罐装食品包装和异物检测方法和系统与流程
1.本发明涉及食品检测技术领域,特别涉及一种罐装食品包装和异物检测方法和系统。
背景技术:
2.传统的罐装食品包装检测要么只能通过人工筛选罐装食品包装表面缺陷(如缺少打码、标签等),在包装为非透明的情况下通常使用测量包装的重量来对罐装食品包装内是否缺少必要成分(如缺少干燥剂)或有多余的异物(如金属杂物等)进行判断,检测效率低且不能达到同时检测包装表面缺陷和包装内缺陷的效果。
技术实现要素:
3.本发明的主要目的是提供一种罐装食品包装和异物检测方法,旨在达到能同时对罐装食品包装表面缺陷和包装内缺陷进行检测的技术效果。
4.为实现上述目的,本发明提出的罐装食品包装和异物检测方法,包括:根据x光检测单元检测的图像判断罐装食品的包装内部是否有缺陷;根据可见光检测单元检测的图像判断罐装食品的包装外表是否有缺陷。
5.可选地,所述根据x光检测单元检测的图像判断罐装食品的包装内部是否有缺陷的步骤,具体包括:接收x光检测单元对罐装食品的包装内部的透视成像生成的透视图像;将所述透视图像与预设标准透视图像进行对比得到第一对比结果;根据所述第一对比结果判断所述罐装食品的包装内部是否有缺陷。
6.可选地,所述根据可见光检测单元检测的图像判断罐装食品的包装外表是否有缺陷的步骤,具体包括:接收可见光检测单元对所述罐装食品的包装外表的成像生成的可见光图像;将所述可见光图像与预设标准可见光图像进行对比得到第二对比结果;根据所述第二对比结果判断所述罐装食品的包装外表是否有缺陷。
7.可选地,所述接收x光检测单元对罐装食品的包装内部的透视成像生成的透视图像步骤前,还包括:根据主传送带的速度和所述x光检测单元与第一激光传感器之间的第一距离计算得到第一延迟时间;接收到所述第一激光传感器输出的脉冲信号后,经过所述第一延迟时间后发送第一成像指令至所述x光检测单元;所述接收可见光检测单元对所述罐装食品的包装外表的成像生成的可见光图像步骤前,还包括:根据所述主传送带的速度和所述可见光检测单元与第二激光传感器之间的第二距离计算得到第二延迟时间;
接收到所述第二激光传感器输出的脉冲信号后,经过所述第二延迟时间后发送第二成像指令至所述可见光检测单元。
8.可选地,所述接收x光检测单元对罐装食品的包装内部的透视成像生成的透视图像步骤前,还包括:根据所述主传送带的速度和剔除单元与所述第一激光传感器之间的第三距离计算得到第三延迟时间;所述根据所述第一对比结果判断所述罐装食品的包装内部是否有缺陷步骤后,还包括:如果是,则在接收到所述第一激光传感器输出的脉冲信号后,经过所述第三延迟时间后发送剔除指令至所述剔除单元。
9.可选地,所述接收可见光检测单元对所述罐装食品的包装外表的成像生成的可见光图像步骤前,还包括:根据所述主传送带的速度和移位单元与所述第二激光传感器之间的第四距离计算得到第四延迟时间;所述根据所述第二对比结果判断所述罐装食品的包装外表是否有缺陷步骤后,还包括:如果是,则在接收到所述第二激光传感器输出的脉冲信号后,经过所述第四延迟时间后发送移位指令至所述移位单元。
10.本发明还提出一种罐装食品包装和异物检测系统,所述罐装食品包装和异物检测系统包括:主传送带;x光检测单元,包括射线源和探测器,用于对放置在所述主传送带上的罐装食品进行包装内部的透视成像并生成透视图像;可见光检测单元,包括工业相机和光源,用于对所述罐装食品进行包装外表的成像并生成可见光图像,所述可见光检测单元布置在所述x光检测单元相对所述主传送带的下游;图像处理单元,分别与所述x光检测单元和所述可见光检测单元电性连接,用于接收所述透视图像和所述可见光图像,并对所述透视图像和所述可见光图像使用机器视觉技术分别与预设标准透视图像和预设标准可见光图像进行对比。
11.可选地,所述罐装食品包装和异物检测系统还包括第一激光发射器、第一激光传感器、第二激光发射器与第二激光传感器,并分别与所述图像处理单元电性连接;所述第一激光发射器对应所述第一激光传感器布置并分别位于所述主传送带的两侧,并相对所述x光检测单元布置在所述主传送带的上游;所述第二激光传感器对应所述第二激光传感器布置并分别位于所述主传送带的两侧,并相对所述可见光检测单元布置在所述主传送带的上游。
12.可选地,所述罐装食品包装和异物检测系统还包括剔除单元,所述剔除单元与所述图像处理单元电性连接,并接收所述图像处理单元发送的剔除信号并根据所述剔除信号执行剔除操作剔除所述主传送带上对应的罐装食品,所述剔除单元布置在所述x光检测单元与所述可见光检测单元之间。
13.可选地,所述罐装食品包装和异物检测系统还包括打标机,用以给所述主传送带上的罐装食品打标,所述打标机布置在所述主传送带上并位于所述剔除单元与所述可见光检测单元之间;所述罐装食品包装和异物检测系统还包括副传送带和移位单元,所述移位单元与所述图像处理单元电性连接,并接收所述图像处理单元发送的移位信号并根据所述移位信号执行移位操作,将所述主传送带上对应的罐装食品移位至所述副传送带,所述副传送带用于将放置其上的罐装食品传输回至所述打标机之前以对所述罐装食品重新进行打标。
14.在本发明技术方案中,通过x光检测单元检测罐装食品的包装内部是否有缺陷,通过可见光检测单元检测罐装食品的包装外表是否有缺陷,从而达到同时对罐装食品的包装进行外表缺陷和内部缺陷的检测的技术效果。
附图说明
15.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
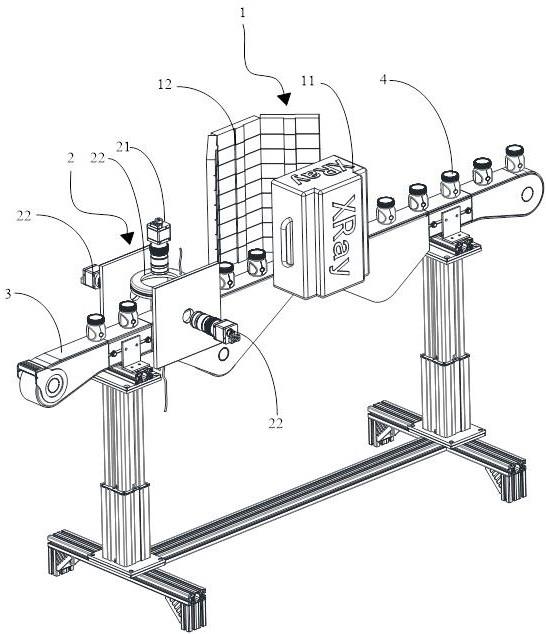
16.图1为本发明所提供的罐装食品包装和异物检测系统的一实施例的立体结构示意图;图2为本发明所提供的罐装食品包装和异物检测系统的又一实施例的示意图。
17.附图标号说明:标号名称标号名称1x光检测单元51第一激光发射器11射线源52第一激光传感器12探测器53第二激光发射器2可见光检测单元54第二激光传感器21工业相机6剔除单元22光源7打标机3主传送带8移位单元4罐装食品9副传送带本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
18.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
19.需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
20.另外,在本发明中涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,全文中出现的“和/或”的含义,包括三个并列的方案,以“a和/或b”为例,包括a方案、或b方案、或a和b同时满足的方案。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
21.传统的罐装食品包装检测要么只能通过人工筛选罐装食品包装表面缺陷(如缺少打码、标签等),在包装为非透明的情况下通常使用测量包装的重量来对罐装食品包装内是否缺少必要成分(如缺少干燥剂)进行判断,检测效率低且不能达到同时检测包装表面缺陷和包装内缺陷的效果。
22.请参考图1,为解决上述问题,本发明提出了一种罐装食品包装和异物检测系统,包括主传送带3,x光检测单元1,可见光检测单元2以及图像处理单元(附图中未示出);所述x光检测单元1包括射线源11和探测器12,用于对放置在所述主传送带3上的罐装食品4进行包装内部的透视成像并生成透视图像;所述可见光检测单元2包括工业相机21和光源22,用于对所述罐装食品4进行包装外表的成像并生成可见光图像,所述可见光检测单元2布置在所述x光检测单元1相对所述主传送带3的下游;所述图像处理单元分别与所述x光检测单元1和所述可见光检测单元2电性连接,用于接收所述透视图像和所述可见光图像,并对所述透视图像和所述可见光图像使用机器视觉技术分别与预设标准透视图像和预设标准可见光图像进行对比。
23.可以理解的是,所述x光检测单元1用到的是x光透射技术,即射线源11发射x光,打到罐装食品4包装上,罐装食品4接收x光后,x光的能量会有衰减,探测器12接收剩余的x光的能量密度不同反映了罐装食品4内不同的材料对x光吸收的能量不同,最后将能量值转换成灰度图像显示,即可以此来判断罐装食品4内是否缺少必要成分(如干燥剂)或者有多余的成分(如金属杂质);可见光检测单元2中的光源22用于使其得到的可见光图像的成像质量稳定,提高图像处理单元处理所述可见光图像的精准度,并且可以根据实际需求调整打光的位置和光源22的强度及颜色,以满足图像处理的需求;其中,所述工业相机21可以根据需要设置为一个或者多个,以对罐装食品4贴标后歪标、高低标、标签内容错误、标签破损等缺陷进行检测,对罐装食品4打码后打码完整性检测,对罐装瓶盖划痕、凹坑进行检测等;所述工业相机21可以根据实际需求选择面阵相机或者线阵相机;同样的,所述x光检测单元1中可以根据实际检测需求设置为单源单视角、单源双视角、单元三视角、双源四视角等等检测单元。
24.基于上述罐装食品包装和异物检测系统,本发明还提出一种罐装食品包装和异物检测方法,所述方法包括根据x光检测单元1检测的图像判断罐装食品4的包装内部是否有缺陷,再根据可见光检测单元2检测的图像判断罐装食品4的包装外表是否有缺陷。
25.所述方法的执行主体可以是图像处理单元(附图中未示出),所述图像处理单元可以是具有图像处理能力和计算能力的计算机,图像处理单元在接收到了x光检测单元1检测的图像和可见光检测单元2检测的图像后,显示在与所述图像处理单元连接的显示设备(附图中未示出)上,操作人员即可根据所述图像判断罐装食品4包装是否有外包装缺陷和内包
装缺陷。
26.当然,上述步骤可以使用图像处理单元利用机器视觉技术进行判断并发出警报;所述根据x光检测单元1检测的图像判断罐装食品4的包装内部是否有缺陷的步骤,具体包括接收x光检测单元1对罐装食品4的包装内部的透视成像生成的透视图像;将所述透视图像与预设标准透视图像进行对比得到第一对比结果;根据所述第一对比结果判断所述罐装食品4的包装内部是否有缺陷。所述根据可见光检测单元2检测的图像判断罐装食品4的包装外表是否有缺陷的步骤,具体包括:接收可见光检测单元2对所述罐装食品4的包装外表的成像生成的可见光图像;将所述可见光图像与预设标准可见光图像进行对比得到第二对比结果;根据所述第二对比结果判断所述罐装食品4的包装外表是否有缺陷。
27.可以理解的是,将所述透视图像与预设标准透视图像进行对比以及将所述可见光图像与预设标准可见光图像进行对比的对比过程均属于本领域技术人员熟知的机器视觉技术,此处不再赘述;而所述第一对比结果与所述第二对比结果分别可以是透视图像与所述预设标准透视图像和可见光图像与所述预设标准可见光图像的相似度,操作人员可以根据不同需求为所述第一对比结果和所述第二对比结果分别设置不同的相似度阈值,所述图像处理单元可以对所述相似度与所述相似度阈值进行对比,当所述相似度低于所述相似度阈值时图像处理单元即可得出所述罐装食品4的包装外表或包装内部具有缺陷的结论,并输出判断结果。
28.当然,为了提高可见光检测单元2和x光检测单元1的成像精确度,请参照图2,在本发明所提供的罐装食品包装和异物检测系统的又一实施例中,所述罐装食品包装和异物检测系统还包括第一激光发射器51、第一激光传感器52、第二激光发射器53与第二激光传感器54,并分别与所述图像处理单元电性连接;所述第一激光发射器51对应所述第一激光传感器52布置并分别位于所述主传送带3的两侧,并相对所述x光检测单元1布置在所述主传送带3的上游;所述第二激光传感器54对应所述第二激光传感器54布置并分别位于所述主传送带3的两侧,并相对所述可见光检测单元2布置在所述主传送带3的上游。
29.基于上述罐装食品包装和异物检测系统,本发明所提供的罐装食品包装和异物检测方法的又一实施例中,所述接收x光检测单元1对罐装食品4的包装内部的透视成像生成的透视图像步骤前,还包括:根据主传送带3的速度和所述x光检测单元1与第一激光传感器52之间的第一距离计算得到第一延迟时间;接收到所述第一激光传感器52输出的脉冲信号后,经过所述第一延迟时间后发送第一成像指令至所述x光检测单元1;所述接收可见光检测单元2对所述罐装食品4的包装外表的成像生成的可见光图像步骤前,还包括:根据所述主传送带3的速度和所述可见光检测单元2与第二激光传感器54之间的第二距离计算得到第二延迟时间;接收到所述第二激光传感器54输出的脉冲信号后,经过所述第二延迟时间后发送第二成像指令至所述可见光检测单元2。
30.可以理解的是,主传送带3的运转速度即为在主传送带3上的罐装食品4的移动速度,罐装食品4在传送带上移动到指定位置时所述x光检测单元1与所述可见光检测单元2才会对其进行成像;当传送带上没有罐装食品4经过时,所述第一激光传感器52和所述第二激光传感器54均有激光照射,而当有罐装食品4经过时,所述第一激光传感器52和所述第二激光传感器54便会突然没有激光照射而产生脉冲信号,图像处理单元在接收到脉冲信号后即可判断罐装食品4经过了所述第一激光传感器52或第二激光传感器54,经过所述第一延迟
时间再后发送第一成像指令至所述x光检测单元1以对罐装食品4进行透视成像,经过所述第二延迟时间后发送第二成像指令至所述可见光检测单元2以对罐装食品4进行可见光成像,提高了x光检测单元1与可见光检测单元2对所述罐装食品4成像的精确度。
31.而在x光检测单元1检测出了带有包装内缺陷的罐装食品4后,需要对其进行销毁处理,没有必要再进行外包装缺陷检测,所以在本发明所提供的罐装食品包装和异物检测系统的又一实施例中,所述罐装食品包装和异物检测系统还包括剔除单元6,所述剔除单元6与所述图像处理单元电性连接,并接收所述图像处理单元发送的剔除信号并根据所述剔除信号执行剔除操作剔除所述主传送带3上对应的罐装食品4,所述剔除单元6布置在所述x光检测单元1与所述可见光检测单元2之间,所述剔除单元6可以是快速气动拨杆。
32.基于上述罐装食品包装和异物检测系统,本发明所提供的罐装食品包装和异物检测方法的又一实施例中,所述接收x光检测单元1对罐装食品4的包装内部的透视成像生成的透视图像步骤前,还包括:根据所述主传送带3的速度和剔除单元6与所述第一激光传感器52之间的第三距离计算得到第三延迟时间;所述根据所述第一对比结果判断所述罐装食品4的包装内部是否有缺陷步骤后,还包括:如果是,则在接收到所述第一激光传感器52输出的脉冲信号后,经过所述第三延迟时间后发送剔除指令至所述剔除单元6。
33.当然,在所述罐装食品包装和异物检测系统前就可以完成对罐装食品4的打标操作,但是,为了提高流水线的作业效率,请再次参照图2,在本发明所提供的罐装食品包装和异物检测系统的又一实施例中,所述罐装食品包装和异物检测系统还包括打标机7,用以给所述主传送带3上的罐装食品4打标,所述打标机7布置在所述主传送带3上并位于所述剔除单元6与所述可见光检测单元2之间;所述罐装食品包装和异物检测系统还包括副传送带9和移位单元8,所述移位单元8与所述图像处理单元电性连接,并接收所述图像处理单元发送的移位信号并根据所述移位信号执行移位操作,将所述主传送带3上对应的罐装食品4移位至所述副传送带9,所述副传送带9用于将放置其上的罐装食品4传输回至所述打标机7之前以对所述罐装食品4重新进行打标。
34.基于上述罐装食品包装和异物检测系统,本发明所提供的罐装食品包装和异物检测方法的又一实施例中,所述接收可见光检测单元2对所述罐装食品4的包装外表的成像生成的可见光图像步骤前,还包括:根据所述主传送带3的速度和移位单元8与所述第二激光传感器54之间的第四距离计算得到第四延迟时间;所述根据所述第二对比结果判断所述罐装食品4的包装外表是否有缺陷步骤后,还包括:如果是,则在接收到所述第二激光传感器54输出的脉冲信号后,经过所述第四延迟时间后发送移位指令至所述移位单元8。
35.图2中的箭头分别是主传送带3与副传送带9的传送方向,所述打标机7可以是气动打标机7,也可以是激光打标机7,可以根据实际需求选用;所述移位单元8也可以是气动快速拨杆,用以将所述罐装食品4移到副传送带9上;打标机7设置在所述剔除单元6之后即可以提高罐装食品4包装加工的效率,在包装没有内部缺陷时再对其进行打标;同时,在可见光检测单元2在检测到打标没有打上时可以通过移位单元8将对应的罐装食品4推送到副传送带9上以传回至所述打标机7之前对其进行重新打标。
36.可以理解的是,为了保障操作人员的人身安全,屏蔽x光带来的辐射,x光检测单元1安装在铅屏蔽箱中;同时所述罐装食品包装和异物检测系统还可以包括报警系统,所述报警系统包括蜂鸣器和报警灯,以对所述系统检测到具有缺陷的包装时进行报警。
37.以上所述仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是在本发明的发明构思下,利用本发明说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1