可压缩物料的自动包装方法、自动包装系统及打包线与流程
1.本发明涉及打包机技术领域,尤其涉及一种可压缩物料的自动包装方法、自动包装系统及打包线。
背景技术:
2.目前,棉花和化纤等具有可压缩性能的物料在运输时,通常需要进行打包处理,以棉花为例。常规利用捆扎带打包棉花时,则在棉花通过压包机进行压缩后,捆扎机移动到棉花压缩位置,进行打包,而捆扎需要一定的时间,这便导致捆扎过程中,压包机处于暂停的状态,进而导致包装效率较低。而为了提高包装效率,中国专利公开号cn111959850a公开了一种可压缩物料的包装系统及可压缩物料的捆扎方法,采用运载架将压包机中的压缩后的物料取出并在压包机的外部进行捆扎打包。同样的,中国专利公开号cn112224488a还公开了一种包装系统及包装方法,也是采用运载架将压包机中的压缩后的物料取出并在压包机的外部进行捆扎打包;而为了满足运输的要求,在完成打包后,再在捆扎好的货物外包裹保护层(包装膜或包布)。以棉花捆扎中的污染物“三丝”(异性纤维:化学纤维、丝、麻和头发丝)为代表,是制约打包质量的关键因素。上述技术方案在实际应用过程中,捆扎机在对压缩的物料进行捆扎过程中,捆扎机在焊接时捆扎带相互摩擦产生的碎屑容易落入到压缩物料中,进而造成物料的污染导致包装效果较差。因此,如何设计一种减少捆扎造成物料污染以优化包装效果的技术是本发明所要解决的技术问题。
技术实现要素:
3.本发明提供一种可压缩物料的自动包装方法及自动包装系统,实现在捆扎过程中减少捆扎带的碎屑进入到物料中,以减少物料被污染,进而提高包装效果。
4.本发明提供一种可压缩物料的自动包装方法,包括:将可压缩物料放入到压包机中进行挤压以形成待捆扎物料,通过运载架将处于压缩状态的待捆扎物料从压包机中取出并输送至捆扎机处,在进行捆扎前至少先在待捆扎物料与捆扎带的连接部相对的表面上覆盖保护层,然后,再通过捆扎带将待捆扎物料与保护层捆扎在一起。
5.进一步的,所述在捆扎机进行捆扎前先在待捆扎物料与捆扎机的打包机头相对的表面附上保护层,具体为:在处于压缩状态的待捆扎物料的六个表面上分别覆盖保护层。
6.进一步的,处于压缩状态的待捆扎物料从运载架上输出过程中,至少在待捆扎物料的压缩方向的顶面和底面覆盖保护层。
7.进一步的,还包括:将捆扎好的物料的外表面上附上防护层;防护层覆盖在捆扎好的物料的全部外表面,或者,防护层覆盖在捆扎好的物料上除附有保护层的其余外表面。
8.进一步的,所述将捆扎好的物料的外表面上附上防护层,具体为:在捆扎好的物料的外部套上防护袋,防护袋形成防护层;或者,在捆扎好的物料的外部贴附或缠绕上防护层。
9.本发明还提供一种自动包装系统,包括:搬运组件,所述搬运组件包括移动座和运载架,所述运载架设置在所述移动座上,所述运载架上形成有容纳空间,所述容纳空间配置成容纳可压缩物料被压缩后形成的待捆扎物料;捆扎机,所述捆扎机设置有打包机头,所述打包机头用于利用捆扎带对所述运载架输送的待捆扎物料进行捆扎打包;覆膜设备,所述覆膜设备配置成在通过所述捆扎机对所述待捆扎物料进行捆扎前至少先在待捆扎物料与捆扎带的连接部相对的表面上覆盖保护层。
10.进一步的,所述覆膜设备包括防护组件,所述防护组件设置在所述捆扎机处并用于在所述打包机头与所述待捆扎物料之间输送保护层。
11.进一步的,所述覆膜设备包括端部覆膜组件和侧部覆膜组件,所述端部覆膜组件和所述侧部覆膜组件布置在所述捆扎机处,所述端部覆膜组件用于输送保护层以覆盖所述待捆扎物料的压缩方向的底面和顶面,所述侧部覆膜组件用于输送保护层以覆盖待捆扎物料的侧面。
12.进一步的,所述运载架上设置有用于供捆扎带输送以使得捆扎带绕待捆扎物料布置的第一穿带空间;所述移动座在所述压包机和所述捆扎机之间往复移动。
13.进一步的,还包括挤压组件,所述挤压组件包括安装框架、两个施压部件和驱动部件,所述施压部件上设置有用于供捆扎带输送以使得捆扎带绕待捆扎物料布置的第二穿带空间;两个所述施压部件相对布置并形成压包空间,所述施压部件设置在所述安装框架上,所述驱动部件用于驱动至少一所述施压部件在所述安装框架上往复移动;所述移动座在所述压包机和所述挤压组件之间往复移动。
14.本发明还提供一种打包线,包括:压包机,所述压包机用于对可压缩物料进行压缩以形成待捆扎物料;自动包装系统,所述自动包装系统采用上述自动包装系统,所述自动包装系统中的运载架用于取出所述压包机中压缩形成的待捆扎物料。
15.本发明提供的可压缩物料的自动包装方法、自动包装系统及打包线,可压缩物料通过压包机被压缩后形成待捆扎物料,压缩状态下的待捆扎物料在被搬运组件从压包机中取出,待捆扎物料最终运输移动至捆扎机处,而在对待捆扎物料进行捆扎打包之前,至少先在待捆扎物料与捆扎带的连接部相对的表面上覆盖保护层,以使得打包机头在输送捆扎带绕待捆扎物料一周焊接捆扎带时,通过保护层将待捆扎物料与打包机头间隔开,进而使得打包机头焊接过程中产生的捆扎带碎屑不会进入到物料中,进而减少因捆扎带的碎屑落入到物料中而造成物料被污染,实现自动包装系统在捆扎过程中减少捆扎带的碎屑进入到物料中,以减少物料被污染,进而提高包装效果。
附图说明
16.图1为本发明自动包装系统的结构示意图之一;图2为图1中自动包装系统的使用状态参考图;图3为图1中防护组件的结构示意图;图4为本发明自动包装系统的结构示意图之二;
图5为图4中挤压组件的结构示意图之一;图6为图4中挤压组件的结构示意图之二;图7为本发明自动包装系统的结构示意图之三;图8为图7中覆膜设备的结构示意图;图9为图7中挤压组件的结构示意图;图10为本发明自动包装系统的结构示意图之三;图11为图10中侧部覆膜组件的结构示意图;图12为图10中挤压组件的结构示意图。
17.附图标记:搬运组件100、移动座101、运载架102;捆扎机200、打包机头201;覆膜设备300;挤压组件400、安装框架401、施压部件402、驱动部件403、挤压块404、第一辅助带槽405、辅助支架406、第二辅助带槽407、翻转架408、上保持夹爪409、下保持夹爪410;防护组件1、第一支撑架11、第一夹持机构12、第一开卷机构13;第一滑动架121、第一夹爪122、第一承载架131、第一开卷电机132、第一主动轴133、第一从动轴134;端部覆膜组件2、第二支撑架21、第二开卷机构22、第四支撑架23、第四开卷机构24、第三夹持机构25;侧部覆膜组件3、第三支撑架31、第三开卷机构32、第二夹持机构33、送膜机构34、包裹机构35;安装支架331、滑动座332、第二滑动架333、第二夹爪334、送膜支架341、第一送膜夹爪342、滑动框架351、第一移动架352、第二移动架353、转动架354、第二送膜夹爪356、第三送膜夹爪357、升降架358。
具体实施方式
18.下面结合附图对本发明进行详细说明。
19.实施例一,本发明提供了一种可压缩物料的自动包装方法,包括:将可压缩物料放入到压包机中进行挤压以形成待捆扎物料,通过运载架将处于压缩状态的待捆扎物料从压包机中取出并输送至捆扎机处,在进行捆扎前至少先在待捆扎物料与捆扎带的连接部相对的表面上覆盖保护层,然后,再通过捆扎带将待捆扎物料与保护层捆扎在一起。
20.具体的,对于棉花和化纤类的物料其具有可压缩性,因此在对这类可压缩物料进行捆扎打包时,先将可压缩物料放入到压包机中进行物料的压缩处理。可压缩物料经由压包机进行压缩处理后形成待捆扎物料,便可以通过运载架将处于压缩状态的待捆扎物料输送至捆扎机处,以利用捆扎机通过捆扎带进行捆扎操作。
21.由于捆扎机在通过打包机头对捆扎带进行焊接过程中,打包机头对捆扎带进行摩擦容易产生较多的碎屑。为了避免捆扎带的碎屑进入到待捆扎物料中,则在进行捆扎打包前,至少先在待捆扎物料与打包机头之间通过保护层间隔开。使得保护层能够覆盖住待捆
扎物料与打包机头相对表面上,使得打包机头在将捆扎带的两个端部进行连接时,捆扎带产生的碎屑被待捆扎物料外侧的防护层遮挡住而无法进入到待捆扎物料中。
22.这样,对于可压缩的物料而言,其在经过压包机进行压缩处理后形成待捆扎物料,待捆扎物料直接通过运载架取出并参与后面的打包处理工序,进而提高捆扎打包的效率。
23.与此同时,在对压缩状态下的待捆扎物料进行捆扎操作时,在通过捆扎带对待捆扎物料进行捆扎之前,先通过在保护层对与打包机头相对的表面进行遮挡保护,进而避免在捆扎带连接时产生的碎屑进入到待捆扎物料。而对于保护层而言,其至少在待捆扎物料平行于压缩方向上的表面上覆盖保护层,这样,捆扎带的连接部被保护层遮挡住,以提高包装的质量。
24.而保护层而言,因其至少在待捆扎物料的非压缩面上贴敷以遮挡住打包机头,更方便将从压包机中取出的外裸露的待捆扎物料上进行附上保护层。相比于常规技术中在压包机中对压缩物料先覆膜再打包的方式,由于待捆扎物料从压包机中取出后敷保护层再捆扎打包,可以减少压包机处操作等待的时间,有效的提高打包效率。同样的,相比于常规技术中从压包机中取出捆扎后再在捆扎好的货物外包裹保护层的方式,可以有效的避开捆扎带的碎屑进入到待捆扎物料中,进而提高打包质量。
25.其中,对于保护层而言,其表现实体可以为常规技术中的保护膜、包布等,在此不做限制和赘述。
26.在实际使用过程中,对于从压包机中取出的待捆扎物料覆盖保护层的方式有多种形式,以下举例说明。
27.覆盖保护层方式一,在对待捆扎物料进行捆扎操作前,将待捆扎物料的全部外表面均通过保护层进行覆盖保护。
28.具体的,待捆扎物料通过运载架从压包机中输出后,运载架中的待捆扎物料将先进行覆盖保护层的操作,并且,通过保护层将待捆扎物料的全部外表面覆盖包裹住,进而使得在处于压缩状态的待捆扎物料的六个表面上分别覆盖保护层。这样,在进行捆扎打包时,由于待捆扎物料已经被保护层完全包裹住,进而使得待捆扎物料与捆扎机的打包机头间隔开,以避免捆扎带的碎屑进入到待捆扎物料中。
29.而实际操作过程中,处于压缩状态的待捆扎物料从运载架上输出过程中,至少在待捆扎物料的顶面和底面覆盖保护层。
30.具体的,由于待捆扎物料由运载架从压包机中取出后,待捆扎物料的顶面和底面受可压缩物料膨胀的影响挤压在运载架中,顶面和底面为受压面。为此,在待捆扎物料从运载架中脱离出后,便可以在待捆扎物料的顶面和底面进行覆盖保护层的操作。
31.而对于待捆扎物料的非受压面则可以运载架上进行覆盖保护层,也可以在待捆扎物料从运载架上输出后,再覆盖保护层。在此不做限制和赘述。
32.例如:处于压缩状态的待捆扎物料从运载架上输出过程中,在待捆扎物料的表面上覆盖保护层。或者,直接在运载架上覆膜,并在推出过程中使得膜覆盖待捆扎物料的表面。
33.覆盖保护层方式二,在对待捆扎物料进行捆扎操作前,至少先在待捆扎物料与打包机头相对的表面上覆盖保护层,然后,通过捆扎机进行捆扎打包处理,待捆扎物料完成捆扎处理后,在对待捆扎物料的其他表面或整体进行覆盖保护层的操作。
34.具体为:将捆扎好的物料的外表面上附上防护层;防护层覆盖在捆扎好的物料的全部外表面,或者,防护层覆盖在捆扎好的物料上除附有保护层的其余外表面。
35.具体的,待捆扎物料通过捆扎带完成捆扎操作后,可以在捆扎好的物料的外表面上附上防护层,其中,防护层的材料可以与保护层的材质相同。最终,使得物料的全部表面军备保护层和防护层包裹覆盖。
36.而在实际操作过程中,防护层的覆盖方法有多种形式,例如:在捆扎好的物料的外部套上防护袋,防护袋形成防护层;或者,在捆扎好的物料的外部贴附或缠绕上防护层。
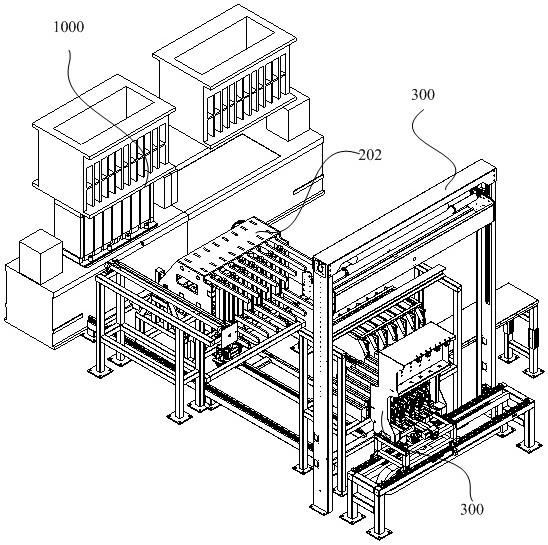
37.实施例二,基于上述实施例一,为了实现上述实施例一提供的可压缩物料的自动包装方法,如图1和图2所示,本技术还提供一种自动包装系统,包括:搬运组件100,搬运组件100包括移动座101和运载架102,运载架102设置在移动座101上,运载架102上形成有容纳空间,所述容纳空间配置成容纳可压缩物料被压缩后形成的待捆扎物料;捆扎机200,捆扎机200设置有打包机头201,打包机头201用于利用捆扎带对运载架102输送的待捆扎物料进行捆扎打包;覆膜设备300,覆膜设备300配置成在通过捆扎机200对所述待捆扎物料进行捆扎前至少先在前至少先在待捆扎物料与捆扎带的连接部相对的表面上覆盖保护层。
38.具体而言,在实际使用过程中,自动包装系统一般安装在靠近压包机1000的一侧,以方便通过搬运组件100中的运载架102将所述压包机中压缩形成的待捆扎物料从压包机中取出。
39.运载架102将待捆扎物料取出后,待捆扎物料在运载架102中始终处理压缩的状态,一般情况下,待捆扎物料的顶面和底面形成受压面,而待捆扎物料的四周则为非受压面,这样,便可以容易的将保护层覆盖在待捆扎物料的非受压面上。
40.运载架102将待捆扎物料运输至捆扎机200处,而对于覆膜设备300也捆扎机200处。在通过捆扎机200进行捆扎操作前,先通过覆膜设备300对待捆扎物料覆盖保护层,其中,保护层至少需要覆盖在待捆扎物料与打包机头201相对的表面上。
41.在通过覆膜设备300完成保护层的覆盖操作后,再通过捆扎机200将保护层和待捆扎物料一并捆扎打包在一起。而打包机头201在对捆扎带的两端部进行连接时,捆扎带所产生的碎屑将被保护层遮挡住,进而减少碎屑进入到待捆扎物料中。
42.根据待捆扎物料在进行捆扎操作前,其外部覆盖保护层的方式不同,针对性的采用不同的覆膜设备300进行覆盖保护层。而待捆扎物料外部覆盖保护层包括:在对待捆扎物料进行捆扎操作前将待捆扎物料的全部外表面均通过保护层进行覆盖保护;以及,在对待捆扎物料进行捆扎操作前至少先在待捆扎物料与打包机头相对的表面上覆盖保护层。以下结合附图,对覆盖防护层以及捆扎打包进行具体的说明。
43.在一实施例中,为了实现在对待捆扎物料进行捆扎操作前,至少先在待捆扎物料与打包机头相对的表面上覆盖保护层,然后,在完成捆扎操作后,再对捆扎好的物料整体进行再次的包裹操作。
44.如图1和图3所示,覆膜设备300包括防护组件1,防护组件1设置在捆扎机200处并用于在打包机头201与所述待捆扎物料之间输送保护层。
45.具体而言,防护组件1包括第一支撑架11和第一夹持机构12,第一夹持机构12包括
第一滑动架121和第一夹爪122,第一滑动架121可滑动地设置在第一支撑架11上,第一夹爪122用于夹持所述保护层并跟随第一滑动架121将所述保护层输送至打包机头201的一侧;第一支撑架11设置在捆扎机200处。
46.具体的,在实际使用过程中,运载架102将所述压包机中压缩形成的待捆扎物料取出并朝向捆扎机200方向移动,而防护组件1布置在捆扎机200的前侧,使得运载架102先移动到防护组件1处,进而通过防护组件1先对待捆扎物料与打包机头201相对的表面进行覆盖保护层。
47.而在覆盖保护层的过程中,通过第一夹爪122将夹持保护层并跟随第一滑动架121移动,保护层将移动至待捆扎物料与打包机头201之间,保护层移动到位并覆盖在待捆扎物料上后,第一夹爪122松开保护层,然后通过打包机头201进行捆扎打包处理。
48.进一步的,为了实现自动供给保护层,防护组件1包括第一开卷机构13,第一开卷机构13设置在第一支撑架11上并用于开卷缠绕有所述保护层的卷材2000。
49.具体的,卷材2000开卷后根据待捆扎物料的端面尺寸进行裁剪,以形成合适大小的保护层,卷材2000通过第一开卷机构13开卷处理后,通过第一夹爪122夹持住卷材2000开卷出的部分并进行裁剪后,使得保护层被第一夹持机构12夹持住。
50.其中,对于第一开卷机构13的具体结构形式,可以采用常规的开卷裁剪设备。而为了简化整体结构形式,第一开卷机构13包括第一承载架131、第一开卷电机132、第一主动轴133和第一从动轴134,第一主动轴133和第一从动轴134并排布置并可转动地设置在第一承载架131上,第一开卷电机132与第一主动轴133传动连接。
51.具体的,卷材2000承托在第一主动轴133和第一从动轴134上,卷材2000的输出的保护材料经由第一主动轴133驱动并导向输出开卷,开卷出的保护材料达到设定的长度要求后,由第一夹爪122夹持住。而第一承载架131上还设置有第一裁切刀(未标记),所述第一裁切刀用于切断开卷出的保护材料,以使得输出的所述保护层夹在第一夹持机构12上。
52.另外,对于捆扎机200中的打包机头201布置在侧面的情况下,相对应的,第一支撑架11竖向布置,第一滑动架121可上下滑动地设置在第一支撑架11上。这样,第一夹爪122夹持住保护层依靠重力下垂并覆盖在待捆扎物料的侧面同样的,为了方便后期操作人员更卷材,第一承载架131可上下滑动地设置在第一支撑架11上。具体的,第一承载架131可以由电机通过链条等传动方式驱动升降,当需要更换卷材时,第一承载架131下降一定高度,进而方便操作人员更换卷材。
53.同时,对于第一滑动架121而言,其同样配置有驱动件驱动其往复滑动,例如可以采用气缸或电机等常规的滑动驱动方式,在此不做限制和赘述。
54.对于捆扎机200进行捆扎打包时,则可以直接在运载架102上进行捆扎打包操作,为此,运载架102上设置有用于供捆扎带输送以使得捆扎带绕待捆扎物料布置的第一穿带空间;移动座101在所述压包机和捆扎机200之间往复移动。
55.具体的,运载架102上形成用于供捆扎带输送的第一穿带空间,这样,运载架102将待捆扎物料输送至捆扎机200处,先通过防护组件1将保护层覆盖在运载架102上的待捆扎物料的对应端面后,便可以通过捆扎机200配合第一穿带空间进行捆扎操作。其中,第一穿带空间为了满足输送捆扎带的要求,其可以配置有第一带槽1021等部件来满足捆扎带的送带要求。
56.或者,对于捆扎机200进行捆扎打包时,待捆扎物料可以先从运载架102上推拉出进行捆扎操作。为此,如图4-图6所示,自动包装系统还包括挤压组件400,挤压组件400包括安装框架401、两个施压部件402和驱动部件403,施压部件402上设置有用于供捆扎带输送以使得捆扎带绕待捆扎物料布置的第二穿带空间;两个施压部件402相对布置并形成压包空间,施压部件402设置在安装框架401上,驱动部件403用于驱动至少一施压部件402在安装框架401上往复移动;移动座101在所述压包机和挤压组件400之间往复移动。
57.具体的,对于运载架102中的待捆扎物料在进行捆扎前,先输送至挤压组件400中,使得待捆扎物料夹在两个施压部件402之间。而为了满足配合捆扎机200输送捆扎带,则在施压部件402上配置有第二穿带空间,这样,在捆扎操作时,捆扎带能够经由所述第二穿带空间输送,以满足捆扎带围绕待捆扎物料缠绕一周进行捆扎打包的要求。
58.其中,施压部件402上形成有多条并排布置的挤压块404,相邻两个挤压块404之间形成安装凹槽,所述安装凹槽构成第二穿带空间,所述安装凹槽中设置有第一辅助带槽405,第一辅助带槽405用于与打包机头201上的带槽对接以输送捆扎带。
59.具体的,通过在施压部件402上配置多个并排布置的挤压块404,通过挤压块404对运载架102输出的待捆扎物料提供支撑以维持待捆扎物料处于压缩的状态。另外,相邻两个挤压块404之间可以设置第一辅助带槽405进而满足捆扎带从待捆扎物料的顶部和底部输送。
60.与此同时,对于施压部件402上所设置的多个挤压块404而言,其一方面可以对运载架102输出的待捆扎物料进行容纳,另一方面更方便待捆扎物料从运载架102中输出。具体的,运载架102在输送待捆扎物料时,构成运载架102的板体能够插入到相邻的两个挤压块404之间。然后,驱动部件403驱动施压部件402移动,以使得挤压块404抵靠在运载架102中的待捆扎物料上,通过多个挤压块404对运载架102中的待捆扎物料进行挤压,以使得运载架102中的待捆扎物料进一步的压缩。这样,便可以使得运载架轻松的从两个施压部件402之间脱离出,同时,待捆扎物料实现从运载架102中输出并留在两个施压部件402之间。并且,在捆扎时,还可以进一步的根据捆扎带的强度以及待捆扎物料后期的膨胀度要求,由驱动部件403驱动两个施压部件402相互分离,以使得待捆扎物料能够根据需要可控的预膨胀,进而更有利于提高打包质量,且进一步的提高了针对不同膨胀要求的可压缩物料的捆扎打包通用性。
61.另外,为了更好的满足捆扎带的输送要求,安装框架401还设置有可滑动地辅助支架406,辅助支架406上设置有第二辅助带槽407,第二辅助带槽407用于将两个施压部件402上相对布置的两个第一辅助带槽405连接以输送捆扎带。
62.在捆扎过程中,捆扎带从捆扎机200中输出依次经过其中一第一辅助带槽405、第二辅助带槽407、另一个第一辅助带槽405输送回到捆扎机200中以完成捆扎带的输送。
63.而为了使得覆盖挤压组件400中待捆扎物料上的保护层在捆扎前保持不动而避免保护层脱离,挤压组件400则根据需要在相应的位置处配置保持夹爪来定位夹持住保护层,具体配置方式在此不做限制和赘述。
64.更进一步的,在将保护层和待捆扎物料捆扎在一起后,两个施压部件402由驱动部件403驱动相互分离,捆扎好的物料便可以从挤压组件400中推下。而为了对捆扎好的物料进行全方位的包裹防护,自动包装系统还可以配置有用于对捆扎好的物料外部包覆防护层
的辅助设备,其中,根据防护层的覆盖在捆扎好的物料上的方式不同,辅助设备的表现实体也不同。例如:辅助设备可以为冷拉伸机,冷拉伸机通过拉伸膜将捆扎好的物料外部全部包覆住以形成防护层;或者,辅助设备可以为套袋机,套袋机将在捆扎好的物料外部套上保护袋以形成防护层;或者,辅助设备可以为缠膜机,缠膜机将在捆扎好的物料外部缠绕上保护膜以形成防护层。在此对辅助设备的具体表现实体不做限制和赘述。
65.在另一个实施例中,为了实现在对待捆扎物料进行捆扎操作前,待捆扎物料的表面上全部覆盖上保护层,然后,在完成捆扎操作后,再对捆扎好的物料整体进行再次的包裹操作。
66.如图7所示,覆膜设备300包括端部覆膜组件2和侧部覆膜组件3,端部覆膜组件2和侧部覆膜组件3布置在捆扎机200的一侧,端部覆膜组件2用于输送保护层以覆盖所述待捆扎物料的底面和顶面,侧部覆膜组件3用于输送保护层以覆盖待捆扎物料的侧面。
67.具体的,对于运载架102输送的待捆扎物料,在从运载架102中输出后需要进入到挤压组件400中暂存以完成打包操作。而对于进入到挤压组件400中的待捆扎物料在进行捆扎前,需要通过保护层将待捆扎物料的外部全部包裹好。
68.为此,覆膜设备300通过端部覆膜组件2来对待捆扎物料的底面和顶面覆盖保护层,并通过侧部覆膜组件3来对待捆扎物料的侧面覆盖保护层。这样,在通过捆扎机200进行捆扎操作前,待捆扎物料的能够被保护层完全包裹住。
69.对于端部覆膜组件2和侧部覆膜组件3的具体覆盖保护层的方式及结构形式有多种,以下结合附图进行说明。
70.结构形式一,如图7-图9所示,端部覆膜组件2包括第二支撑架21和第二开卷机构22,第二开卷机构22设置在第二支撑架21上并用于开卷缠绕有所述保护层的卷材,第二开卷机构22布置在运载架102的上方,第二支撑架21形成用于供运载架102穿过的覆膜空间。
71.具体的,端部覆膜组件2中的第二支撑架21竖立布置并位于捆扎机200的前侧,第二开卷机构22将卷材开卷输出的保护层遮挡在挤压组件400之前,这样,从运载架102中输出的待捆扎物料输入到挤压组件400中后,待捆扎物料将带动保护层一同进入到挤压组件400中的两个施压部件402之间,以使得待捆扎物料的顶面和底面均覆盖保护层。
72.与此同时,挤压组件400为了利于端部覆膜组件2输出的保护层将待捆扎物料前后面进行遮挡保护,则在安装框架401上额外增加有翻转架408。
73.具体的,安装框架401上还设置有可翻转地翻转架408,翻转架408布置在位于下方的施压部件402处并用于将所述保护层朝上翻转以覆盖所述待捆扎物料。在实际操作过程中,端部覆膜组件2输出足够长的保护层,这样,在待捆扎物料从运载架102输出并进入到挤压组件400中,待捆扎物料的顶面、正面和底面被保护层遮盖后,在端部覆膜组件2上的卷材裁剪,使得待捆扎物料顶部垂下的部分保护层遮盖住待捆扎物料的背面,同时,翻转架408翻转后将待捆扎物料底部垂下的保护层翻转并与顶部垂下的部分保护层重合在一起。这样,第二开卷机构22配置成输出的保护层覆盖所述待捆扎物料的上下前后四面。
74.对于侧部覆膜组件3而言,则在端部覆膜组件2的两侧分别设置有侧部覆膜组件3,以通过对应侧的侧部覆膜组件3对待捆扎物料的左右侧面进行覆盖保护层。
75.侧部覆膜组件3包括第三支撑架31、第三开卷机构32和第二夹持机构33,第三开卷机构32设置在第三支撑架31上并用于开卷缠绕有所述保护层的卷材,第二夹持机构33布置
在第三支撑架31的外侧,第二夹持机构33包括安装支架331、滑动座332、第二滑动架333和第二夹爪334,滑动座332沿移动座101移动方向可滑动地设置在安装支架331上,第二滑动架333横向布置并垂直于移动座101移动方向可滑动地设置在滑动座332上,第二夹爪334用于夹持第三开卷机构32输出的所述保护层并将所述保护层输送至所述待捆扎物料的侧面。
76.具体的,第三支撑架31分布在第二支撑架21的对应侧以支撑安装第三开卷机构32。而第三开卷机构32开卷输出的保护层则通过第二夹持机构33夹持住并输送至待捆扎物料的对应侧面进行覆盖。滑动座332能够在防护组件1和第三支撑架31之间往复滑动,而滑动座332移动到防护组件1的侧部后,第二滑动架333带动第二夹爪334靠近待捆扎物料的对应侧面,最终使得保护层覆盖在待捆扎物料的左右侧。
77.结构形式二,如图10-图12所示,端部覆膜组件2包括第四支撑架23、第四开卷机构24和第三夹持机构25,第四开卷机构24布置在运载架102的上方,第四支撑架23形成用于供运载架102穿过的覆膜空间;第三夹持机构25包括第三滑动架(未标记)和第三夹爪(未标记),所述第三滑动架可滑动地设置在第四支撑架23上,所述第三夹爪用于夹持第三开卷机构32输出的所述保护层以覆盖所述待捆扎物料的顶面和底面;第四支撑架23设置在捆扎机200的一侧。
78.具体的,如图10中所示的端部覆膜组件2其结构形式与上述实施例中的防护组件1的结构形式类似,在此不做赘述。端部覆膜组件2通过第四开卷机构24将卷材开卷后,通过第三夹持机构25夹持住裁剪形成的保护层,第三夹持机构25提前将保护层布设在挤压组件400中上下布置的施压部件402处,这样,使得在挤压组件400上提前放置上下布置的保护层以在运载架102中的待捆扎物料输出后,通过上下布置的保护层来覆盖待捆扎物料的顶面和底面。
79.相对应的,为了方便在挤压组件400上提前放置上下布置的保护层,安装框架401上还设置有上保持夹爪409和下保持夹爪410,上保持夹爪409用于夹持所述保护层以覆盖在所述待捆扎物料的顶面,下保持夹爪410用于夹持所述保护层以覆盖在所述待捆扎物料的底面。
80.具体的,第三夹持机构25夹持保护层依次移动到上保持夹爪409和下保持夹爪410处,以使得上保持夹爪409和下保持夹爪410分别夹持有保护层。这样,在将运载架102中的待捆扎物料输送至挤压组件400后,待捆扎物料的顶面和底面对应的有保护层覆盖住。
81.其中,对于第二开卷机构22、第三开卷机构32和第四开卷机构24的具体结构形式,可以参考第一开卷机构13的说明,在此不做赘述。
82.与此同时,侧部覆膜组件3布置在端部覆膜组件2的一侧,侧部覆膜组件3包括送膜机构34和包裹机构35,送膜机构34包括送膜支架341和第一送膜夹爪342,第一送膜夹爪342可滑动地设置在送膜支架341上;包裹机构35包括滑动框架351、第一移动架352、第二移动架353和转动架354,第一移动架352横向布置并可滑动的设置在滑动框架351上,第二移动架353横向布置并可滑动的设置在第一移动架352上,第一移动架352的两侧分别设置可转动的转动架354,第二移动架353上设置有第二送膜夹爪356,转动架354上设置有第三送膜夹爪357;滑动框架351可在送膜支架341和挤压组件400之间往复滑动。
83.具体的,侧部覆膜组件3通过送膜机构34完成卷材的开卷以输出保护层,而包裹机构35则用于将送膜机构34开卷输出的保护层进行弯折定型,以使得被包裹机构35夹持的保
护层形成u型结构,再通过包裹机构35将保护层套在待捆扎物料的外周圈,以使得保护层将待捆扎物料的外周圈全部包裹住。其中,第一移动架352和第二移动架353的滑动方向均垂直于滑动框架351的滑动方向。
84.具体操作过程如下:送膜支架341上竖立放置的卷材通过第一送膜夹爪342夹持住端部并向外移动,以使得卷材开卷出设定长度的保护层。第一移动架352带动转动架354移动,并使得第三送膜夹爪357靠近第一送膜夹爪342拉出的保护层,远离卷材2000侧的第三送膜夹爪357先夹住保护层;然后,第二移动架353带动第二送膜夹爪356移动,并使得第二送膜夹爪356靠近保护层,并使得保护膜位于第二送膜夹爪356中,第二移动架353带动第二送膜夹爪356反向移动,将保护层拉成u型;最后,第一送膜夹爪342靠近卷材侧移动到第三送膜夹爪357的外侧复位并夹持住保护层,靠近卷材侧的第三送膜夹爪357也夹持住保护层,送膜支架341上配置的切刀将第一送膜夹爪342与第三送膜夹爪357之间的保护层切断。
85.这样,使得包裹机构35上形成u型的保护层。此时,滑动框架351带动u型的保护层从送膜机构34朝向挤压组件400方向移动,移动到位后,第一移动架352伸出以使得u型的保护层包围在待捆扎物料前面以及左右两侧面,然后,转动架354转动,使得保护层的两端部翻转覆盖在待捆扎物料的背面。这样,便可以完成待捆扎物料的外周圈侧面覆盖保护层的操作。
86.进一步的,为了方便调整保护层的高度位置,滑动框架351上设置有升降架358,第一移动架352可滑动地设置在升降架358上。
87.另外,需要说明的是,本技术中涉及的滑动架、移动架、升降架和转动架为了实现相应的运行,对应的配置有驱动单元进行驱动,而驱动单元驱动以实现被驱动部件的滑动或转动的方式,可以参考常规技术中的驱动方式,在此不做限制和赘述。
88.本发明还提供一种打包线,其包括压包机,还包括上述实施例中的自动包装系统。所述压包机用于对可压缩物料进行压缩以形成待捆扎物料,所述自动包装系统中的运载架用于取出所述压包机中压缩形成的待捆扎物料。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1