车辆用窗玻璃的制作方法
1.本公开涉及一种基于夹层玻璃的车辆用窗玻璃。
背景技术:
2.随着近年来对车辆的轻量化的要求,对用于车辆用窗玻璃的夹层玻璃也要求更轻量。而且,将用于夹层玻璃的玻璃板薄板化,谋求夹层玻璃的轻量化。玻璃板的板厚与刚性相关,越将玻璃板减薄,作为夹层玻璃的刚性也越降低。因此,在日常环境中可能发生的对车辆用窗玻璃的应力负荷下,有时会产生能够通过目测观察到的程度的车辆用窗玻璃的弹性变形,难以将车辆用窗玻璃保持为预定的形状的风险变高。
3.为了补偿使玻璃板变薄的情况下的夹层玻璃的刚性的降低,专利文献1公开了具备高刚性的中间膜的夹层玻璃。
4.专利文献2公开了一种夹层玻璃,其将中间膜夹在两张玻璃板之间,作为特别是在水分、湿气多的环境下长期使用的情况下粘接性能优异、耐贯穿性和玻璃的防飞散性不会降低的夹层玻璃用中间膜,其为含有聚乙烯醇缩醛树脂和增塑剂、且在含水率1重量%~2重量%下表示中间膜与玻璃板的粘接性的击打值为3~8的夹层玻璃用中间膜。
5.对于夹层玻璃而言,在夹层玻璃受到冲击的情况下,从车辆内部的安全方面考虑,玻璃板与中间膜具有良好的粘接性是有利的。作为调查夹层玻璃中的玻璃板与中间膜的粘接性的方法,有击打试验。该试验是用锤子敲击夹层玻璃进行粉碎,判定玻璃部分剥离之后的膜的暴露度的试验。公开了,专利文献2记载的具备中间膜的夹层玻璃在使用板厚2.5mm的玻璃板的情况下,即使用锤子进行粉碎,玻璃片也不会剥离,击打试验合格。
6.然而,本发明的发明人对一些具备由高刚性的聚乙烯醇缩丁醛(pvb)构成的中间膜的夹层玻璃实施击打试验,发现所述试验不合格。本发明的发明人对其原因进行了研究,结果发现,在高刚性的中间膜粘接于玻璃的状态下,不知为何,经时的吸水性变化很大,大到在击打试验中有时合格有时不合格,导致成品率变差,与粘接于玻璃的状态下测定的高刚性的中间膜的含水率没有相关性。
7.另一方面,本发明的发明人以刚性不同的一些由聚乙烯醇缩丁醛(pvb)构成的中间膜为对象,研究作为单体的膜的吸水性,结果发现,存在中间膜的刚性越高则吸水性越高的倾向。
8.这启示了,对于由高刚性的pvb构成的中间膜的击打试验而言,由于与以往由pvb构成的中间膜的情况不同,单膜的状态下的吸水性和在夹层处理中粘接到玻璃之后的吸水性不同,因此难以预测。
9.在最近的车辆中,窗玻璃的端面暴露这样的前挡风玻璃的设计逐渐增多(参照图8)。在将使用高刚性的中间膜以端面暴露的方式形成的夹层玻璃用于汽车的窗玻璃时,越靠窗玻璃的端部侧,中间膜吸水的机会越多。特别是车辆的窗玻璃的上边侧,水与中间膜接触的机会变多。因此,在再现击打试验的条件下,产生中间膜与玻璃板的界面剥离的风险越靠窗玻璃的端部侧越高。
10.本公开的一个目的在于,提供一种车辆用窗玻璃,其在与用于夹层玻璃的玻璃板的薄板化相应地为了补偿夹层玻璃的刚性而使用高刚性的中间膜时,即使端面暴露,也能够降低在窗玻璃的端部侧发生中间膜与玻璃板的界面剥离的风险。
11.现有技术文献
12.专利文献
13.专利文献1:日本特许第6466917号公报
14.专利文献2:日本特开2000―302490号公报
技术实现要素:
15.本公开的车辆用窗玻璃具备:
16.第1玻璃板,其具有面向车辆外侧的第1面和与所述第1面相反的一侧的第2面;
17.第2玻璃板,其具有面向车辆室内侧的第4面和与所述第4面相反的一侧的第3面;以及
18.中间膜,其配置于所述第1玻璃板与所述第2玻璃板之间、且与所述第2面和所述第3面相面对,
19.其中,所述中间膜以至少一个端面暴露在大气中的方式配置,且包括:
20.主要部,其具备至少一层刚性层;以及
21.周边部,其与所述主要部相邻并且沿着所述车辆用窗玻璃的至少一边配置,由非刚性层构成,
22.所述刚性层的使用近红外区域的光谱测定的含水率被抑制为0.5%以下,
23.所述第1玻璃板和所述第2玻璃板中的至少一者为2.0mm以下的厚度。
24.根据本公开,提供一种车辆用窗玻璃,其在与用于夹层玻璃的玻璃板的薄板化相应地为了补偿夹层玻璃的刚性而使用高刚性的中间膜时,能够降低在窗玻璃的端部侧发生中间膜与玻璃板的界面剥离的风险。
附图说明
25.图1是车辆用窗玻璃的一例的剖视示意图。
26.图2是车辆用窗玻璃的一例的剖视示意图。
27.图3是车辆用窗玻璃的一例的剖视示意图。
28.图4是车辆用窗玻璃的一例的剖视示意图。
29.图5是车辆用窗玻璃的一例的剖视示意图。
30.图6是中间膜的一例的示意图。
31.图7是中间膜的一例的示意图。
32.图8是搭载有车辆用窗玻璃的车辆的一例的示意图。
33.图9是表示中间膜的刚性与含水率的关系的图表。
34.图10是表示中间膜的含水率与击打值的关系的图表。
具体实施方式
35.本公开的车辆用窗玻璃具备:
36.第1玻璃板,其具有面向车辆外侧的第1面和与所述第1面相反的一侧的第2面;
37.第2玻璃板,其具有面向车辆室内侧的第4面和与所述第4面相反的一侧的第3面;以及
38.中间膜,其配置于所述第1玻璃板与所述第2玻璃板之间、且与所述第2面和所述第3面相面对,
39.其中,所述中间膜以至少一个端面暴露在大气中的方式配置,且包括:
40.主要部,其具备至少一层刚性层;以及
41.周边部,其与所述主要部相邻并且沿着所述车辆用窗玻璃的至少一边配置,由非刚性层构成,
42.所述刚性层的使用近红外区域的光谱测定的含水率被抑制为0.5%以下,
43.所述第1玻璃板和所述第2玻璃板中的至少一者为2.0mm以下的厚度。
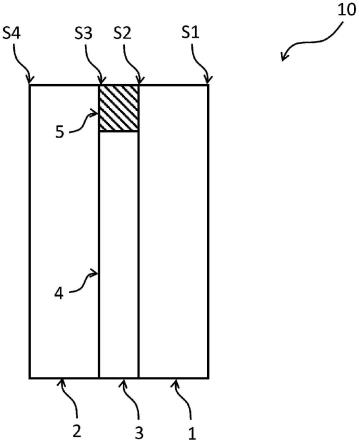
44.在图1中示出本公开的车辆用窗玻璃的一例的剖视示意图。
45.图1的车辆用窗玻璃10具有第1玻璃板1、第2玻璃板2以及中间膜3。第1玻璃板1具有面向车辆外侧的第1面s1和与所述第1面s1相反的一侧的第2面s2。第2玻璃板2具有面向车辆室内侧的第4面s4和与所述第4面s4相反的一侧的第3面s3。中间膜3以与所述第2面s2和所述第3面s3相面对的方式配置于所述第1玻璃板1与所述第2玻璃板2之间。
46.[中间膜]
[0047]
中间膜具备:主要部,其具备至少一层刚性层;以及周边部,其与所述主要部相邻并且沿着所述车辆用窗玻璃的至少一边配置,由非刚性层构成。
[0048]
在图1的车辆用窗玻璃10中,中间膜3包括具备刚性层的主要部4和由非刚性层构成的周边部5。主要部4与周边部5相邻。另外,周边部5沿着车辆用窗玻璃10的至少一边配置。
[0049]
中间膜的主要部具备至少一层刚性层。
[0050]
刚性层是指在23℃下的杨氏模量为2.5mpa~200mpa的膜。
[0051]
为了补偿轻量化的夹层玻璃的刚性降低,主要部的杨氏模量优选在23℃下为2.5mpa~200mpa。
[0052]
刚性层例如能够由比较硬的pvb、sentryglas(注册商标)(dupon公司)、聚碳酸酯、离聚物、聚对苯二甲酸乙二醇酯(pet)或其他合适的高分子材料或者热塑性材料等构成。另外,刚性层优选是由热塑性树脂构成的膜。
[0053]
本公开的车辆用窗玻璃若利用具有耐湿性的非刚性层防止刚性层与水的接触,则能够进一步抑制中间膜与玻璃板的界面剥离。因此,主要部具备至少一层的、使用近红外区域的光谱测定的含水率被抑制在0.5%以下的刚性层,也可以具备两层以上的刚性层。另外,主要部只要具备至少一层刚性层即可,也可以具备除刚性层之外的层(例如非刚性层)。
[0054]
在图2~5中分别示出本公开的车辆用窗玻璃的其他例子的剖视示意图。
[0055]
图2在中间膜3成为设于第3面s3侧的刚性层hr和设于第2面s2侧的非刚性层lr的2层构造的方面与图1不同。
[0056]
图3在中间膜3成为设于第2面s2侧的刚性层hr与设于第3面s3侧的非刚性层lr的2层构造的方面与图1不同。
[0057]
图4在中间膜3成为刚性层hr、非刚性层lr、刚性层hr的3层构造的方面与图1不同。
[0058]
图5在中间膜3成为非刚性层lr、刚性层hr、非刚性层lr的3层构造的方面与图1不同。
[0059]
中间膜的周边部由非刚性层构成。
[0060]
非刚性层是指23℃下的杨氏模量为0.1mpa~2.0mpa的膜(优选由热塑性树脂构成的膜)。
[0061]
为了防止主要部吸收来自车辆用夹层玻璃的外部的湿气、水,周边部的杨氏模量优选在23℃下为0.1mpa~2.0mpa。
[0062]
非刚性层例如能够由比较软的pvb、声学pvb、乙烯乙酸乙烯酯(eva)、热塑性聚氨酯(tpu)或其他合适的高分子材料或者热塑性材料等构成。
[0063]
在图6中示出本公开的车辆用窗玻璃所具备的中间膜的一例的示意图(从膜厚方向观察中间膜的示意图)。在图6的中间膜3中,在沿着车辆用窗玻璃的一边的部分设有宽度w的带状的周边部5。
[0064]
中间膜的周边部的宽度(是与沿着车辆用窗玻璃的设有周边部的一边的方向正交的方向上的周边部的长度,图6中的w的长度)没有特别限定,根据车辆用窗玻璃的设计、大小而不同,但例如w优选为50mm~300mm。需要说明的是,图6所示的中间膜为矩形,但本公开中的中间膜、第1玻璃板、第2玻璃板以及包含它们的车辆用窗玻璃的形状没有特别限定。例如,也可以是至少一部分弯曲的形状(例如车辆用窗玻璃的设有周边部的一边并非直线而是弯曲的线的情况等)。
[0065]
中间膜的膜厚没有特别限定,但例如优选为0.5mm~3.0mm。
[0066]
在本公开中的中间膜中,至少一个端面以暴露在大气中的方式配置。中间膜具备至少一层刚性层,该刚性层的使用近红外区域的光谱测定的含水率被抑制在0.5%以下。中间膜的周边部沿着车辆用窗玻璃的至少一边配置即可,但优选的是,沿着在车辆用窗玻璃搭载于车辆时成为上边的边配置。这是因为,搭载于车辆的车辆用窗玻璃的上边特别是水与中间膜的暴露面接触的机会较多,因此通过至少在成为上边的边设置由非刚性层构成的周边部,能够降低在窗玻璃的端部侧产生中间膜与玻璃板的界面剥离的风险。
[0067]
在本公开中的中间膜中,周边部也可以沿着车辆用窗玻璃的全部边配置。在图7中示出该形态的中间膜的一例的示意图(从膜厚方向观察中间膜的示意图)。通过周边部沿着车辆用窗玻璃的全部边配置,能够抑制主要部的刚性层与水的接触,能够更加抑制中间膜与玻璃板的界面剥离。
[0068]
本公开中的中间膜单体的制造方法没有特别限定,能够使用公知的方法。例如,作为中间膜用原料树脂的膜化方法,可列举出常规方法的模具挤出法或者压延辊法等,但并不限定于此。
[0069]
如果是通常的夹层玻璃,则通过用2张玻璃板夹持1张连续的中间膜而制作,但在本公开的车辆用夹层玻璃的制造方法中,通过利用2张玻璃板夹持将排列包括至少一层刚性层的层叠的中间膜和由非刚性层构成的中间膜而得到的中间膜来制作。
[0070]
在该情况下,虽然在这2个中间膜之间产生接缝,但在高压釜内加热/加压时,中间膜彼此熔接而接缝变得不明显,因此不会妨碍乘客的视野。
[0071]
本公开的车辆用窗玻璃的特征在于,比以往的通常的夹层玻璃轻量。因而,在本公开的车辆用窗玻璃中的第1玻璃板和第2玻璃板中,优选至少一者为2.0mm以下,更优选第2
玻璃板为2.0mm以下,进一步优选第1玻璃板和第2玻璃板这两者为2.0mm以下。
[0072]
[第1玻璃板]
[0073]
作为本公开的车辆用窗玻璃中的第1玻璃板,没有特别限定,能够使用公知的玻璃板作为用于车辆用窗玻璃的玻璃板。
[0074]
第1玻璃板的厚度优选为1.4mm~2.2mm。
[0075]
第1玻璃板的组成没有特别限定。作为第1玻璃板,也可以使用化学强化玻璃。作为化学强化玻璃的优选的组成,可列举出下述(1)或者(2)的组成。
[0076]
(1)以质量%计,sio2:65%~75%,al2o3:0~5%,na2o+k2o:5%~20%,mgo:0~10%,cao:2%~15%
[0077]
(2)以质量%计,sio2:55%~65%,b2o3:0~10%,al2o3:10%~25%,na2o+k2o:10%~20%,mgo:0~10%,cao:0~5%
[0078]
[第2玻璃板]
[0079]
作为本公开的车辆用窗玻璃中的第2玻璃板,没有特别限定,能够使用公知的玻璃板作为用于车辆用窗玻璃的玻璃板。
[0080]
第2玻璃板的厚度优选为0.7mm~1.8mm。
[0081]
第2玻璃板的组成没有特别限定。作为第2玻璃板,也可以使用化学强化玻璃。化学强化玻璃的优选的组成与上述(1)或者(2)的组成是同样的。
[0082]
本公开的车辆用窗玻璃(夹层玻璃)的制造方法没有特别限定,能够使用公知的方法。例如,在第1玻璃板与第2玻璃板之间夹着中间膜,通过挤压辊,或者放入橡胶袋进行减压抽吸,将在构件之间残留的空气脱气,之后进行预粘接而得到层叠体,将该层叠体放入高压釜,或者进行加压而压接(也可以一边适当加热一边压接),从而能够得到夹层玻璃,但并不限定于这些方法。
[0083]
在图8中示出搭载有本公开的车辆用窗玻璃10的车辆11的一例的示意图,但并不限定于此。
[0084]
《实验1:关于中间膜的刚性与含水率的关系》
[0085]
作为中间膜,准备下述中间膜样品1~4。
[0086]
中间膜样品1~4的杨氏模量都是在温度23℃、湿度50~60%的环境下测定而得到的值。
[0087]
在以下示出中间膜样品1~4的杨氏模量的测定方法的详细情况。
[0088]
中间膜样品1~4的杨氏模量的测定按照jis k 7161-1实施。该方法的目的在于,在沿着主轴(长度方向)以恒定速度牵拉试片直到应力或应变(伸长率)达到预先确定的值时,测定施加于试片的力和伸长率,由此求出试片的牵拉弹性模量(杨氏模量)。
[0089]
试验机使用适合于jis k 7161-1的a&d公司制的tensilon万能试验机(rtc-2410)。
[0090]
通过切削将中间膜样品1~4机械加工成遵循jis k 6251的“牵拉5号型哑铃状”来制作试片。
[0091]
中间膜样品1的厚度为0.80mm。
[0092]
中间膜样品2的厚度为0.85mm。
[0093]
中间膜样品3的厚度为0.78mm。
[0094]
中间膜样品4的厚度为0.80mm。
[0095]
试片的标线间距离设为33mm。
[0096]
试片的数量为中间膜样品各1个。
[0097]
制作的试片在温度23℃、湿度50~60%的环境下保管4小时以上。
[0098]
牵拉试验时的气氛在与样品保管时相同的温度23℃、湿度50~60%的环境下实施。
[0099]
牵拉试验时,仅对中间膜样品3施加预备力(载荷:20mn,保持:10sec)。
[0100]
对其他中间膜样品1、2、4,不施加预备力地实施牵拉试验。
[0101]
牵拉试验时的试验速度设为在1分钟赋予标线间距离的1%的应变的速度即0.33mm/min。
[0102]
施加于试片的应力σ[mpa]为测定时施加的力f[n]除以试片的最初截面积a[mm2]而得到的值。
[0103]
试片所产生的应变ε[-]设为试片的标线间距离的增加量δl0[mm]除以试片的标线间距离l0[mm]而得到的值。
[0104]
试片的杨氏模量e[mpa]设为试片的应变ε2(0.25%)下的应力σ2[mpa]与试片的应变ε1(0.05%)下的应力σ1[mpa]的差值除以试片的应变ε2与试片的应变ε1的差值而得到的值。
[0105]
本试验中的应力、杨氏模量以及应变取有效数字2位。
[0106]
中间膜样品1
…
saflex(注册商标,以下相同)rf41(伊士曼化工公司制)单层的低弹性pvb膜杨氏模量e:1.1mpa
[0107]
中间膜样品2
…
saflexqf51(伊士曼化工公司制)3层结构的低弹性pvb膜杨氏模量e:1.3mpa
[0108]
中间膜样品3
…
saflexdg41(伊士曼化工公司制)单层的高弹性pvb膜杨氏模量e:49mpa
[0109]
中间膜样品4
…
s-lec clear film hirzn-10(积水化学工业株式会社制)单层的低弹性pvb膜杨氏模量e:0.94mpa
[0110]
按以下的步骤调查中间膜样品1~4的含水率的经时变化。
[0111]
(1)将中间膜样品1~4分别切取为4cm见方,测定重量。
[0112]
(2)将所切取的各中间膜样品在干燥器内保管几天,去除初期水分(进行直到所切取的各中间膜样品的重量变化消失)。测定去除了初期水分的状态下的各中间膜样品的重量(也将该重量称为“试验前的中间膜样品的重量”)。
[0113]
(3)将去除了初期水分的各中间膜样品放入恒温槽(23℃,相对湿度60%),连同重量一起调查含水率的经时变化。也将各时间的各中间膜样品的重量称为“试验后的中间膜样品的重量”。
[0114]
含水率通过下述式(a)求出。
[0115]
含水率(%)=100
×
{试验后的中间膜样品的重量(g)-试验前的中间膜样品的重量(g)}/试验后的中间膜样品的重量(g)
…
式(a)
[0116]
在图9中示出结果。由图9所示的结果可知,包括高弹性pvb膜的中间膜样品3相对于由低弹性pvb膜构成的中间膜样品1、2以及4,含水率经时变高。由此,可以说,高刚性的中
间膜与刚性低的中间膜相比存在易于吸水的倾向。
[0117]
《实验2:关于中间膜的含水率与击打值的关系》
[0118]
(1)夹层玻璃样品的制作
[0119]
作为玻璃板,使用厚度1.8mm或2.1mm的玻璃板b1、与厚度0.70mm或1.1mm的玻璃板b2,设为4种组合。
[0120]
作为中间膜,使用前述的去除了初期水分的状态下的中间膜样品2或者样品3。
[0121]
在玻璃板b1与玻璃板b2之间夹着各中间膜样品,放入橡胶袋进行减压抽吸,将残留于构件间的空气脱气,之后,进行预粘接,得到层叠体,将该层叠体放入高压釜,在下述表1的条件下进行夹层加工。在预粘接后,从橡胶袋中取出样品,最终粘接同样使用高压釜,在下述表1的条件下进行夹层加工。
[0122]
制成的夹层玻璃样品如下所述。
[0123]
夹层玻璃样品c1
…
玻璃板b1/中间膜样品2/玻璃板b2
[0124]
夹层玻璃样品c2
…
玻璃板b1/中间膜样品3/玻璃板b2
[0125]
[表1]
[0126]
粘接条件
[0127][0128]
(2)击打试验
[0129]
将夹层玻璃样品c1和c2(尺寸为300mm
×
300mm)分别在冷却至-18℃的恒温恒湿槽中保管约17小时。各样品使用玻璃架确保约1cm的间隔。
[0130]
对于夹层玻璃样品c1和c2,分别从恒温恒湿槽取出,立即用锤子击打。捶打台使用厚度13mm的铁板,在倾斜为45度的状态下使用。锤子使用头约为500g,直径30mm的锤子。将样品与捶打台的角度设为约5度。锤头以整个表面与玻璃面接触的方式打下去。
[0131]
从玻璃板b1侧的角部击打样品的角部100mm
×
100mm的范围,捶打第1列后返回,以第1列一半左右重叠的方式捶打第2列,重复该操作,确认玻璃的打击面完全被粉碎。
[0132]
在第1张的试验完成后,将第2张从恒温恒湿槽取出,同样地进行试验。
[0133]
在试验完成后,将样品在室温下放置约1小时,完全去除结露。
[0134]
将击打值判定用样品(击打值2~8)与各样品的中间膜暴露面积进行比较,判定击打值,评价打击面的密合性。
[0135]
击打值与打击面的密合性具有下述表2这样的关系。表2表示,击打值越低,中间膜的暴露度越高,玻璃板与中间膜越容易剥离。
[0136]
[表2]
[0137]
击打值与打击面的密合性
[0138][0139]
(3)含水率
[0140]
对夹层玻璃样品测定近红外区域的光谱,求出起因于pvb(亚甲基)的吸收和起因于水的吸收之比,使用由校准线导出的计算式,计算含水率。需要说明的是,测定点设为距玻璃端部的距离为5cm~10cm的中央侧。
[0141]
测定使用日立高新技术公司制分光光度计(u-4000),将水的吸收带设为1925nm,将亚甲基的吸收带设为1705nm,计算含水率。
[0142]
在图10中示出粘接于玻璃板的状态下的中间膜的含水率与击打值的关系。需要说明的是,在图10中,“saflexqf51”表示从玻璃板b1侧击打夹层玻璃样品c1。“saflexdg41”表示从玻璃板b1侧击打夹层玻璃样品c2。
[0143]
根据图10所示的结果可知,对于包括由低弹性pvb膜构成的中间膜样品2的夹层玻璃样品c1,4个的含水率都为0.5%以下,在非刚性的中间膜粘接于玻璃的状态下,中间膜的含水率的变动较小。而且可知,对于包括由高弹性pvb膜构成的中间膜样品3的夹层玻璃样品c2,4个中的3个的含水率超过0.5%,在高刚性的中间膜粘接于玻璃的状态下,中间膜的含水率的变动较大,可知,在含水率比0.5%低的状态下,与以往包括中间膜的夹层玻璃同样地,显示出良好的击打值,但在吸水且含水率比0.5%高时,击打值恶化,容易引起玻璃板的剥离。由此,可以说,在高刚性的中间膜粘接于玻璃的状态下,利用非刚性的中间膜来防止在制造夹层玻璃时及制造后从中间膜端部吸水,能够将高刚性中间膜的含水率抑制到0.5%以下,能够避免击打值的恶化。
[0144]
根据上述实验1和实验2的结果可知,高刚性的中间膜具有在粘接于玻璃板的状态下易于吸水的倾向,若吸收超过0.5%的水分,则容易自玻璃板剥离。由此,本发明的发明人发现,通过利用刚性低的中间膜覆盖高刚性的中间膜,制成高刚性的中间膜不能从夹层玻璃的端面外部吸水的膜结构,从而能够提供在窗玻璃的端部侧不易发生由吸水导致的剥离并且高刚性的车辆用窗玻璃。
[0145]
例如,前述的中间膜样品3能够在本公开的车辆用窗玻璃中用作刚性相对较高的主要部4,中间膜样品1、2、4能够用作刚性相对较低的周边部5。
[0146]
产业上的可利用性
[0147]
本公开的车辆用窗玻璃除了用作夹层玻璃和中间膜的端面在大气中暴露这样的前挡风玻璃、侧窗玻璃之外,在多湿的环境下的保管、运输中,也能够抑制由中间膜的吸水导致的窗玻璃端部的玻璃板的剥离,例如也适合于未被调湿的陆运、船运等运输。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1