一种海尔贝克磁铁自动上料机的制作方法
1.本实用新型涉及一种海尔贝克磁铁自动上料机,属于海尔贝克阵列技术领域。
背景技术:
[0002] 海尔贝克阵列(halbach array)是一种磁体结构,是工程上的近似理想结构,目标是用最少量的磁体产生最强的磁场。在 1973 年,美国学者mallianson 在对永久磁铁结构进行拼装实验时发现了一种奇特的永磁铁结构,并把它称为〝magnetic curiosity〞。他当时并没有察觉到这种结构的应用价值。1979 年,美国学者klaus halbach再利用各种永磁铁结构产生的磁场做电子加速实验时,发现了这种特殊的永磁铁结构,并逐步完善这种结构,最终形成了所谓的"halbach"磁铁。halbach磁环是将磁铁径向式与平行式排列结合在一起,如果忽略端部效应,并把周围的导磁材料的导磁率看作无穷大,那么上述永磁体结构最终形成单边磁场(one-sided field),这就是halbach一个显着的特点。这一特点表示halbach磁铁在线性电机中有很好的应用价值。
[0003]
海尔贝克磁组件一般是由主磁铁和导向磁铁组成,且主磁铁比导向磁铁多一颗,现在组装海尔贝克磁组件时,以下图为例,先用简易推料机将三颗主磁铁推到工装板上,(由于充磁方向不同,剩余两颗导向磁铁不能直接推到工装板上),需要人工将两颗导向磁铁放到两主磁铁中间,如图8所示,然后再进行后面的组装步骤。海尔贝克磁铁组件由于其各个磁铁间极性存在相互排斥,所以传统上料方式基本是靠半自动或手工摆放实现的,手工摆放磁铁时由于其中导向磁铁会排斥上浮,当导向磁铁宽和高相近时,还存在导向磁铁翻转的可能,本发明(实用新型)就是要解决这些问题。
技术实现要素:
[0004]
本实用新型的目的在于提供一种海尔贝克磁铁自动上料机,该装置自动化程度比较高,简化了上料步骤,减少了由人工失误导致的粘接错误;由于磁铁之间有距离,磁铁不会排斥上浮,解决了小磁铁翻转的问题。
[0005]
一种海尔贝克磁铁自动上料机,包括底板、安装板、气缸一、气缸二、气缸三、气缸四、气缸五;底板上架有安装板,安装板的中部分别设有第一凹槽、第二凹槽,第一凹槽内设有第一磁组,第二凹槽内设有第四磁组,第一凹槽的尾部左端设有第三凹槽,第一凹槽和第二凹槽尾部中间位置设有第四凹槽,第三凹槽贯穿第第四磁组连通第四凹槽;第二凹槽尾部右侧依次设有第五凹槽、第六凹槽、第七凹槽,三者均穿过第一磁组与第四凹槽连通;第五凹槽、第六凹槽、第七凹槽上方设有工装板,工装板顶部设有两个向下通槽,两个通槽内分别设有第二磁组、第三磁组,第二磁组位于第六通槽上方,第三磁组位于第五凹槽上方;气缸五水平安装在第二凹槽左侧,气缸一向下安装在气缸五上,气缸一上安装有带齿推杆,带齿推杆位于第四凹槽上方,带齿推杆上的间距就是四个磁组上取下来的磁铁;气缸二向下安装在工装板左侧,气缸二上安装有竖推杆,竖推杆位于第一磁组、第七凹槽的交汇处;气缸三水平安装在工装板右侧的安装板上,气缸三上安装有三齿推杆,三齿推杆分别位于
第五凹槽、第六凹槽、第七凹槽内;气缸四水平安装在第三凹槽侧边,气缸四上安装有横推杆,横推杆位于第三凹槽内;第四凹槽尾部的地板上设有模组滑台,模组滑台上设有治具板,治具板上设有工装槽。
[0006]
在具体设置上述第一凹槽时,第一凹槽的第一磁组、第二凹槽上的第四磁组分别设有相对应的磁铁检规,第一组磁铁和第四组磁铁上料时都需要通过相应的检规,放错方向的磁铁不能通过,这样就保证了小磁铁方向不放错。
[0007]
在具体设置上述第二磁组、第三磁组时,第二磁组和第三磁组底部分别预埋了极性相同的磁铁,极性相反的磁铁会由于排斥力谈上来,保证了第二磁组和第三磁组上料时小磁铁的方向不放错。
[0008]
在具体设置上述治具板时,治具板底部预埋铁皮,磁铁之间即使有很小间距,也不会因为磁铁之间的吸力而相互吸到一起。
[0009]
本实用新型的有益效果在于提供一种海尔贝克磁铁自动上料机,该装置自动化程度比较高,简化了上料步骤,减少了由人工失误导致的粘接错误;由于磁铁之间有距离,磁铁不会排斥上浮,解决了小磁铁翻转的问题。第一组磁铁和第四组磁铁上料时都需要通过相应的检规,放错方向的磁铁不能通过,这样就保证了小磁铁方向不放错;第二组和第三组磁铁底部预埋了磁铁,极性放反的磁铁会由于排斥力弹上来,推杆推不出来。
附图说明
[0010]
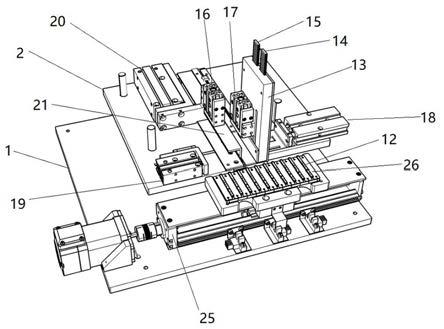
图1是本实用新型的整体结构示意图。
[0011]
图2是本实用新型的安装板结构示意图。
[0012]
图3是本实用新型的工装板结构示意图。
[0013]
图4是本实用新型的气缸一和气缸五结构示意图。
[0014]
图5是本实用新型的气缸二结构示意图。
[0015]
图6是本实用新型的气缸三结构示意图。
[0016]
图7是本实用新型的气缸四结构示意图。
[0017]
图8是本实用新型的海尔贝克阵列结构示意图。
[0018]
图中,底板1、安装板2、第一凹槽3、第二凹槽4、第一磁组5、第四磁组6、第三凹槽7、第四凹槽8、第五凹槽9、第六凹槽10、第七凹槽11、工装槽12、工装板13、第二磁组14、第三磁组15、气缸一16、气缸二17、气缸三18、气缸四19、气缸五20、带齿推杆21、竖推杆22、三齿推杆23、横推杆24、模组滑台25、治具板26。
具体实施方式
[0019]
为了使本领域的技术人员更好地理解本实用新型的技术方案,下面将结合附图对本实用新型作进一步的详细介绍,以下所述,仅用以说明本实用新型的技术方案而非限制。
[0020]
在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制;此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示
或暗示相对重要性或者隐含指明所指示的技术特征的数量;由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征;在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上。
[0021]
在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通;对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本实用新型中的具体含义。
[0022]
如图所示,一种海尔贝克磁铁自动上料机,包括底板1、安装板2、气缸一16、气缸二17、气缸三18、气缸四19、气缸五20;其特征在于:底板1上架有安装板2,安装板2的中部分别设有第一凹槽3、第二凹槽4,第一凹槽3内设有第一磁组5,第二凹槽4内设有第四磁组6,第一凹槽3的尾部左端设有第三凹槽7,第一凹槽3和第二凹槽4尾部中间位置设有第四凹槽8,第三凹槽7贯穿第第四磁组6连通第四凹槽8;第二凹槽4尾部右侧依次设有第五凹槽9、第六凹槽10、第七凹槽11,三者均穿过第一磁组5与第四凹槽8连通;第五凹槽9、第六凹槽10、第七凹槽11上方设有工装板13,工装板13顶部设有两个向下通槽,两个通槽内分别设有第二磁组14、第三磁组15,第二磁组14位于第六通槽上方,第三磁组15位于第五凹槽9上方;气缸五20水平安装在第二凹槽4左侧,气缸一16向下安装在气缸五20上,气缸一16上安装有带齿推杆21,带齿推杆21位于第四凹槽8上方,带齿推杆21上的间距就是四个磁组上取下来的磁铁;气缸二17向下安装在工装板13左侧,气缸二17上安装有竖推杆22,竖推杆22位于第一磁组5、第七凹槽11的交汇处;气缸三18水平安装在工装板13右侧的安装板2上,气缸三18上安装有三齿推杆23,三齿推23杆分别位于第五凹槽9、第六凹槽10、第七凹槽11内;气缸四19水平安装在第三凹槽7侧边,气缸四19上安装有横推杆24,横推杆24位于第三凹槽7内;第四凹槽8尾部的地板上设有模组滑台25,模组滑台25上设有治具板26,治具板26上设有工装槽12。
[0023]
在具体设置上述第一凹槽3时,第一凹槽3的第一磁组5、第二凹槽4上的第四磁组6分别设有相对应的磁铁检规,第一组磁铁和第四组磁铁上料时都需要通过相应的检规,放错方向的磁铁不能通过,这样就保证了小磁铁方向不放错。
[0024]
在具体设置上述第二磁组14、第三磁组15时,第二磁组14和第三磁组15底部分别预埋了极性相同的磁铁,极性相反的磁铁会由于排斥力谈上来,保证了第二磁组14和第三磁组15上料时小磁铁的方向不放错。
[0025]
在具体设置上述治具板26时,治具板26底部预埋铁皮,磁铁之间即使有很小间距,也不会因为磁铁之间的吸力而相互吸到一起。
[0026]
海尔贝克磁铁自动上料机,运动过程如下:首先气缸一16带动带齿推杆21降下,气缸四19将第四组磁铁中的一颗推到带齿推杆21的齿里;其次气缸二17将第一组磁铁中的一颗推到下方的槽里,气缸三18带动推铲将槽里的三颗磁铁推到带齿推杆21里(第二组磁铁和第三组磁铁由于重力自动落到槽里,第一组磁铁和第四组磁铁由于前面预埋了磁铁,由于磁铁间吸力的作用,所以在推出一颗料后会自动补料);然后气缸五20带动气缸一16和带齿推杆21,将四颗磁铁等间距的推到治具板26上的槽里(治具板26底部埋了铁皮,磁铁推到槽里会吸住克服了磁铁间的相互作用力),模组带动治具板26移动,使治具板26上的槽里都
推满磁铁;最后人工取下满料的治具板26,放上空的治具板26继续上料,满料治具板26开始进行下个组装步骤。
[0027]
尽管参照前述实例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行和修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1