分离器下口排出,再经精馏塔进一步去除余氯得到合格的工业成品溴(质量达到qb/t 2021-1994优等品标准);上层为密度较小的饱和溴水,从分离器中部抽出,返回反应蒸馏塔。未凝气体由一级冷凝器排空口和分离器顶部排出。未凝气中含有部分过量氯气和未冷凝的溴等,进入尾气回收塔以预热母液回收其中的氯和溴。
36.该工序化学反应式如下:
37.2hbr+cl2→
2hcl+br238.尾气回收塔以预热过的含氢溴酸的完成液为吸收液,将一级冷凝器、分离器排出的过量氯气、未凝溴和二级冷凝器排出的少量氯气回收后,吸收母液进入溴反应蒸馏塔反应提溴。未被吸收的惰性尾气从回收塔顶放空管排出(排放指标满足gb16297-1996)。
39.将本发明的系统投入至溴素生产整体工艺中,经过长时间的运行,对氯气的消耗量以及碱液的消耗量进行了统计,统计结果如下表:
40.工艺氯气消耗(kg/t)液碱消耗(kg/t)单位成本(元/t)现有工艺49060953本发明工艺4500756节约费用
‑‑
188
41.仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1