一种络筒机投料方法与流程
[0001]
本发明涉及纺纱方法技术领域,具体来说,涉及一种络筒机投料方法。
背景技术:
[0002]
目前,纱库式络纱设备在国内的市场占有率极高,大多数纺织厂都采用纱库式络纱设备进行络纱,纱库式络纱设备需要人工将管纱投入纱库中,工作量大,生产效率低。虽然现有的自动络纱设备可以实现络纱过程全自动化,但如果将工厂的纱库式络纱设备全部替换成自动络纱设备,成本太高,原有的纱库式络纱设备也无法创造价值。因此,可在现有纱库式络纱设备上技改得到一种络纱设备,提高自动化程度的同时,资金投入少。
[0003]
技改得到的络纱设备,管纱位于络筒机工作单元下方的工作位,下吸纱件需要将管纱的纱线头吸入,使纱线保持张力,等待上吸纱件在筒子上找头,然后一并送入打结器打结。现需要提供一种方法,能够将纱线头投喂到吸纱位置,从而被下吸纱件准确吸取。
技术实现要素:
[0004]
本发明所要解决的技术问题是:提供一种络筒机投料方法,实现自动将管纱投喂给络筒机工作单元进行退绕。
[0005]
为解决上述技术问题,本发明实施例提供一种络筒机投料方法,包括以下步骤:
[0006]
步骤10)检测到络纱工作位需要补料时,将管纱输送到络纱工作位;
[0007]
步骤20)检测到管纱位于络纱工作位时,关闭络纱工作位的定位闸门,将管纱固定;
[0008]
步骤30)将管纱中的纱线头投喂到络筒机工作单元的吸纱位置,供络筒机工作单元进行抓取、捻接和退绕。
[0009]
作为本发明实施例的进一步改进,应用于含有下吸纱件的络筒机工作单元;所述步骤30)采用喂纱系统,所述喂纱系统包括控制器和喂纱装置,喂纱装置设置在络筒机工作单元的下方;
[0010]
所述步骤30)具体包括以下步骤:
[0011]
步骤302)控制器接收喂纱信号后,生成开启信号,将开启信号发送给喂纱装置;
[0012]
步骤303)喂纱装置接收开启信号后,将位于络纱工作位的管纱中的纱线头向上移动到络筒机工作单元的吸纱位置,纱线头被吸入下吸纱件中,供络筒机工作单元进行抓取、捻接和退绕。
[0013]
作为本发明实施例的进一步改进,所述喂纱系统还包括第一检测装置,第一检测装置用于检测下吸纱件的动作;所述步骤302)前还包括:
[0014]
步骤301)第一检测装置检测到下吸纱件动作时,生成喂纱信号,将喂纱信号发送给控制器。
[0015]
作为本发明实施例的进一步改进,所述第一检测装置用于检测下吸纱件向下摆动的动作;
[0016]
所述步骤301)包括:第一检测装置检测到下吸纱件向下摆动时,生成喂纱信号,将喂纱信号发送给控制器。
[0017]
作为本发明实施例的进一步改进,所述第一检测装置用于检测络筒机工作单元内用于驱动下吸纱件动作的驱动件的运动;
[0018]
所述步骤301)包括:
[0019]
第一检测装置检测到驱动件顺时针旋转或逆时针旋转时,生成喂纱信号,将喂纱信号发送给控制器。
[0020]
作为本发明实施例的进一步改进,第一检测装置用于检测下吸纱件向上摆动的动作;
[0021]
所述步骤301)包括:第一检测装置检测到下吸纱件向上摆动时,生成喂纱信号,将喂纱信号发送给控制器;
[0022]
所述步骤302)包括:控制器接收喂纱信号后,等待第一预设延迟时间,生成开启信号,将开启信号发送给喂纱装置。
[0023]
作为本发明实施例的进一步改进,所述第一检测装置为光电式接近开关、感应式接近开关、机械式压力开关、压力传感器或磁性传感器。
[0024]
作为本发明实施例的进一步改进,所述喂纱装置包括第一吹气件,所述第一吹气件位于所述管纱的下方;
[0025]
所述步骤303)具体包括:
[0026]
开启第一吹气件,将管纱中的纱线头向上吹到络筒机工作单元的吸纱位置,纱线头被吸入下吸纱件中,供络筒机工作单元进行抓取、捻接和退绕。
[0027]
作为本发明实施例的进一步改进,所述喂纱装置还包括牵引件,所述牵引件位于所述络筒机工作单元和所述管纱之间;所述牵引件包括本体,本体包括贯穿本体的穿线腔;
[0028]
所述步骤303)具体包括:
[0029]
开启第一吹气件,第一吹气件将管纱中的纱线头向上吹出纱管口,进入牵引件的穿线腔中,纱线头继续向上穿出穿线腔,到达络筒机工作单元的吸纱位置,纱线头被吸入下吸纱件中,供络筒机工作单元进行抓取、捻接和退绕。
[0030]
作为本发明实施例的进一步改进,所述喂纱装置还包括牵引件和第二吹气件,所述牵引件位于所述络筒机工作单元和所述管纱之间;所述牵引件包括本体,本体包括贯穿本体的穿线腔;本体上设有进风口和出风口,进风口与出风口连通,出风口与穿线腔连通;所述第二吹气件设置在进气口处;
[0031]
所述步骤303)具体包括:
[0032]
开启第一吹气件和第二吹气件,第一吹气件将管纱中的纱线头向上吹出纱管口,进入牵引件的穿线腔中;
[0033]
第二吹气件将穿线腔中的纱线头向上吹出穿线腔,到达络筒机工作单元的吸纱位置,纱线头被吸入下吸纱件中,供络筒机工作单元进行抓取、捻接和退绕。
[0034]
作为本发明实施例的进一步改进,所述出风口位于所述穿线腔的下部内壁,所述出风口的出风方向倾斜向上。
[0035]
作为本发明实施例的进一步改进,所述穿线腔的底端开口呈喇叭状。
[0036]
作为本发明实施例的进一步改进,所述喂纱系统还包括第二检测装置;所述步骤
30)还包括:
[0037]
步骤304)第二检测装置检测到纱线头位于络筒机工作单元的吸纱位置时,生成停喂信号,并向控制器发送停喂信号;
[0038]
控制器接收停喂信号后,生成关闭信号,并向喂纱装置发送关闭信号;
[0039]
喂纱装置接收关闭信号后,停止工作。
[0040]
作为本发明实施例的进一步改进,所述步骤30)还包括:
[0041]
步骤304)控制器接收喂纱信号后等待第二预设延迟时间,生成关闭信号,并向喂纱装置发送关闭信号;
[0042]
喂纱装置接收关闭信号后,停止工作。
[0043]
作为本发明实施例的进一步改进,还包括:
[0044]
检测到等待位需要补料时,打开补料闸门,将管纱输送到等待位;
[0045]
检测到管纱位于等待位时,将管纱固定;
[0046]
所述步骤10)包括:检测到络纱工作位需要补料时,将管纱从等待位输送到络纱工作位。
[0047]
作为本发明实施例的进一步改进,还包括:
[0048]
步骤40)若检测到退绕完成时,打开络纱工作位的定位闸门,将空纱管释放;若检测到断线,重复步骤30)。
[0049]
与现有技术相比,本发明的技术方案具有以下有益效果:本发明实施例提供一种络筒机投料方法,实现自动将管纱投喂给络筒机进行退绕。本实施例的络筒机投料方法,首先检测络纱工作位是否需要补料,如果需要补料,将管纱输送到络纱工作位;当管纱位于络纱工作位时,关闭定位闸门,将管纱固定;然后将管纱中的纱线头投喂到络筒机工作单元的吸纱位置,供络筒机工作单元进行抓取、捻接和退绕;如果检测到退绕完成,则打开定位闸门,将空纱管释放;如果检测到断线,则再将管纱中的纱线头投喂到络筒机工作单元的吸纱位置,供络筒机工作单元重复抓取、捻接和退绕。本方法实现自动将管纱投喂给络筒机进行纱线头抓取和管纱退绕,单独控制投料过程,技改时不改变原有络筒机控制系统,减少技改成本,提高适用性和通用性。实现单独控制投料过程,技改时不需要改变原有络筒机控制系统,减少技改成本。
附图说明
[0050]
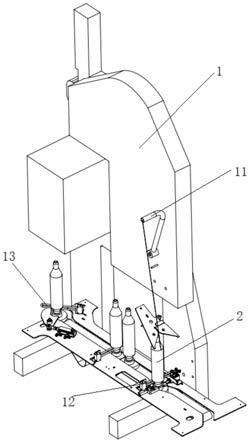
图1是应用本发明实施例络筒机投料方法的络筒机工作单元的结构示意图;
[0051]
图2是络筒机工作单元应用本发明优选实施例络筒机投料方法的工作状态示意图;
[0052]
图3是本发明优选实施例络筒机投料方法中牵引件的结构示意图。
[0053]
图中,络筒机工作单元1、下吸纱件11、定位闸门12、补料闸门13、管纱2、第一吹气件31、牵引件32、本体321、穿线腔3211、进风口3212、出风口3213、第二检测装置33。
具体实施方式
[0054]
结合附图,对本发明的技术方案进行详细的说明。
[0055]
本发明实施例提供一种络筒机投料方法,包括以下步骤:
[0056]
步骤10)检测到络纱工作位需要补料时,将管纱输送到络纱工作位;
[0057]
步骤20)检测到管纱位于络纱工作位时,关闭络纱工作位的定位闸门12,将管纱固定;
[0058]
步骤30)将管纱中的纱线头投喂到络筒机工作单元的吸纱位置,供络筒机工作单元进行抓取、捻接和退绕。
[0059]
本实施例的络筒机投料方法,首先检测络纱工作位是否需要补料,如果需要补料,将管纱输送到络纱工作位;当管纱位于络纱工作位时,关闭定位闸门12,将管纱固定;然后将管纱中的纱线头投喂到络筒机工作单元的吸纱位置,供络筒机工作单元进行抓取、捻接和退绕;如果检测到退绕完成,则打开定位闸门12,将空纱管释放;如果检测到断线,则再将管纱中的纱线头投喂到络筒机工作单元的吸纱位置,供络筒机工作单元重复进行抓取、捻接和退绕。该方法实现自动将管纱投喂给络筒机进行纱线头抓取和管纱退绕,单独控制投料过程,技改时不改变原有络筒机控制系统,减少技改成本,提高适用性和通用性。
[0060]
作为优选,本实施例方法还包括:
[0061]
检测到等待位需要补料时,打开补料闸门13,将管纱输送到等待位;
[0062]
检测到管纱位于等待位时,将管纱固定。
[0063]
步骤10)包括:检测到络纱工作位需要补料时,将管纱从等待位输送到络纱工作位。
[0064]
本实施例方法先将管纱输送到等待位,当络纱工作位需要补纱时,将等待位的管纱补给到络纱工作位。该优选例用于储备管纱,及时为络纱工作位补充管纱,实现连续生产,减少等待,避免浪费时间而造成产量减少。
[0065]
本实施例的步骤20)中,检测到管纱位于络纱工作位时,关闭络纱工作位的定位闸门12,将管纱固定。管纱达到络纱工作位后,使用定位闸门12将管纱固定。这样,在进行退绕工作时,管纱位置固定,不会因为纱线的牵引而晃动或位移,使得退绕工作顺利进行。
[0066]
优选的,本发明实施例的络筒机投料方法,应用于含有下吸纱件11的络筒机工作单元1,如图1所示。步骤30)采用喂纱系统,喂纱系统包括第一检测装置、控制器和喂纱装置,第一检测装置设置在络筒机工作单元1上,喂纱装置设置在络筒机工作单元1的下方。
[0067]
步骤30)具体包括以下步骤:
[0068]
步骤302)控制器接收喂纱信号后,生成开启信号,将开启信号发送给喂纱装置;
[0069]
步骤303)喂纱装置接收开启信号后,将位于络纱工作位的管纱2中的纱线头向上移动到络筒机工作单元1的吸纱位置,纱线头被吸入下吸纱件11中,供络筒机工作单元进行抓取、捻接和退绕。
[0070]
上述实施例方法,控制器接收喂纱信号,即下吸纱件11准备吸取纱线头的信号,生成开启信号发送给喂纱装置,触发喂纱装置将管纱2的纱线头向上移动到吸纱位置,喂纱装置密切配合下吸纱件11,使得纱线头成功被下吸纱件11吸入,实现自动投喂纱线头,无需对控制系统进行改进,减少技改成本,也便于独立维护。
[0071]
其中,喂纱信号,即下吸纱件11准备吸取纱线头的信号,可以通过多种方式产生。优选的,喂纱系统还包括第一检测装置,第一检测装置用于检测下吸纱件(11)的动作。步骤302)前还包括:
[0072]
步骤301)第一检测装置检测到下吸纱件(11)动作时,生成喂纱信号,将喂纱信号
发送给控制器。
[0073]
本实施例通过设置第一检测装置检测下吸纱件11动作,即下吸纱件11准备吸取纱线头的动作,自动生成喂纱信号,提高现有设备的自动化程度,改动小,减少投资。
[0074]
优选的,步骤301)中,第一检测装置检测下吸纱件11动作,可以采用多种方法,具体如下:
[0075]
方法一,第一检测装置检测下吸纱件11向下摆动的动作,当检测到下吸纱件11向下摆动时,生成喂纱信号,将喂纱信号发送给控制器。
[0076]
该方法中,检测到下吸纱件11向下摆动时,即下吸纱件11往吸纱位置运动时,触发喂纱装置进行喂纱,可使得喂纱装置与下吸纱件11密切配合,使纱线头成功被下吸纱件11吸入,实现自动喂纱。可将第一检测装置安装在络筒机工作单元的壳体上,无需拆卸络筒机工作单元,安装方便,便于维护。
[0077]
方法二,第一检测装置检测下吸纱件11向上摆动的动作,当检测到下吸纱件11向上摆动时,生成喂纱信号,将喂纱信号发送给控制器;控制器接收喂纱信号后,等待第一预设延迟时间,生成开启信号。
[0078]
下吸纱件11没有成功吸到纱头时,络筒机工作单元1的控制系统会控制下吸纱件11向上摆动,预设时间后下吸纱件11再向下摆动。该方法中,将第一预设延迟时间设为该预设时间,检测到下吸纱件11向上摆动,控制器等待第一预设延迟时间后,即下吸纱件11向下摆动时,触发喂纱装置进行喂纱,可使得喂纱装置与下吸纱件11密切配合,使纱线头成功被下吸纱件11吸入,实现自动喂纱。本方法中,可将第一检测装置安装在络筒机工作单元1的壳体上,无需拆卸络筒机工作单元,安装方便,便于维护。
[0079]
方法三,第一检测装置检测络筒机工作单元1内用于驱动下吸纱件11动作的驱动件的运动,当检测到驱动件顺时针旋转或逆时针旋转时,生成喂纱信号,将喂纱信号发送给控制器。其中,驱动件可以是带轮、同步带或摆轮,也可以是其他部件。
[0080]
该方法中,第一检测装置安装在络筒机工作单元的内部,需要拆卸络筒机工作单元。然而,通过检测驱动下吸纱件11动作的带轮、同步带或摆轮运动来检测下吸纱件11动作,检测更直接、准确。带轮、同步带或摆轮为络筒机工作单元内部原有设备,无需增加新的驱动件,以充分利用原有设备。
[0081]
第一检测装置可自行检测下吸纱件11动作,也可与感应件配合检测下吸纱件11动作。优选的,第一检测装置为光电式接近开关、感应式接近开关、机械式压力开关、压力传感器或磁性传感器。优选的,感应件为感应支架、感应标贴、反射板、磁铁、拉绳或络筒机工作单元1上固有金属件。本实施例中控制器为现有设备。控制器为plc控制器、pac控制器或者ipc控制器,例如,采用汇川品牌的型号为plc h3u-1616mt-xp的控制器。
[0082]
优选的,喂纱装置包括第一吹气件31,如图2所示,第一吹气件31位于管纱2的下方。
[0083]
步骤303)具体包括:
[0084]
开启第一吹气件31,将管纱2中的纱线头向上吹到络筒机工作单元1的吸纱位置,纱线头被吸入下吸纱件11中,供络筒机工作单元进行抓取、捻接和退绕。
[0085]
本实施例方法通过检测下吸纱件11动作,控制第一吹气件31吹气,将纱线头准确、及时地投喂到吸纱位置,实现自动化喂纱。采用吹气方式进行投喂,结构简单。
[0086]
优选的,喂纱装置包括第一吹气件31和牵引件32,如图2所示,第一吹气件31位于管纱2的下方。牵引件32位于络筒机工作单元1和管纱2之间。如图3所示,牵引件32包括本体321,本体321包括贯穿本体的穿线腔3211。
[0087]
步骤303)具体包括:
[0088]
开启第一吹气件31,第一吹气件31将管纱中的纱线头向上吹出纱管口,进入牵引件32的穿线腔3211中,纱线头继续向上穿出穿线腔3211,到达络筒机工作单元1的吸纱位置,纱线头被吸入下吸纱件11中,供络筒机工作单元进行抓取、捻接和退绕。
[0089]
本实施例方法,将牵引件32安装在管纱2和络筒机工作单元1之间,穿线腔3211的底端开口与管纱2的小头管口相对,穿线腔3211的顶端开口与络筒机工作单元1的吸纱位置相对。设置牵引件32,穿线腔3211作为纱线头的牵引通道。在第一吹气件31的作用下,使得纱线头吹出纱管口在穿线腔3211中向上移动,将纱线头定向地从管纱送到络筒机工作单元1的吸纱位置,进一步保证可靠精准喂纱。尤其对于纱管顶端和络筒机工作单元1的吸纱位置相距较远时,利用牵引件32,可以对纱线头的移动方向进行限位,使其能够到达吸纱位置。
[0090]
优选的,喂纱装置包括第一吹气件31、牵引件32和第二吹气件,第一吹气件31位于管纱2的下方。牵引件32位于络筒机工作单元1和管纱2之间。如图3所示,牵引件32包括本体321,本体321包括贯穿本体的穿线腔3211。本体321上设有进风口3212和出风口3213,进风口3212与出风口3213连通,出风口3213与穿线腔3211连通。第二吹气件设置在进气口3212处。
[0091]
所述步骤303)具体包括:
[0092]
开启第一吹气件31和第二吹气件,第一吹气件31将管纱2中的纱线头向上吹出纱管口,进入牵引件32的穿线腔3211中;
[0093]
第二吹气件将穿线腔中的纱线头向上吹出穿线腔,到达络筒机工作单元1的吸纱位置,纱线头被吸入下吸纱件11中,供络筒机工作单元进行抓取、捻接和退绕。
[0094]
本实施例方法,将牵引件32安装在管纱2和络筒机工作单元1之间,穿线腔3211的底端开口与管纱2的小头管口相对,穿线腔3211的顶端开口与络筒机工作单元1的吸纱位置相对。接收到控制器的开启信号后,第一吹气件31和第二吹气件可同时吹气,也可控制先后吹气。第一吹气件31将管纱2中的纱线头向上吹出纱管口,进入牵引件32的穿线腔3211中。第二吹气件从进风口3212通入气流,气流经出风口3213流入穿线腔3211,气流带动位于穿线腔3211底端开口的纱线头从穿线腔3211内向上移动,如果纱线头的预留长度较短,在气流作用下,纱线头从管纱脱圈,最后从穿线腔3211的顶端开口伸出,到达络筒机工作单元1的吸纱位置。
[0095]
本实施例方法中,设置牵引件32,穿线腔3211作为纱线头的牵引通道,与穿线腔3211连通的出风口3213和进风口3212作为动力通道提供动力,使得纱线头在穿线腔3211中向上移动并脱圈,将纱线头定向、可加长地从管纱送到络筒机工作单元1的吸纱位置,进一步保证可靠精准喂纱。
[0096]
进一步,出风口3213位于穿线腔3211的下部内壁,出风口3213的出风方向倾斜向上。气流从穿线腔3211的下部倾斜向上吹入穿线腔3211,对纱线头产生倾斜向上的推力,推动纱线头在穿线腔3211中向上移动,可有效防止纱线头掉落,提高纱线头脱圈效果,保证纱
线头能精确达到吸纱位置,被下吸纱件11吸入,可靠完成喂纱。
[0097]
进一步,穿线腔3211的底端开口呈喇叭状。喇叭状的开口起到很好的引导作用,方便纱线头进入穿线腔3211。
[0098]
优选的,所述步骤30)还包括:
[0099]
步骤304)控制器接收喂纱信号后等待第二预设延迟时间,生成关闭信号,并向喂纱装置发送关闭信号;喂纱装置接收关闭信号后,停止工作。
[0100]
控制器接收喂纱信号后等待第二预设延迟时间,即下吸纱件11成功吸纱,及时控制喂纱装置停止工作,节能的同时也避免喂纱装置工作影响后续管纱到达工作位。
[0101]
优选的,喂纱系统还包括第二检测装置33,第二检测装置33与控制器连接。所述步骤30)还包括:
[0102]
步骤304)第二检测装置33检测到纱线头位于络筒机工作单元1的吸纱位置时,生成停喂信号,并向控制器发送停喂信号;控制器接收停喂信号后,生成关闭信号,并向喂纱装置发送关闭信号;喂纱装置接收关闭信号后,停止工作。其中,第二检测装置33为纱线传感器。
[0103]
下吸纱件11不动作时,即下吸纱件11成功吸纱,及时控制喂纱装置停止工作,节能的同时也避免喂纱装置工作影响后续管纱到达工作位。
[0104]
优选的,本实施例方法还包括:
[0105]
步骤40)若检测到退绕完成时,打开络纱工作位的定位闸门12,将空纱管释放;若检测到断线,重复步骤30)。
[0106]
具体的,如果没有接收到络筒机工作单元1的用于检测纱线的传感器发送的检测信号,且络筒机工作单元上方正常工作,则说明退绕完成,打开络纱工作位的定位闸门12,将空纱管释放。如果没有接收到络筒机工作单元1的用于检测纱线的传感器发送的检测信号,且络筒机工作单元上方没有正常工作,则说明纱线断线,络筒机工作单元的控制系统会控制下吸纱件11进行吸纱动作,执行步骤30),将管纱中的纱线头投喂到络筒机工作单元的吸纱位置,供下吸纱件11进行吸取。
[0107]
以上显示和描述了本发明的基本原理、主要特征和优点。本领域的技术人员应该了解,本发明不受上述具体实施例的限制,上述具体实施例和说明书中的描述只是为了进一步说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护的范围由权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1