一种圆棒料投料机械臂的制作方法
1.本实用新型应用于真空雾化制粉技术领域,涉及圆棒料连续加料的加料机构,具体是圆棒料投料用机械臂。
背景技术:
2.圆棒料感应气雾制粉设备是一种洁净雾化制粉设备,可适用于活性强的金属或合金材料(如钛合金)的雾化制粉。雾化前,雾化室真空预抽和惰性气体回填,构造洁净雾化环境。棒料母材底端通过感应圈,采用非接触的感应加热熔化。液态金属在重力作用下向底部汇聚(类似于熔池的效果),当液态金属表面张力不足以克服重力时,液态金属脱离成液滴,液滴在重力作用下自由落体,穿越高压雾化喷盘中心孔到达喷盘的雾化区。液滴在高压高速雾化气流冲击下迅速破碎、沉降,在沉降过程中逐渐冷却凝固成金属粉末。一根圆棒料雾化完后,破真空,开启舱门,卸下料头,更换新圆棒料,重复上述循环。在雾化过程中,母材只与惰性雾化气体接触,无氧化污染,金属粉末洁净,成分与圆棒料一致。
3.上述感应气雾制粉工艺的设备间歇式雾化,基本可以满足实验室中雾化实验要求,但无法满足工业批量生产的要求,所以,上述送料方式必须进行改进,将棒料一次性全部放入真空惰性气体环境中,圆棒料与料头的连接全部采用机械自动连接,在整个雾化生产过程中,不破坏真空度。为此,申请人研发了新型送料机构,全部棒料水平放置,与送料装置一起处于真空惰性环形下,先采用水平送料,然后翻转90
°
,将圆棒料垂直竖起,将竖起的圆棒料与感应熔化的料头对接。
4.公告号cn206215921u中连续送料器具有向下运动和自传功能,公布号cn111014681a和cn110181067a中图示的送料机构也是向下移动送料,公布号cn109382522a和cn114888297a为棒料竖直旋转向下送料,这些送料方式与上述垂直送料一致。公布号cn114951674a公开了旋转电极雾化制粉用连续进料机构、制粉设备和制粉方法,将竖直送料雾化制粉改为水平送料雾化制粉,在向雾化室送料之前设计了过渡料仓,保证送料自有氧状态到无氧状态的过渡。目前检索的专利申请中,没有检索到棒料竖直雾化、横向进料的送料装置。
技术实现要素:
5.本实用新型解决的技术问题是:提供一种圆棒料投料机械臂,将水平圆棒料翻转为垂直状态,与定心夹具一起,实现与料头的准确连接,从而实现圆棒料的连续雾化。
6.本实用新型所采用的技术方案是:圆棒料投料机械臂包括定心夹具、伸缩机构和翻转机构;所述翻转机构包括翻转架和转轴,所述翻转架由辐板和支撑板连接,所述转轴与辐板固定连接。所述伸缩机构安装在支撑板上,所述定心夹具安装在伸缩机构的连接板上。
7.进一步,伸缩机构包括连接板、伸缩驱动杆、气缸ⅰ、支撑块、伸缩桁架。所述伸缩桁架为通过连杆销轴铰链接的连杆结构,该伸缩桁架上端通过铰链接的支撑块连接连接板,下端通过铰链接的支撑块连接支撑板。所述伸缩驱动杆与两个所述伸缩桁架的连杆销轴连
接。所述气缸ⅰ的缸杆与伸缩驱动杆连接,所述气缸ⅰ的缸体固定在支撑板上。为稳定伸缩桁架,调整连杆销轴轴向尺寸间隙,所述伸缩驱动杆与伸缩桁架铰链接的连杆销轴上安装调整块。为调整气缸ⅰ缸杆的伸缩位置,在缸杆尾端安装调整螺母作为气缸ⅰ调整机构。
8.进一步,所述伸缩机构包括导向套、导向杆,所述导向套固定安装在支撑板上,所述导向杆固定安装在连接板上,该导向杆插入导向套中,与导向套滑动连接,可为连接板的伸缩提供导向。
9.进一步,所述伸缩机构包括电机、螺杆、螺母,所述电机固定安装在支撑板的下面,输出轴与螺杆连接,所述螺杆与螺母螺纹连接,所述螺母与连接板固定连接。电机可带动螺杆旋转,带动螺母平移,实现连接板的伸缩。
10.进一步,所述定心夹具包括卡爪、固定板、夹具销轴、拉簧、气缸ⅱ;所述固定板与连接板固定连接,该固定板两端通过夹具销轴转动连接卡爪,在卡爪的驱动端上安装有拉簧和气缸ⅱ,所述气缸ⅱ能驱动该驱动端张开,所述拉簧能拉力驱动端缩回。
11.本实用新型的有益效果是:本实用新型安装在与雾化室连通的真空惰性环境下,圆棒料一次装料,全部雾化完成后破真空,实现连续雾化,满足连续生产的要求。本实用新型将水平圆棒料翻转为垂直状态,由雾化室中的夹具夹接,实现与料头的对心连接。
附图说明
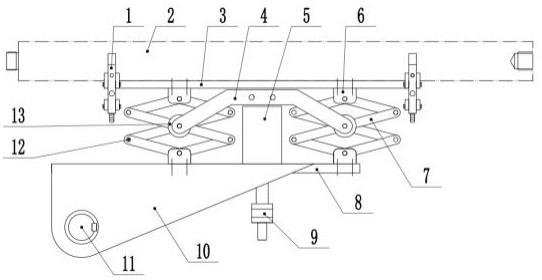
12.图1为实施例1主视结构示意图;
13.图2为图1俯视结构示意图;
14.图3为图1的左视图;
15.图4为定心夹具结构示意图;
16.图5为实施例1翻转送料示意图;
17.图6为实施例2结构示意图;
18.图7为实施例3结构示意图;
19.图8为本实用新型接料工作示意图;
20.其中:1-定心夹具、2-圆棒料、3-连接板、4-伸缩驱动杆、5-气缸ⅰ、6-支撑块、7-伸缩桁架、8-支撑板、9-气缸ⅰ调整机构、10-辐板、11-转轴、12-连杆销轴、13-调整块、14-旋转定位块、15-平移定位块、16-导向套、17-导向杆、18-电机、19-螺杆、20-螺母、21-送料槽板;
21.101-卡爪、102-固定板、103-夹具销轴、104-拉簧、105-气缸ⅱ、106-安装孔。
具体实施方式
22.实施例1。
23.本实施例投料机械臂结构见附图1-3,附图1为本实施例结构主视图,附图2为俯视图,附图3为左视图。投料机械臂包括定心夹具1、伸缩机构和翻转机构。
24.所述翻转机构包括翻转架和转轴11,翻转架由辐板10和支撑板8固定连接、或焊接,或为一体结构,本实施例采用紧固件连接。转轴11与辐板10固定连接,可以是附图1所示的键连接、或附图2所示的焊接。当转轴11旋转时,辐板10同时旋转。
25.伸缩机构安装在翻转机构上,包括连接板3、伸缩驱动杆4、气缸ⅰ5、支撑块6、伸缩桁架7等。伸缩桁架7为通过连杆销轴12铰链接的连杆结构,如附图1所示。伸缩桁架7的上端
通过支撑块6连接连接板3,在连接板3上,安装定心夹具1,本实施例用紧固件将定心夹具1安装在连接板3的两端。伸缩桁架7的下端通过支撑块6连接支撑板8。为保证伸缩桁架7连杆结构的伸缩,伸缩桁架7与支撑块6通过连杆销轴12铰链接。为保证连接板3的稳定性,本实施例采用对称的两个伸缩桁架7,伸缩驱动杆4与两个伸缩桁架7的连杆销轴12连接,这样,两个伸缩桁架7在支撑块6和连杆销轴12的限定作用下,只能做伸缩移动。气缸ⅰ5的缸杆与伸缩驱动杆4连接,气缸ⅰ5的缸体固定在支撑板8上。当气缸ⅰ5的缸杆伸缩时,可带动伸缩驱动杆4运动,伸缩驱动杆4带动连杆结构的伸缩桁架7进行伸缩,实现连接板3及其上面的圆棒料2的伸缩平移。为约束伸缩桁架7,保证连杆运行的稳定性,伸缩驱动杆4与伸缩桁架7铰链接的连杆销轴12安装调整块13,用调整块13的厚度调整伸缩驱动杆4与伸缩桁架7在连杆销轴12上的间距,保证两者不能在连杆销轴12上产生轴向位移。
26.为调整气缸ⅰ5的伸缩距离,本实施例安装了气缸ⅰ调整机构9,通常情况下,气缸伸缩调节可采用控制器和电磁阀控制,为保证伸缩一致性,避免长时间使用产生偏差,本实施例采用机械结构,在缸杆的尾端安装调整螺母,采用螺纹微调螺母在缸杆上的位置,从而调整气缸的伸缩距离。也就是在缸杆的尾端加工螺纹,安装螺母。当缸杆伸出时,螺母与气缸的底部接触,限制了缸杆的伸出移动,保证了缸杆伸出的距离。
27.定心夹具1的结构见附图4,包括卡爪101、固定板102、夹具销轴103、拉簧104、气缸ⅱ105等。该定心夹具同日申请了实用新型专利,具体结构见申请材料,本技术重点说明其工作原理和工作过程。固定板102上加工有安装孔106,安装孔106用于与连接板3的紧固件连接,固定板102的两端通过夹具销轴103转动连接卡爪101,卡爪101的上部为夹持端,下部为驱动端,在驱动端上安装有拉簧104和气缸ⅱ105,气缸ⅱ105接通高压空气,向气缸ⅱ105中送入高压空气,气缸ⅱ的缸杆伸出,卡爪上部夹持端夹持圆棒料2,气缸ⅱ中的高压空气泄压,拉簧104的拉力将气缸ⅱ中的空气排出,同时卡爪回位,释放圆棒料2。为限定气缸ⅱ的移动,气缸ⅱ与固定板102固定连接,这样可以保证两个卡爪同时动作,旋转同样的角度,从而保证圆棒料的定心。
28.附图5为本实施例翻转送料工作示意图,定心夹具1承接圆棒料后,转轴11旋转,翻转架旋转,当翻转架接触旋转定位块14时,圆棒料2处于垂直,然后气缸ⅰ5伸出,伸缩驱动杆4带动伸缩桁架7伸出,当圆棒料2接触平移定位块15后,圆棒料定位,由雾化室中的夹具夹接圆棒料,投料机械臂完成投料操作。随后定心夹具1松开圆棒料,气缸ⅰ和伸缩桁架7缩回,翻转架旋回,准备承接下一根圆棒料。
29.实施例2。
30.本实施例是在实施例1的基础上的变更,伸缩机构由连杆机构改为导向机构,其结构如附图6所示。伸缩机构包括导向套16、导向杆17,导向套16固定安装在支撑板8上,导向杆17固定安装在连接板3上,导向杆17插入导向套16中,和导向套16滑动连接。气缸ⅰ5的缸杆固定连接连接板3,缸杆伸缩带动连接板3的移动,在连接板3移动过程中,导向杆17和导向套16起到导向定位作用。
31.实施例1中的连接板3由连杆机构的伸缩桁架7支撑,由于伸缩桁架7的稳定性差,投料机械臂接料时,圆棒料滚动接料产生的冲击会影响伸缩桁架7的晃动,及其中心位置,冲击通过伸缩桁架7和伸缩驱动杆4作用在气缸ⅰ上,会影响气缸ⅰ的密封性。本实施例通过导向杆17和导向套16避免了连接板3的位移,保证圆棒料顺利接料,同时,可利用导向套16
的高度对连接板3进行定位,圆棒料的冲击作用在导向套16上,而不作用在气缸ⅰ5上。另外,当圆棒料垂直时,实施例1中的圆棒料2、定心夹具1、连接板3、伸缩桁架7等的重量全部作用在气缸ⅰ5的缸杆上,本实施例中的圆棒料2、定心夹具1、连接板3的重量作用在导向杆17上,避免气缸ⅰ5的缸杆受力,保证了气缸ⅰ5的使用寿命。
32.实施例3。
33.本实施例是在实施例2的基础上的变更,将气缸ⅰ变更为电机18和螺杆机构,如附图7所示。气缸ⅰ长时间工作后,会存在密封不严的缺陷,由于整个投料机械臂安装在真空惰性气体环境中,若气缸ⅰ中的高压空气泄漏,会污染雾化室的惰性气体环境,恶化圆棒料雾化质量。
34.电机18固定安装在支撑板8的下面,螺杆19与螺母20螺纹连接,螺母20与连接板3固定连接,螺杆19与电机18的输出轴连接,与输出轴同步旋转。但电机旋转时,螺杆19旋转,螺母20带动连接板3在导向杆17和导向套18的导向作用下做伸缩移动。当圆棒料2处于垂直位置时,可实现圆棒料的平移。
35.在上述两个实施例中,平移定位块15和气缸ⅰ调整机构9均是限定圆棒料平移时的定位,两者作用相同,功能重叠,所以本实施例中的螺杆机构可以省去气缸ⅰ调整机构9,只采用平移定位块15实现圆棒料的定位。
36.本实用新型接料示意图见附图8,多个圆棒料2水平放置在与雾化室连通的物料仓内,该物料仓与雾化室一样,保持真空惰性环境。圆棒料2自物料仓底部的落料口落下,进入送料槽板21的凹槽内,如附图8左侧所示,然后送料槽板21旋转,送料槽板21的圆弧边支撑物料仓落料口的圆棒料不下落,凹槽内的圆棒料进入本实用新型上的定心夹具1内,然后定心夹具1加持圆棒料,翻转架旋转送料。
37.本实用新型安装在与雾化室连通的真空惰性环境下,圆棒料一次装料,全部雾化完成后破真空,实现连续雾化,满足连续生产的要求。本实用新型将水平圆棒料翻转为垂直状态,由雾化室中的夹具夹接,与料头对心连接,连续雾化。
38.目前,本实用新型的实施例2已经供货,在调试过程中,投料机械臂的动作、料头对接等达到预期目的,实验操作证明,本实用新型操作可靠,送料平稳,满足连续雾化生产的要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1