一种适用于中小型无人机的复合材料整体机翼及成型方法与流程
1.本发明涉及一种适用于中小型无人机的复合材料整体机翼,属于结构设计领域。
背景技术:
2.中小型无人机具有成本低、结构轻、隐身好、航时长、高机动、大过载等设计优势和设计潜力。这些设计目标给无人飞机的机翼结构设计提出严峻挑战。为满足设计指标和综合性能,小型无人机必须大量使用复合材料来节约重量提升性能。但目前使用复合材料制作无人机的机翼时,需要安装较多的零件及紧固件,装配工作量大,存在大量零件装配累积公差,不利于保证机翼的装配精度,不利于实现中小型无人机的结构轻、成本低等需求。
技术实现要素:
3.本发明的目的在于克服上述缺陷,提供一种适用于中小型无人机的复合材料整体机翼,整体机翼采用双梁夹层结构方案,为蒙皮+整体骨架构型,机翼蒙皮分为上下两块整体共固化蒙皮,机翼整体骨架由整体骨架泡沫夹芯与整体骨架层压板构成,沿弦向布置前梁和后梁承受弯矩及剪力,沿展向布置两个纵向肋与前后梁组成翼盒承受载荷,确保结构具有足够的强度和刚度;翼身连接采用四点连接销+左右旋锁紧连杆方案,利用工装定位翼身连接孔位,进行翼身连接孔预制,能够满足单独钻孔机翼的快速拆卸及可互换性。本发明还提供一种整体机翼的一体成型的方法。本发明能够满足结构承载、功能等使用条件,且具备低成本和高可维护性特点。
4.为实现上述发明目的,本发明提供如下技术方案:
5.一种适用于中小型无人机的复合材料整体机翼,包括机翼整体骨架、分别包覆于机翼整体骨架上方和下方的上蒙皮和下蒙皮以及翼身连接结构;上蒙皮和下蒙皮均采用复合材料,机翼整体骨架包括复合材料的骨架主体和金属镶嵌件,骨架主体包括整体骨架层压板和整体骨架泡沫夹芯;
6.下蒙皮设有翼身连接开口;机翼整体骨架中的金属镶嵌件设于骨架主体与机身框连接的对应的位置,所述金属镶嵌件上设有翼身连接孔;翼身连接结构包括连接销及左右旋紧连杆,机身框穿过所述翼身连接开口,连接销依次穿过机翼整体骨架上的翼身连接孔和机身框上的耳片,并通过左右旋锁紧连杆实现固定。
7.进一步的,所述机翼整体骨架的骨架主体中,沿弦向布置前梁和后梁,沿展向布置两个纵向肋,所述纵向肋、前梁以及后梁共同组成翼盒。
8.进一步的,所述金属镶嵌件为4个,其中2个设于前梁上,另外2个设于后梁上,连接销为4个,每个连接销依次穿过翼身连接孔和机身框上的耳片,左右旋锁紧连杆为2个,每个左右旋锁紧连杆两端分别与2个连接销连接,左右旋锁紧连杆平行纵向肋。
9.进一步的,上蒙皮设有用于副翼舵机及副翼驱动机构安装及运动的开口。
10.进一步的,机翼整体骨架中的骨架主体包括整体骨架泡沫夹芯及整体骨架层压板,所述整体骨架泡沫夹芯填充于整体骨架层压板内部,金属镶嵌件预埋于整体骨架泡沫
夹芯中。
11.进一步的,所述整体机翼后部还设有副翼安装口,所述副翼安装口中设有两个不锈钢连接支座,副翼通过叉型转轴与不锈钢连接支座固定连接。
12.上述一种适用于中小型无人机的复合材料整体机翼的成型方法,其特征在于,包括以下步骤:
13.s1将下蒙皮铺贴在下半壳模具上,并在下蒙皮上贴一层胶膜;
14.s2将机翼整体骨架置于步骤s1所贴胶膜上,并通过工装定位;
15.s3在机翼整体骨架上铺贴上蒙皮,上半壳模具与下半壳模具合模并胶接;
16.s4将上半壳模具、下半壳模具及上半壳模具和下半壳模具内部的上蒙皮、下蒙皮、机翼整体骨架以及工装一同固化,实现整体机翼的一体成型。
17.进一步的,上述一种适用于中小型无人机的复合材料整体机翼的成型方法,还包括在工装存在的条件下,对金属镶嵌件上所设翼身连接孔进行预制。
18.本发明与现有技术相比具有如下有益效果:
19.(1)本发明一种适用于中小型无人机的复合材料整体机翼,巧妙地利用了复合材料的材料特性,形成了易于制造的高承载先进复合材料结构构型方案,在满足结构承载及功能使用要求的基础上,充分发挥复合材料整体结构成型优势,大幅减少零件数量和紧固件的用量提升制造工艺性,实现了结构轻质化需求,相对传统结构实现减重20%以上,批量生产成本至少降低约25%,能够广泛应用于各类无人机结构系统设计;
20.(2)本发明一种适用于中小型无人机的复合材料整体机翼的成型方法中,通过带工装一体化成型,与现有技术中复合材料直接铺贴后不带工装进行固化相比,提高了机翼的成型精度;
21.(3)本发明一种适用于中小型无人机的复合材料整体机翼,与机体其他结构(比如机身及副翼)等实现了可拆卸快速对接以及可互换性,能够很好的满足设计要求;
22.(4)本发明一种适用于中小型无人机的复合材料整体机翼的成型方法中,利用工装定位翼身连接孔位,进行翼身连接孔预制,能够满足单独钻孔机翼的快速拆卸及可互换性;
23.(5)本发明一种适用于中小型无人机的复合材料整体机翼,翼身连接机构包括连接销和左右旋锁紧连杆,装配时通过设置左右旋锁紧连杆可实现装配相对位置的调节,避免了因零件加工和装配过程中累积公差导致的装配不协调问题;
24.(6)本发明一种适用于中小型无人机的复合材料整体机翼的成型方法,通过整体成型,减少了装配零件及紧固件的数量,实现了结构的减重,减少了装配工作量。
附图说明
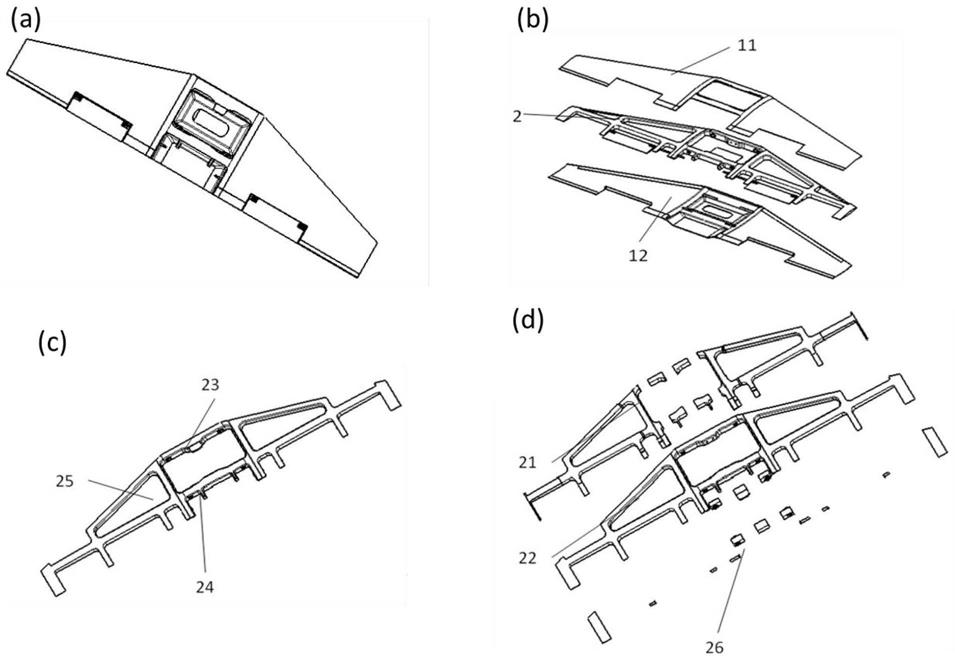
25.图1为本发明一种适用于中小型无人机的复合材料整体机翼结构示意图;其中图(a)为整体图,图(b)为蒙皮和整体骨架的拆分示意图,图(c)为整体骨架示意图,图(d)为整体骨架层压板、整体骨架内泡沫夹芯及镶嵌件拆分示意图;
26.图2为本发明整体机翼结构与翼身连接示意图;其中图(a)为机翼与机身连接框连接示意图,图(b)为机翼与机身连接框连接俯视图,图(c)为机翼与机身连接框连接细节示意图;
27.图3为本发明整体机翼结构与副翼连接示意图;其中图(a)为机翼与副翼拆分示意图,图(b)为机翼与副翼局部连接示意图。
具体实施方式
28.下面通过对本发明进行详细说明,本发明的特点和优点将随着这些说明而变得更为清楚、明确。
29.在这里专用的词“示例性”意为“用作例子、实施例或说明性”。这里作为“示例性”所说明的任何实施例不必解释为优于或好于其它实施例。尽管在附图中示出了实施例的各种方面,但是除非特别指出,不必按比例绘制附图。
30.本发明一种适用于中小型无人机的复合材料整体机翼结构及成型方法,在满足结构承载及功能使用要求的基础上,充分发挥复合材料整体结构成型优势,大幅减少零件数量和紧固件的用量提升制造工艺性,除部分连接结构、承受冲击载荷和面外集中载荷处采用金属结构外,均为复合材料结构,实现结构轻质化需求,提高机翼装配精度,并与机体其他结构实现可拆卸快速对接以及可互换性。
31.具体的,复合材料整体机翼结构采用双梁夹层结构方案,一体化程度高,且可承受使用过程中产生的各种载荷,提升了制造工艺性,并考虑了可维护性,能够实现快速拆装及可互换性。本发明为蒙皮+整体骨架构型,机翼整体骨架包括骨架主体及金属镶嵌件,骨架主体由整体骨架泡沫夹芯与整体骨架层压板构成,其沿弦向布置前梁和后梁承受弯矩及剪力,沿展向布置两个纵向肋与前后梁组成翼盒承受载荷,以满足结构的强度、刚度要求。
32.复合材料整体机翼结构组成示意图如图1所示,包括机翼蒙皮1、机翼整体骨架2。机翼蒙皮1分为上下两块整体共固化蒙皮,上蒙皮11中部和后部设置局部开口,为副翼舵机及副翼驱动机构留出安装空间和运动空间;下蒙皮12在翼身连接的安装点开口,记为翼身连接开口,为翼身连接框耳片通过提供通路;机翼装配时将下蒙皮12直接铺贴在下半壳模具上,在下蒙皮12上贴一层胶膜,将机翼整体骨架2置于下蒙皮胶膜上,通过工装设置定位点,使机翼整体骨架2上所设翼身连接孔与工装定位孔对应,在机翼整体骨架2上铺贴上蒙皮11,上半壳模具与下半壳模具合模并胶接一体成形,将上半壳模具、下半壳模具及上半壳模具和下半壳模具内部的上蒙皮11、下蒙皮12、机翼整体骨架2以及工装一同固化,能够保证机翼的装配精度。
33.翼身连接处通过工装定位机翼及机身,利用工装定位翼身连接孔位(即使机翼整体骨架2上所设翼身连接孔与机身框3中耳片上安装孔定位),进行翼身连接孔预制,能够满足单独钻孔机翼的可互换性。
34.如图2,翼身连接采用四点连接销+左右旋锁紧连杆方案,即在机翼中部,分别用左右旋锁紧连杆把机翼前梁、后梁与机身框连接。翼梁在前后连接销处均镶嵌金属镶嵌件26,即铝合金加强块,金属镶嵌件26预埋在骨架夹芯内与骨架一体成型。该金属镶嵌件26一方面可以提高翼梁在翼身连接销轴处刚度,另一方面可以在配打翼身连接孔时起到导向作用。
35.主副翼连接处布置了两个不锈钢连接支座27为副翼提供了连接接口,同时封闭机翼。副翼叉型转轴61插入到不锈钢连接支座27中,再将副翼从后向前插入叉型转轴61的叉形槽中,采用机械连接固定,将副翼设计成可拆卸结构,确保机载设备高可维护性。具体如
图3所示。
36.实施例1:
37.复合材料整体机翼结构组成示意图如图1所示,包括机翼蒙皮1、机翼整体骨架2。机翼蒙皮1分为上下两块整体共固化蒙皮,上蒙皮11中部和后部设置局部开口,为副翼舵机及副翼驱动机构留出安装空间和运动空间;下蒙皮12在翼身连接的安装点的对应位置设有翼身连接开口。
38.机翼整体骨架2包括复合材料的骨架主体和金属镶嵌件26,骨架主体由整体骨架泡沫夹芯21与整体骨架层压板22构成,其沿弦向布置前梁23和后梁24承受弯矩及剪力,沿展向布置两个纵向肋25与前后梁23、24组成翼盒承受载荷,以满足结构的强度、刚度要求。在翼身连接销4连接轴孔(即机翼整体骨架2所设翼身连接孔)及副翼驱动机构连接轴孔处均通过在整体骨架泡沫夹芯21相应位置处预埋金属镶嵌件26,金属镶嵌件26与骨架主体一体成型。
39.机翼装配时将下蒙皮12直接铺贴在下半壳模具上,在下蒙皮12上贴一层胶膜,将整体骨架2置于下蒙皮胶膜上,通过在工装设置定位点与机翼整体骨架2一体成形,将待固化的机翼整体零件与机翼上下半壳模具胶接连接,连同工装一起固化成型,能够保证机翼的装配精度。
40.翼身连接结构示意图如图2所示。其采用四点连接销4+左右旋锁紧连杆5方案,即在机翼中部,分别用左右旋锁紧连杆把机翼前梁23、后梁24与机身框3连接。为了提高翼身连接的装配精度,在翼身连接位置处设置工装来定位翼身连接孔位(即使机翼整体骨架2上所设翼身连接孔与机身框3中耳片上安装孔定位),在预埋的金属镶嵌件26上进行翼身连接孔预制,以实现单独钻孔机翼的可互换性。
41.主副翼连接结构示意图如图3所示。在主副翼连接处布置了两个不锈钢连接支座27为副翼6提供了连接接口,副翼叉型转轴61插入到连接支座27中,再将副翼6从后向前插入叉型转轴61的叉形槽中,采用机械连接固定,实现了副翼结构的可拆卸要求。
42.以上结合具体实施方式和范例性实例对本发明进行了详细说明,不过这些说明并不能理解为对本发明的限制。本领域技术人员理解,在不偏离本发明精神和范围的情况下,可以对本发明技术方案及其实施方式进行多种等价替换、修饰或改进,这些均落入本发明的范围内。本发明的保护范围以所附权利要求为准。
43.本发明说明书中未作详细描述的内容属本领域技术人员的公知技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1