一种发动机空滤盒模具的制作方法
1.本实用新型涉及模具制造技术领域,具体涉及一种发动机空滤盒模具。
背景技术:
2.发动机的空滤盒尾部装有空气滤芯,作用就是将空气中的细小的杂质去除,发动机在工作过程中要吸进大量的空气发动机燃烧的其实是汽油或柴油与空气的混合气体,如果对吸入的空气不进行过滤,那么空气中的尘埃就会进入到气缸内,这样就加大了气缸和活塞的磨损,影响发动机工况,减少发动机使用寿命,所以要装空气滤芯,现有市场上的空滤盒一般为塑料材质注塑件,空滤盒一般分为几个零部件组装而成。
3.但是,现有模具均是一套模具成型产品的一个部分,即一套模具出一个部分,因此现有空滤盒成型就相应的需要几套模具,生产效益差,效率低,占用资源多,无法实现产品的配套生产。
技术实现要素:
4.为克服现有技术所存在的缺陷,现提供一种发动机空滤盒模具,以解决现有模具均是一套模具成型产品的一个部分,即一套模具出一个部分,因此现有空滤盒成型就相应的需要几套模具,生产效益差,效率低,占用资源多,无法实现产品的配套生产的问题。
5.为实现上述目的,提供一种发动机空滤盒模具,包括:
6.上模具和下模具,所述上模具的上端面侧边开设有定位槽,且定位槽内部开设有第一定位孔,所述上模具的中部开设有浇口,且浇口的外侧连接有热流道,所述热流道的两侧连接有第一型腔和第二型腔,且第一型腔的内部设置有内镶块,第二型腔的内部设置有内凸条,并且第一型腔的外侧连接有进气管凸件,所述下模具的下端面侧边设置有定位块,且定位块的内部开设有第二定位孔,所述下模具的上端面还开设有第一凸模和第二凸模,且第一凸模的内部设置有中心杆,第二凸模的内部设置有支流道。
7.进一步的,所述定位块凸起于下模具的表面,且定位块的内侧开设有第二导孔,并且第二导孔与下模具下端的设置的下压板开设的第一导孔位置对应。
8.进一步的,所述第一凸模的外侧连接有气管槽,且气管槽的外侧连接有抽芯槽,并且第一凸模和气管槽与第一型腔和进气管凸件合模匹配,第二凸模和第二型腔合模匹配。
9.进一步的,所述上模具的定位槽的一侧连接有侧面定位板,且侧面定位板向外侧凸出,并且上模具的上端设置有上压板。
10.进一步的,所述下模具的抽芯槽的内部设置有抽芯件,且抽芯件的外侧连接有气缸安装件,并且气缸安装件通过下模具的侧边固定板固定在下模具的外侧。
11.进一步的,所述下模具的下端下压板的下侧设置有底座,且底座的上端表面设置有矩形台阶,并且台阶的上端四个拐角设置有向上凸起的导向柱,且导向柱与第一导孔和第二导孔对应插接。
12.本实用新型的有益效果在于,本实用新型的发动机空滤盒模具利用上模具的第一
型腔和第二型腔与下模具的第一凸模和第二凸模合模,时的将空滤盒主体的外壳体部件一次性注塑成型,提高生产效益和效率,节省模具资源,实现产品的配套生产。
附图说明
13.图1为本实用新型实施例的发动机空滤盒上模具结构示意图。
14.图2为本实用新型实施例的发动机空滤盒下模具结构示意图。
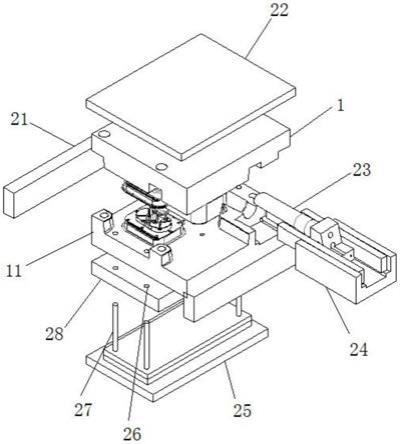
15.图3为本实用新型实施例的上模具和下模具合模连接结构示意图。
16.图4为本实用新型实施例的空滤盒产品结构示意图。
17.1、上模具;2、热流道;3、浇口;4、第一型腔;5、内镶块;6、进气管凸件;7、内凸条;8、第二型腔;9、定位槽;10、第一定位孔;11、下模具;12、定位块;13、第二定位孔;14、第二凸模;15、第二导孔;16、支流道;17、第一凸模;18、中心杆;19、气管槽;20、抽芯槽;21、侧面定位板;22、上压板;23、抽芯件;24、气缸安装件;25、底座;26、第一导孔;27、导向柱;28、下压板。
具体实施方式
18.以下通过特定的具体实例说明本实用新型的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本实用新型的其他优点与功效。本实用新型还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本实用新型的精神下进行各种修饰或改变。
19.图1为本实用新型实施例的发动机空滤盒上模具结构示意图、图2为本实用新型实施例的发动机空滤盒下模具结构示意图、图3为本实用新型实施例的上模具和下模具合模连接结构示意图、图4为本实用新型实施例的空滤盒产品结构示意图。
20.参照图1至图4所示,本实用新型提供了一种发动机空滤盒模具,包括:上模具1和下模具11。
21.具体的,上模具1的上端面侧边开设有定位槽9,且定位槽9内部开设有第一定位孔10,上模具1的中部开设有浇口3,且浇口3的外侧连接有热流道2,热流道2的两侧连接有第一型腔4和第二型腔8,且第一型腔4的内部设置有内镶块5,第二型腔8的内部设置有内凸条7,并且第一型腔4的外侧连接有进气管凸件6,下模具11的下端面侧边设置有定位块12,且定位块12的内部开设有第二定位孔13,下模具11的上端面还开设有第一凸模17和第二凸模14,且第一凸模17的内部设置有中心杆18,第二凸模14的内部设置有支流道16。
22.在本实施例中,浇口3与注射剂注射口连接,且通过热流道2向第一型腔4和第二型腔8注胶;内镶块5形成空滤盒内部的凸筋花纹,加强空滤盒结构强度;内凸条7形成空滤盒内部的锥形支撑,便于安装空气滤芯。
23.在本实施例中,定位块12凸起于下模具11的表面,且定位块12的内侧开设有第二导孔15,并且第二导孔15与下模具11下端的设置的下压板28开设的第一导孔26位置对应。
24.作为一种较佳的实施方式,第二导孔15匀第一导孔26便于下模具11与下压板28对位连接,下压板28起到对下模具11的密封定位作用。
25.在本实施例中,第一凸模17的外侧连接有气管槽19,且气管槽19的外侧连接有抽芯槽20,并且第一凸模17和气管槽19与第一型腔4和进气管凸件6合模匹配,第二凸模14和
第二型腔8合模匹配。
26.作为一种较佳的实施方式,通过两个型腔与凸模匹配连接,便于一次性成型空滤盒的组装部件,气管槽19与进气管凸件6匹配连接,成型后形成空滤盒的进气管结构件。
27.在本实施例中,上模具1的定位槽9的一侧连接有侧面定位板21,且侧面定位板21向外侧凸出,并且上模具1的上端设置有上压板22。
28.作为一种较佳的实施方式,侧面定位板21使得上模具1与下模具11对位连接,上压板22起到对上模具1的上端密封定位作用。
29.在本实施例中,下模具11的抽芯槽20的内部设置有抽芯件23,且抽芯件23的外侧连接有气缸安装件24,并且气缸安装件24通过下模具11的侧边固定板固定在下模具11的外侧。
30.作为一种较佳的实施方式,气缸安装件24内部安装有抽芯气缸,抽芯件23伸入进气管凸件6内部,成型后形成管道空腔,再通过气缸将抽芯件23拉出,便于开模。
31.在本实施例中,下模具11的下端下压板28的下侧设置有底座25,且底座25的上端表面设置有矩形台阶,并且台阶的上端四个拐角设置有向上凸起的导向柱27,且导向柱27与第一导孔26和第二导孔15对应插接。
32.作为一种较佳的实施方式,通过导向柱27与第一导孔26和第二导孔15对应插接,使得下压板28和和下模具11在合模时定位连接。
33.本实用新型的发动机空滤盒模具可有效解决现有模具均是一套模具成型产品的一个部分,即一套模具出一个部分,因此现有空滤盒成型就相应的需要几套模具,生产效益差,效率低,占用资源多,无法实现产品的配套生产的问题,利用上模具的第一型腔和第二型腔与下模具的第一凸模和第二凸模合模,时的将空滤盒主体的外壳体部件一次性注塑成型,提高生产效益和效率,节省模具资源,实现产品的配套生产。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1