一种PVC-O管件全包覆贴膜装置及贴膜方法与流程
一种pvc
‑
o管件全包覆贴膜装置及贴膜方法
技术领域
1.本发明涉及pvc管制造技术领域,具体涉及一种pvc
‑
o管件全包覆贴膜装置及贴膜方法。
背景技术:
2.pvc
‑
o,即双轴取向聚氯乙烯,pvc
‑
o管材是在pvc材料的玻璃化转变温度上通过双向拉伸对材料的分子进行重新排列,使材料(管壁)形成网状结构,能够承受发源于材料机体微细裂纹或管壁表面划痕的脆性破坏,使管材的强度、韧性和抗开裂性能得到显著提升。pvc
‑
o管材是通过特殊的取向加工工艺制造的管材,这一加工工艺是把采用挤出方法生产的pvc
‑
u管材进行轴向拉伸和径向拉伸,使管材中的pvc长链分子在双轴向规整排列,获得高强度、高韧性、高抗冲、抗疲劳的新型pvc管材,性能远优于普通pvc
‑
u管材。在生产pvc
‑
o管材时,为了对pvc
‑
o管材的表面进行保护,需要对pvc
‑
o管材进行贴膜处理,但是,目前生产工艺中只能对pvc
‑
o管材的外侧进行贴膜,无法对pvc
‑
o管材的内侧进行贴膜,并且贴膜效率低。
技术实现要素:
3.本发明的目的在于提供一种pvc
‑
o管件全包覆贴膜装置及贴膜方法,以解决现有pvc
‑
o管材不能很好地进行贴膜保护的问题。
4.本发明解决上述技术问题的技术方案如下:
5.一种pvc
‑
o管件全包覆贴膜装置,包括:至少一个贴膜组件;贴膜组件包括安装座、外热气套、内热气套以及吹膜嘴;外热气套和内热气套的一端与安装座连接,外热气套和内热气套的另一端悬置,外热气套套设在内热气套的外侧,并且外热气套的内侧壁与内热气套的外侧壁之间具有间隙,安装座设有多根伸入外热气套和内热气套内的吹气管;吹膜嘴设置在安装座上并朝向外热气套与内热气套之间的位置。
6.本发明的贴膜装置可以同时对pvc
‑
o管件进行内壁贴膜和外壁贴膜,能对pvc
‑
o管件的内、外壁进行有效的保护,同时贴膜过程快速,有效提高贴膜的效率。在贴膜前,与吹膜机连接的吹膜嘴喷射内膜,并贴在内热气套的外壁上,在贴膜时,pvc
‑
o管件伸入到外热气套内,并且使得内热气套位于pvc
‑
o管件内,通过吹膜嘴喷射外膜,并向外热气套和内热气套内通入热气,在热气以及外热气套和内热气套的膨胀作用下,使得内膜和外膜分别紧贴在pvc
‑
o管件的内壁和外壁上,完成贴膜操作,整个贴膜操作简单、快速,贴膜位置全面、效率高。
7.进一步地,上述外热气套远离安装座的一端的内壁处呈喇叭状。
8.本发明的外热气套远离安装座的一端的内壁呈喇叭状,便于pvc
‑
o管件的伸入,避免pvc
‑
o管件与外热气套的碰撞或干涉。
9.进一步地,上述外热气套和内热气套的内腔均为密闭腔体。
10.本发明具有密闭腔体的外热气套和内热气套能够在热气的作用下膨胀,使得外热
气套和内热气套分别将外膜和内膜挤压至pvc
‑
o管件的外壁和内壁上。
11.进一步地,上述伸入外热气套内的吹气管沿外热气套的周向均匀间隔设置。
12.本发明均匀间隔设置的吹气管可以使得外热气套的环状密闭腔体受热均匀,使得外膜能均匀紧贴在pvc
‑
o管件的外壁上。
13.进一步地,上述贴膜组件的数量为多个,多个贴膜组件的延伸方向一致并且多个贴膜组件呈环形排列。
14.本发明多个贴膜组件同时工作,提高对pvc
‑
o管件贴膜的工作效率。
15.进一步地,上述相邻贴膜组件之间具有间隙。
16.本发明相邻贴膜组件之间具有间隙,避免外热气套的变形以及外热气套的温度影响相邻贴膜组件。
17.一种基于上述pvc
‑
o管件全包覆贴膜装置的pvc
‑
o管件全包覆贴膜方法,包括以下步骤:
18.s1:靠近内热气套的吹膜嘴喷射内膜,内膜在贴于内热气套的外壁;
19.s2:将待贴膜pvc
‑
o管件伸入到外热气套和内热气套之间;
20.s3:靠近外热气套的吹膜嘴喷射外膜,外膜位于外热气套与待贴膜pvc
‑
o管件之间;
21.s4:通过吹气管向外热气套和内热气套的内腔施加热气,外热气套和内热气套在热气的作用下膨胀并使外膜和内膜分别紧贴在待贴膜pvc
‑
o管件的外壁和内壁上,完成待贴膜pvc
‑
o管件的全包覆贴膜;
22.s5:将贴膜完成的pvc
‑
o管件从外热气套中退出。
23.本发明的pvc
‑
o管件全包覆贴膜方法步骤简单,通过一次性伸入即可对pvc
‑
o管件的内、外壁进行全包覆贴膜,贴膜效率高、包覆全面。
24.本发明具有以下有益效果:
25.(1)本发明的贴膜装置可以同时对pvc
‑
o管件进行内壁贴膜和外壁贴膜,能对pvc
‑
o管件的内、外壁进行有效的保护,同时贴膜过程快速,有效提高贴膜的效率。
26.(2)本发明的pvc
‑
o管件全包覆贴膜方法步骤简单,通过一次性伸入即可对pvc
‑
o管件的内、外壁进行全包覆贴膜,贴膜效率高、包覆全面。
附图说明
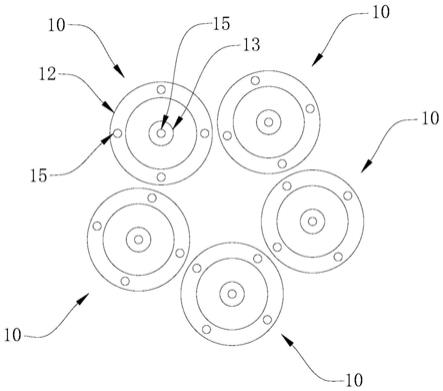
27.图1为本发明的pvc
‑
o管件全包覆贴膜装置的横截面结构示意图;
28.图2为本发明的贴膜组件的结构示意图;
29.图3为本发明的贴膜组件在对pvc
‑
o管件贴膜时的结构示意图。
30.图中:10
‑
贴膜组件;11
‑
安装座;12
‑
外热气套;13
‑
内热气套;14
‑
吹膜嘴;15
‑
吹气管;20
‑
内膜;30
‑
外膜;40
‑
pvc
‑
o管件。
具体实施方式
31.以下结合附图对本发明的原理和特征进行描述,所举实例只用于解释本发明,并非用于限定本发明的范围。
32.实施例
33.请参照图1和图2,一种pvc
‑
o管件全包覆贴膜装置,包括:多个贴膜组件10,多个贴膜组件10的延伸方向一致并且多个贴膜组件10沿周向均匀间隔排列。在本实施例中,贴膜组件10的数量为5,5个贴膜组件10呈环形并均匀间隔排列。在本发明的其他实施例中,贴膜组件10的数量还可以是1、2、3等,排列方式还可以是按矩形排列等。
34.贴膜组件10包括安装座11、外热气套12、内热气套13以及吹膜嘴14。外热气套12的一端密封安装在安装座11的一侧,外热气套12的另一端呈悬置状态,外热气套12整体截面呈环形,其悬置的一端的内侧壁呈喇叭状,便于pvc
‑
o管件40的伸入。内热气套13伸入到外热气套12内,并且内热气套13的外侧壁与外热气套12的内侧壁之间具有间隙,内热气套13的一端也密封安装在安装座11上,内热气套13的另一端也成悬置状态。吹膜嘴14的数量为多个,其穿过安装座11并固定安装在安装座11上,吹膜嘴14的一端与吹膜机连接,另一端伸入到外热气套12与内热气套13之间的间隙中。在本实施例中,外热气套12和内热气套13的内腔均为密闭腔体,在热气的作用下可以进行膨胀。
35.安装座11上还连接有多根吹气管15,吹气管15贯穿安装座11并与安装座11密封连接。部分吹气管15伸入到外热气套12中,其余吹气管15伸入到内热气套13中。在本实施例中,伸入外热气套12中的吹气管15的数量为4,4根吹气管沿外热气套13的周向均匀布置,伸入内热气套13中的吹气管15的数量为1。在本发明的其他实施例中,伸入外热气套12中的吹气管15的数量还可以为1、2、3等,伸入内热气套13中的吹气管15的数量还可以为2、3、4等。
36.请参照图3,一种基于上述pvc
‑
o管件全包覆贴膜装置的pvc
‑
o管件全包覆贴膜方法,其特征在于,包括以下步骤:
37.s1:靠近内热气套13的吹膜嘴14喷射内膜20,内膜20在贴于内热气套13的外壁;
38.s2:将待贴膜pvc
‑
o管件40伸入到外热气套12和内热气套13之间;
39.s3:靠近外热气套12的吹膜嘴14喷射外膜30,外膜30位于外热气套12与待贴膜pvc
‑
o管件之间;
40.s4:通过吹气管15向外热气套12和内热气套13的内腔施加热气,外热气套12和内热气套13在热气的作用下膨胀并使外膜30和内膜20分别紧贴在待贴膜pvc
‑
o管件40的外壁和内壁上,完成待贴膜pvc
‑
o管件40的全包覆贴膜;
41.s5:将贴膜完成的pvc
‑
o管件40从外热气套12中退出。
42.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1