一种半导体焊线设备的卸料装置的制作方法
1.本实用新型属于焊线设备技术领域,具体地说,涉及一种半导体焊线设备的卸料装置。
背景技术:
2.焊线机主要应用于大功率器件:发光二极管(led)、激光管(激光)、中小型功率三极管、集成电路和一些特殊半导体器件的内引线焊接,焊线机使用铝线对半导体元件进行需要的焊接,在半导体焊接完毕后,需要对线板进行卸料,但是现有的卸料过程卸料完毕后,运输极为不便,而且卸料的夹持过程平稳性以及重复定位精度较差。
3.有鉴于此特提出本实用新型。
技术实现要素:
4.为解决上述技术问题,本实用新型采用技术方案的基本构思是:
5.一种半导体焊线设备的卸料装置,包括l型支撑弯板,所述l型支撑弯板一内壁上固定连接有两条竖向的升降滑轨,所述升降滑轨上滑动连接有升降调节板,所述升降调节板底端中部与所述l型支撑弯板之间固定连接有升降推杆,所述升降调节板上方设置有放料箱体,所述放料箱体包括开设于所述放料箱体底端面上的螺纹孔和均匀固定在所述放料箱体相对两内壁上的支撑轨道板,所述放料箱体与所述升降调节板通过锁紧螺钉固定。
6.所述l型支撑弯板一侧设置有焊接工作平台,所述焊接工作平台上方两侧均通过螺钉连接有定位导向座,所述定位导向座相向一侧壁上均开设有定位滑槽,所述焊接工作平台下方四角处固定连接有支撑腿。
7.所述l型支撑弯板一侧壁中部固定连接有卸料推杆,所述卸料推杆的伸缩端穿过所述l型支撑弯板后通过螺钉连接有抓取机械手,所述卸料推杆上位于所述抓取机械手一端开设有避让槽孔。
8.所述抓取机械手包括导向支撑框,开设于所述导向支撑框一侧壁上的导向滑槽,设置在所述导向滑槽内部的抓取手一和抓取手二、设置在所述导向支撑框内部贯穿所述抓取手一和所述抓取手二设置的传动丝杠、设置在所述传动丝杠中部的两个从动锥齿轮、与所述从动锥齿轮啮合的主锥齿轮、设置在所述导向支撑框另一侧壁上的谐波减速器和设置在所述谐波减速器输入端的动力电机。
9.所述动力电机与所述谐波减速器通过键连接,所述谐波减速器的输出轴与所述主锥齿轮通过键连接,所述传动丝杠的一端为左旋螺纹,另一端为右旋螺纹,所述传动丝杠与所述抓取手一通过左旋螺纹连接,所述传动丝杠与所述抓取手二通过右旋螺纹连接。
10.所述抓取手一以及所述抓取手二与所述导向滑槽均滑动连接,两个所述从动锥齿轮对称设置,且与所述传动丝杠均通过键连接。
11.本实用新型与现有技术相比具有以下有益效果:
12.本实用新型通过设置带有多个支撑轨道板的用于支撑放置半导体焊线后的线板,
可以一次性的实现对多个线板的卸料收放作业,而且便于对焊线后的线板进行集中搬运运输作业,极其便捷;
13.本实用新型通过设置传动丝杠、抓取手一和抓取手二传动将线板夹紧,一方面可以提高重复抓取的定位精度,而且可以提高抓取动作的效率,极其实用。
14.下面结合附图对本实用新型的具体实施方式作进一步详细的描述。
附图说明
15.在附图中:
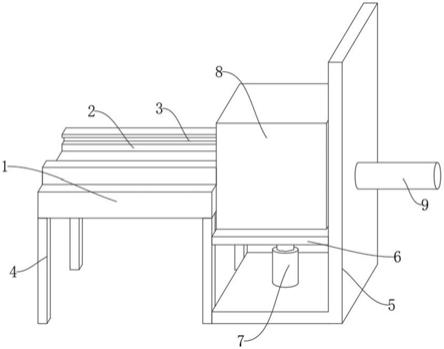
16.图1为本实用新型结构示意图;
17.图2为本实用新型中l型支撑弯板部位的剖视图;
18.图3为本实用新型中放料箱体的左视图;
19.图4为本实用新型抓取机械手的剖视图。
20.图中:1-焊接工作平台;2-定位导向座;3-定位滑槽;4-支撑腿;5-l型支撑弯板;6-升降调节板;7-升降推杆;8-放料箱体;801-支撑轨道板;802-螺纹孔;9-卸料推杆;10-抓取机械手;1001-导向支撑框;1002-抓取手一;1003-抓取手二;1004-传动丝杠;1005-从动锥齿轮;1006-主锥齿轮;1007-谐波减速器;1008-动力电机;1009-导向滑槽;11-升降滑轨;12-锁紧螺钉;13-避让槽孔。
具体实施方式
21.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对实施例中的技术方案进行清楚、完整地描述,以下实施例用于说明本实用新型。
22.如图1至图4所示,一种半导体焊线设备的卸料装置,包括l型支撑弯板5,l型支撑弯板5一内壁上固定连接有两条竖向的升降滑轨11,升降滑轨11上滑动连接有升降调节板6,升降调节板6底端中部与l型支撑弯板5之间固定连接有升降推杆7,升降调节板6上方设置有放料箱体8,放料箱体8包括开设于放料箱体8底端面上的螺纹孔802和均匀固定在放料箱体8相对两内壁上的支撑轨道板801,放料箱体8与升降调节板6通过锁紧螺钉12固定。
23.本例中,可以通过升降推杆7动作,推动升降调节板6沿着升降滑轨11上下滑动,可以逐次的完成对线板的放置,通过设置带有多个支撑轨道板801的用于支撑放置半导体焊线后的线板,可以一次性的实现对多个线板的卸料收放作业,而且便于对焊线后的线板进行集中搬运运输作业,极其便捷。
24.如图1所示,l型支撑弯板5一侧设置有焊接工作平台1,焊接工作平台1上方两侧均通过螺钉连接有定位导向座2,定位导向座2相向一侧壁上均开设有定位滑槽3,焊接工作平台1下方四角处固定连接有支撑腿4,定位导向座2上开设的定位滑槽3用于为线板的焊接和移动提供定位和导向。
25.如图2所示,l型支撑弯板5一侧壁中部固定连接有卸料推杆9,卸料推杆9的伸缩端穿过l型支撑弯板5后通过螺钉连接有抓取机械手10,卸料推杆9上位于抓取机械手10一端开设有避让槽孔13。
26.本例中,卸料推杆9动作,可以带动抓取机械手10的移动提供动力,进而可以拉动
线板移动,实现对线板的卸料操作。
27.如图2和图4所示,抓取机械手10包括导向支撑框1001,开设于导向支撑框1001一侧壁上的导向滑槽1009,设置在导向滑槽1009内部的抓取手一1002和抓取手二1003、设置在导向支撑框1001内部贯穿抓取手一1002和抓取手二1003设置的传动丝杠1004、设置在传动丝杠1004中部的两个从动锥齿轮1005、与从动锥齿轮1005啮合的主锥齿轮1006、设置在导向支撑框1001另一侧壁上的谐波减速器1007和设置在谐波减速器1007输入端的动力电机1008,动力电机1008与谐波减速器1007通过键连接,谐波减速器1007的输出轴与主锥齿轮1006通过键连接,传动丝杠1004的一端为左旋螺纹,另一端为右旋螺纹,传动丝杠1004与抓取手一1002通过左旋螺纹连接,传动丝杠1004与抓取手二1003通过右旋螺纹连接,抓取手一1002以及抓取手二1003与导向滑槽1009均滑动连接,两个从动锥齿轮1005对称设置,且与传动丝杠1004均通过键连接。
28.本例中,可以通过谐波减速器1007将动力电机1008的动力传递给主锥齿轮1006,进而在主锥齿轮1006和从动锥齿轮1005的传动下,带动传动丝杠1004转动,传动丝杠1004与抓取手一1002通过左旋螺纹连接,传动丝杠1004与抓取手二1003通过右旋螺纹连接,可以在螺纹传动下,可以带动抓取机械手10一和抓取机械手10二沿着导向滑槽1009相对或者相向滑动,可以将线板夹持住,进而带动焊接完毕后的线板移动,实现对线板的卸料,通过设置传动丝杠1004、抓取手一1002和抓取手二1003传动将线板夹紧,一方面可以提高重复抓取的定位精度,而且可以提高抓取动作的效率,极其实用。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1