一种倒扣式延迟顶出抽芯结构的制作方法
1.本实用新型涉及抽芯结构技术领域,特别是涉及一种倒扣式延迟顶出抽芯结构。
背景技术:
2.在生产一种体壮塑胶产品时,塑胶产品两侧需要通过横向抽芯进行抽出,同时产品上端面需要出现一个内凹弧面,为了确保产品结构成型,需要设置一个用于弧面成型的抽芯结构,但是整个模具上已经无法容纳下该单独的抽芯结构,为了解决是上述问题,设计一种新的抽芯结构是非常有必要的。
技术实现要素:
3.本实用新型所要解决的技术问题是提供一种倒扣式延迟顶出抽芯结构,具有确保产品质量、保证产品成型、提高生产效率、降低模具磨损、提高模具实用寿命等优点。
4.本实用新型解决其技术问题所采用的技术方案是:提供一种倒扣式延迟顶出抽芯结构,包括大滑块、小滑块和大斜导柱,所述的大滑块中部设置有大斜导柱,大滑块上端面端部处设置有小滑块,所述的小滑块上设置有小铲基,小铲基上设置有下端插入小滑块的小斜导柱,所述的小滑块靠近模腔一侧设置有小滑块入子,所述的小滑块入子下端安装有与其匹配连接的倒扣入子。
5.作为对本技术方案的一种补充,所述的大滑块上设置有与大斜导柱相配的椭圆斜孔,椭圆斜孔的横截面大于大斜导柱的横截面,形成延迟避空。
6.作为对本技术方案的一种补充,所述的倒扣入子上端采用靠近模腔一端朝上倾斜的斜面结构,斜面结构上设置有倾斜滑轨凸起,所述的小滑块下端面设置有与倾斜滑轨凸起匹配的斜滑槽。
7.作为对本技术方案的一种补充,所述的大滑块一侧与倒扣入子侧面贴合,另一侧上设置有大铲基。
8.作为对本技术方案的一种补充,所述的倒扣入子下方设置有下模芯,下模芯一侧内设置有穿过大滑块下部的横向导杆,横向导杆上套接有弹簧,弹簧位于大滑块内并与下模芯一侧相顶。
9.作为对本技术方案的一种补充,所述的大滑块上设置有与小斜导柱下端匹配的避空槽。
10.作为对本技术方案的一种补充,所述的大滑块上端面靠近倒扣入子的一端上朝上延伸形成定位凸起,所述的小滑块上设置有与定位凸起匹配的阶梯槽,阶梯槽侧壁内设置有弹簧,弹簧一端伸出侧壁与定位凸起相顶。
11.有益效果:本实用新型涉及一种倒扣式延迟顶出抽芯结构,通过设置大滑块、椭圆斜孔和大斜导柱形成延迟顶出结构,在开模过程中只有当大斜导柱下部与椭圆斜孔两侧相靠时,才能够带动大滑块滑动,通过设置小滑块,确保小铲基上移时,能够通过小斜导柱控制小滑块移出,同时通过小滑块带动小滑块入子,通过小滑块入子带动倒扣入子脱模,确保
产品上端面弧形内凹不会出现拉伤现象,确保产品质量。本实用新型具有确保产品质量、保证产品成型、提高生产效率、降低模具磨损、提高模具实用寿命等优点。
附图说明
12.图1是本实用新型的结构剖视图;
13.图2是本实用新型的结构视图;
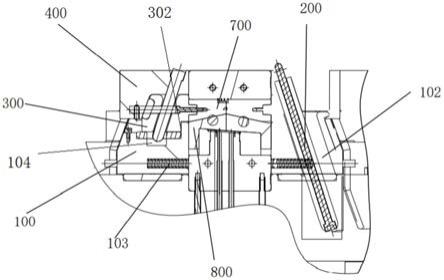
14.图3是本实用新型在模具内的结构剖视图。
15.图示:100、大滑块,200、大斜导柱,300、小滑块,400、小铲基,500、小斜导柱,600、压块,700、小滑块入子,800、倒扣入子,900、下模芯,101、大铲基,102、椭圆斜孔,103、横向导杆,104、避空槽,301、斜滑槽,302、阶梯槽,801、倾斜滑轨凸起。
具体实施方式
16.下面结合具体实施例,进一步阐述本实用新型。应理解,这些实施例仅用于说明本实用新型而不用于限制本实用新型的范围。此外应理解,在阅读的了本实用新型讲授的内容之后,本领域技术人员可以对本实用新型作各种改动或修改,这些等价形式同样落于本技术所附权利要求书所限定的范围。
17.本技术方案所述的一种倒扣式延迟顶出抽芯结构的具体实施方式,其具体实施方式如图1—2所示,包括大滑块100、小滑块300和大斜导柱200,所述的大滑块100中部设置有大斜导柱200,大滑块100上端面端部处设置有小滑块300,所述的小滑块300上设置有小铲基400,小铲基400上设置有下端插入小滑块300的小斜导柱500,所述的小滑块300靠近模腔一侧设置有小滑块入子700,所述的小滑块入子700下端安装有与其匹配连接的倒扣入子800。
18.参考附图3所示,本技术方案在实际应用在一模多件的模具上,如使用在一模两件模具中,两个产品腔呈对称设置,每个产品腔的一侧均设置有一组本抽芯,其中位于两个产品腔之间的本抽芯选择一个大铲基101进行定位,位于该部的大铲基101下端两侧与两组本抽芯相靠。
19.本技术方案进行开模的时候,动模框上移,带动小铲基400,小铲基400带动小斜导柱500,小斜导柱500带动小滑块300进行水平运动,通过小滑块300上的小滑块入子700带动倒扣入子800朝上运动,由于倒扣入子800与产品之间采用缓慢脱离,使得产品上端面的内凹弧面不会出现拉伤现象。
20.小铲基400上移过程中大铲基101也随之上移,当大铲基101与大滑块100发生脱离时,此时,大斜导柱200的已经与椭圆斜孔102形成联动,此时倒扣入子800已经与产品脱模成功,大斜导柱200会推动大滑块100和小滑块300完成脱模操作,之后取出产品。
21.作为对本技术方案的一种补充,所述的大滑块100上设置有与大斜导柱200相配的椭圆斜孔102,椭圆斜孔102的横截面大于大斜导柱200的横截面,形成延迟避空。
22.本技术方案中设置了椭圆斜孔102,椭圆斜孔102主要起到延迟脱模的作用大斜导柱200的柱身与椭圆斜孔102内侧两端均处于相靠时,大斜导柱200才能够带动大滑块100滑动。
23.作为对本技术方案的一种补充,所述的倒扣入子800上端采用靠近模腔一端朝上
倾斜的斜面结构,斜面结构上设置有倾斜滑轨凸起801,所述的小滑块300下端面设置有与倾斜滑轨凸起801匹配的斜滑槽301。
24.本技术方案中,设置倾斜滑轨凸起801和斜滑槽301将原本的水平移动转换为上下运动,实现倒扣入子800的脱模操作。
25.作为对本技术方案的一种补充,所述的大滑块100一侧与倒扣入子800侧面贴合,另一侧上设置有大铲基101。
26.作为对本技术方案的一种补充,所述的倒扣入子800下方设置有下模芯900,下模芯900一侧内设置有穿过大滑块100下部的横向导杆103,横向导杆103上套接有弹簧,弹簧位于大滑块100内并与下模芯900一侧相顶,通过设置弹簧和横向导杆103,使得大滑块运动平稳,避免大滑块100合模时发生碰撞,避免模具内耗,提高模具使用寿命。
27.作为对本技术方案的一种补充,所述的大滑块100上设置有与小斜导柱500下端匹配的避空槽104,通过设置避空槽104,避免小斜导柱500与大滑块100之间发生干涉。
28.作为对本技术方案的一种补充,所述的大滑块100上端面靠近倒扣入子800的一端上朝上延伸形成定位凸起,所述的小滑块300上设置有与定位凸起匹配的阶梯槽302,阶梯槽302侧壁内设置有弹簧,弹簧一端伸出侧壁与定位凸起相顶。
29.本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明,本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1