一种用作电动汽车电池组件的PA6复合材料及制备方法与流程
一种用作电动汽车电池组件的pa6复合材料及制备方法
技术领域
1.本发明属于高分子材料技术领域,具体涉及一种用作电动汽车电池组件的pa6复合材料及制备方法。
背景技术:
2.聚酰胺6(pa6)是一种广泛应用的高分子聚酯树脂,pa6具有良好的耐疲劳性,较好的耐热性,优良的尺寸稳定性等优点,在电动汽车电池组件的应用中,往往需要对pa6阻燃性以及更高物理性能的要求,目前来说提高pa6的阻燃性能以及物理性能,使其适应不同应用领域的需求,已经成为大家竞相开发的热点。
3.针对这种情况,本技术方案制得了一种pa6复合材料,它具有优异的阻燃性能和物理性能,可应用于电动汽车电池组件,这种材料至今尚未见于报道,这对于扩展pa6复合材料的应用具有非常重要的现实意义。
技术实现要素:
4.本发明的目的是提供一种用作电动汽车电池组件的pa6复合材料及制备方法,具有优异的阻燃性能和物理性能,可应用于电动汽车电池组件。
5.为实现上述目的,本发明是通过以下技术方案实现的:
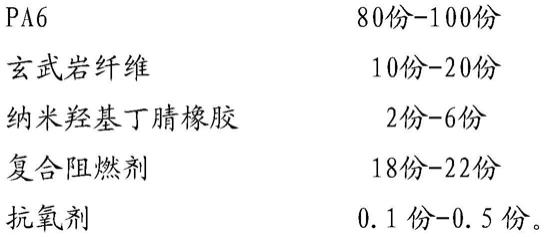
6.一种用作电动汽车电池组件的pa6复合材料,由以下重量份的组分制成:
[0007][0008]
进一步的,所述纳米羟基丁腈橡胶是粒径为60
‑
100nm的纳米羟基丁腈橡胶。
[0009]
进一步的,所述复合阻燃剂,其制备方法如下:
[0010]
(1)称取设定量的氯化铝、丙酮及去离子水,放入至反应器皿中,常温下混合并搅拌均匀反应6
‑
8h,得到溶液a;
[0011]
(2)称取设定量的溶液a、勃姆石及氢氧化钠,放入至反应器皿中,40
‑
60℃反应10
‑
12h,过滤、洗涤,置于60
‑
80℃真空干燥箱里干燥4
‑
6h,得到复合阻燃剂。
[0012]
进一步的,步骤(1)中的氯化铝、丙酮及去离子水的质量比是(30
‑
40):(80
‑
100):(120
‑
160)。
[0013]
进一步的,步骤(2)中的溶液a、勃姆石及氢氧化钠的质量比是(100
‑
120):(40
‑
60):(30
‑
50)。
[0014]
进一步的,所述抗氧剂为三(2,4
‑
二叔丁基)亚磷酸苯酯、四[β
‑
(3,5
‑
二叔丁基
‑4‑
羟基苯基)丙酸]季戊四醇酯或1,3,5
‑
三甲基
‑
2,4,6
‑
(3,5
‑
二叔丁基
‑4‑
羟基苯甲基)苯中
的一种或几种的混合。
[0015]
一种用作电动汽车电池组件的pa6复合材料的制备方法,包括以下步骤:
[0016]
s1、称取80份
‑
100份的pa6、10份
‑
20份玄武岩纤维、2份
‑
6份的纳米羟基丁腈橡胶、18份
‑
22份复合阻燃剂、0.1份
‑
0.5份抗氧剂混合并搅拌均匀,得到混合料;
[0017]
s2、将步骤s1中得到的混合料从挤出机中挤出造粒,即得到pa6复合材料。
[0018]
进一步的,所述步骤s2具体为:
[0019]
将步骤s1中得到的混合料投入到双螺杆挤出机的料斗中挤出造粒,即得到pa6复合材料,其中,所述双螺杆挤出机包括顺次排布的六个温度区,一区温度200~220℃,二区温度260~280℃,三区温度260~280℃,四区温度260~280℃,五区温度260~280℃,六区温度260~280℃,机头温度260~280℃,螺杆转速200~280r/min。
[0020]
本发明的有益效果有:
[0021]
1、本技术方案加入纳米羟基丁腈橡胶,可使玄武岩纤维与pa6基料之间有一层橡胶分布,由于纳米羟基丁腈橡胶为高弹态,可大大提高pa6材料的抗冲击性能,纳米羟基丁腈橡胶可提高玄武岩纤维与pa6的结合力,可以有效地承载外力,使pa6抗冲击强度提高。
[0022]
2、本技术中合成了一种氢氧化铝包覆勃姆石的复合阻燃剂,氢氧化铝均匀地分散在勃姆石的表面,形成包覆层较好的al(oh)3/勃姆石复合阻燃剂,当材料燃烧时由于包覆层较为适中氢氧化铝分解成水和氧化铝,氢氧化铝分解产生的氧化铝均匀地覆盖在勃姆石表面并促使其形成致密的碳结构,最后残留的氧化铝和残余炭层覆盖在材料的表面协同阻燃,起到隔热隔氧的作用,防止pa6材料吸热分解挥发,并促进其形成炭层。
[0023]
3、本技术中的pa6复合材料可以充当电动汽车电池组件的材料,它有优异的物理性能,也有很大的推广价值。
具体实施方式
[0024]
以下通过实施例来详细说明本发明的技术方案,以下的实施例仅是示例性的,仅能用来解释和说明本发明的技术方案,而不能解释为是对本技术方案的限制。
[0025]
在下面的描述中阐述了很多具体细节以便于充分理解本技术方案,但是本技术方案还可以采用其他不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似推广,因此本发明不受下面公开的具体实施例的限制。
[0026]
本发明的实施例中所用的原料如下:
[0027]
pa6(型号cm1017),日本东丽;丙酮,天津富宇精细化工有限公司;去离子水,上海景纯水处理技术有限公司;勃姆石,淄博硕仁氧化铝科技有限公司;氢氧化钠,沧州天工化工产品有限责任公司;抗氧剂(型号irganox168、irganox1010、irganox1330),德国巴斯夫公司。
[0028]
本发明所用的测试仪器如下:
[0029]
zsk30型双螺杆挤出机,德国w&p公司;jl
‑
1000型拉力试验机,广州市广才实验仪器公司生产;htl900
‑
t
‑
5b型注射成型机,海太塑料机械有限公司生产;xcj
‑
500型冲击测试机,承德试验机厂生产;qt
‑
1196型拉伸测试仪,东莞市高泰检测仪器有限公司;qd
‑
gjs
‑
b12k型高速搅拌机,北京恒奥德仪器仪表有限公司。
[0030]
制备例1
[0031]
(1)称取300g氯化铝、800g丙酮、1.2kg去离子水,放入至反应器皿中,常温下混合并搅拌均匀反应6h,得到溶液a;
[0032]
(2)称取1.0kg溶液a、400g勃姆石、300g氢氧化钠,放入至反应器皿中,40℃反应10h,过滤、洗涤,置于60℃真空干燥箱里干燥4h,得复合阻燃剂m1。
[0033]
实施例1
[0034]
(1)称取80份pa6、10份玄武岩纤维、2份纳米羟基丁腈橡胶、18份复合阻燃剂m1、0.1份irganox1010混合并搅拌均匀,得到混合料;
[0035]
(2)将步骤(1)中得到的混合料从挤出机中挤出造粒,即得到pa6复合材料p1。
[0036]
其中双螺杆挤出机各区温度及螺杆转速分别为:一区温度200℃,二区温度260℃,三区温度260℃,四区温度260℃,五区温度260℃,六区温度260℃,机头温度260℃;螺杆转速200r/min。
[0037]
对比例1
[0038]
在本对比例中,与实施例1相比,没有加入纳米羟基丁腈橡胶和复合阻燃剂,其中复合阻燃剂用于影响复材料的阻燃等级,而不会影响到复合材料的拉伸强度、弯曲模量、悬臂梁缺口冲击强度,上述是由纳米羟基丁腈橡胶的影响,在以下的对比例2至5中均按此,不再进行重复说明。
[0039]
(1)称取80份pa6、10份玄武岩纤维、0.1份irganox1010混合并搅拌均匀,得到混合料。
[0040]
(2)将步骤(1)中得到的混合料从挤出机中挤出造粒,即得到pa6复合材料d1。
[0041]
其中双螺杆挤出机各区温度及螺杆转速分别为:一区温度200℃,二区温度260℃,三区温度260℃,四区温度260℃,五区温度260℃,六区温度260℃,机头温度260℃;螺杆转速200r/min。
[0042]
测试项目测试标准单位p1d1拉伸强度astm d638mpa82.661.2弯曲模量astm d790kj/m276403580悬臂梁缺口冲击强度astm d256mpa9.92.8阻燃等级ul
‑
94 v
‑
05v
‑2[0043]
制备例2
[0044]
(1)称取400g氯化铝、1.0kg丙酮、1.6kg去离子水,放入至反应器皿中,常温下混合并搅拌均匀反应8h,得到溶液a。
[0045]
(2)称取1.2kg溶液a、600g勃姆石、500g氢氧化钠,放入至反应器皿中,60℃反应12h,过滤、洗涤,置于80℃真空干燥箱里干燥6h,得复合阻燃剂m2。
[0046]
实施例2
[0047]
(1)称取90份pa6、15份玄武岩纤维、4份纳米羟基丁腈橡胶、20份复合阻燃剂m2、0.1份irganox1010、0.2份irganox168混合并搅拌均匀,得到混合料。
[0048]
(2)将步骤(1)中得到的混合料从挤出机中挤出造粒,即得到pa6复合材料p2。
[0049]
其中双螺杆挤出机各区温度及螺杆转速分别为:一区温度220℃,二区温度280℃,三区温度280℃,四区温度280℃,五区温度280℃,六区温度280℃,机头温度280℃;螺杆转
[0067]
制备例4
[0068]
(1)称取380g氯化铝、980g丙酮、1.5kg去离子水,放入至反应器皿中,常温下混合并搅拌均匀反应7h,得到溶液a。
[0069]
(2)称取1.1kg溶液a、490g勃姆石、390g氢氧化钠,放入至反应器皿中,45℃反应11h,过滤、洗涤,置于65℃真空干燥箱里干燥4h,得复合阻燃剂m4。
[0070]
实施例4
[0071]
(1)称取称取95份pa6、17份玄武岩纤维、4份纳米羟基丁腈橡胶、19份复合阻燃剂m4、0.2份irganox1330、0.1份irganox168混合并搅拌均匀,得到混合料。
[0072]
(2)将步骤(1)中得到的混合料从挤出机中挤出造粒,即得到pa6复合材料p4。
[0073]
其中双螺杆挤出机各区温度及螺杆转速分别为:一区温度215℃,二区温度270℃,三区温度270℃,四区温度270℃,五区温度270℃,六区温度270℃,机头温度270℃;螺杆转速250r/min。
[0074]
对比例4
[0075]
(1)称取称取95份pa6、17份玄武岩纤维、0.2份irganox1330、0.1份irganox168混合并搅拌均匀,得到混合料。
[0076]
(2)将步骤(1)中得到的混合料从挤出机中挤出造粒,即得到pa6复合材料d4。
[0077]
其中双螺杆挤出机各区温度及螺杆转速分别为:一区温度215℃,二区温度270℃,三区温度270℃,四区温度270℃,五区温度270℃,六区温度270℃,机头温度270℃;螺杆转速250r/min。
[0078]
测试项目测试标准单位p4d4拉伸强度astm d638mpa81.260.8弯曲模量astm d790kj/m275203490悬臂梁缺口冲击强度astm d256mpa9.82.7阻燃等级ul
‑
94 v
‑
0v
‑2[0079]
制备例5
[0080]
(1)称取390g氯化铝、880g丙酮、1.5kg去离子水,放入至反应器皿中,常温下混合并搅拌均匀反应7h,得到溶液a。
[0081]
(2)称取1.1kg溶液a、580g勃姆石、420g氢氧化钠,放入至反应器皿中,45℃反应11h,过滤、洗涤,置于65℃真空干燥箱里干燥5h,得复合阻燃剂m5。
[0082]
实施例5
[0083]
(1)称取85份pa6、12份玄武岩纤维、5份纳米羟基丁腈橡胶、21份复合阻燃剂m5、0.1份irganox1010、0.1份irganox168混合并搅拌均匀,得到混合料。
[0084]
(2)将步骤(1)中得到的混合料从挤出机中挤出造粒,即得到pa6复合材料p5。
[0085]
其中双螺杆挤出机各区温度及螺杆转速分别为:一区温度205℃,二区温度275℃,三区温度275℃,四区温度275℃,五区温度275℃,六区温度275℃,机头温度275℃,螺杆转速245r/min。
[0086]
对比例5
[0087]
(1)称取85份pa6、12份玄武岩纤维、0.1份irganox1010、0.1份irganox168混合并搅拌均匀,得到混合料。
[0088]
(2)将步骤(1)中得到的混合料从挤出机中挤出造粒,即得到pa6复合材料d5。
[0089]
其中双螺杆挤出机各区温度及螺杆转速分别为:一区温度205℃,二区温度275℃,三区温度275℃,四区温度275℃,五区温度275℃,六区温度275℃,机头温度275℃,螺杆转速245r/min。
[0090]
测试项目测试标准单位p5d5拉伸强度astm d638mpa88.564.1弯曲模量astm d790kj/m277004180悬臂梁缺口冲击强度astm d256mpa9.94.4阻燃等级ul
‑
94 v
‑
0v
‑2[0091]
从以上各表数据可以看出;
[0092]
实施例1
‑
5比相应的对比例1
‑
5的物理性能、阻燃性能要好,这说明本技术方案中的pa6的阻燃性能、物理性能更加的优异,也更适合当作汽车电动汽车电池组件,这大大扩展了pa6复合材料的应用领域,具有非常重要的意义。
[0093]
以上公开的仅为本技术的几个具体实施例,但本技术并非局限于此,任何本领域的技术人员能思之的变化,都应落在本技术的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1