一种多材质构件复合打印成形方法及系统
1.本发明涉及增材制造技术领域,尤其是涉及一种多材质构件复合打印成形方法及系统。
背景技术:
2.3d打印融合了计算机辅助设计、材料加工与成形技术,是一种以数字模型文件为基础,通过软件与数控系统将专用的金属材料、非金属材料以及生物材料等,按照一定的工艺制造出实体物品的制造技术。与传统的机械加工方式相比,3d打印技术大大减少了加工工序,缩短了加工周期,可根据实际的需求实现个性化加工。
3.目前的3d打印成形方法及系统大多仅能单一地利用材料熔融、挤压、光固化、喷射等方式,通过重复制造低维单元来实现材料堆积,制造三维实体。存在成形手段单一、成形能力局限性大、多材质复杂构件难以快速成形的问题。
技术实现要素:
4.本发明提供一种多材质构件复合打印成形方法及系统,通过将光固化式打印和挤出式打印相复合,得到了一种高效的增材制造手段,拓宽了传统3d打印技术的成形能力,可实现多材质复杂构件的快速打印。
5.为实现上述目的,本发明提供了一种多材质构件复合打印成形方法,包括:
6.建立与待打印零件对应的虚拟模型,按照打印方式的区别,对所述虚拟模型进行子区域划分;
7.对已划分子区域的所述虚拟模型进行切片;
8.根据每一层所述切片中需要光固化打印的部分,生成相应的光固化打印用图案和控制代码,并载入控制系统,用于光固化打印;对每一层所述切片中除所述光固化打印部分之外的部分按照挤出式打印方法进行路径规划和控制代码生成,并载入所述控制系统,用于挤出式打印;
9.根据所述控制系统中每一层所述切片的数据,逐层切片打印。
10.可选的,所述方法还包括:
11.根据所述待打印零件的材质,制备成形腔中材料和挤出式打印用材料,并分别灌注进成形腔和挤出打印模块中待用;
12.将成形环境温度、压力、光照条件、气氛环境调整至合适状态。
13.可选的,所述根据所述控制系统中每一层所述切片的数据,逐层切片打印,具体包括:
14.调节所述成形腔的承托底板的位置,调节成形平台姿态,并记录光固化打印工位x1和挤出打印工位x2;
15.控制系统逐层读入每一层所述切片数据,判断该层切片是否需要光固化打印;
16.若是,则将成形平台移动至光固化打印工位x1,对该层切片进行光固化打印;
17.若否,则将所述成形平台移动至挤出式打印工位x2,对该层切片进行挤出式打印;
18.完成对整个所述待打印零件的打印。
19.可选的,所述将成形平台移动至光固化打印工位x1,对该层切片进行光固化打印,具体包括:
20.所述控制系统将该层切片的光固化打印图案传输至投影模块投影;
21.投影光经光学调整模块后,在成形平台上引发所述成形腔中材料的选择性光固化;
22.打印完成后,结束投影;
23.所述成形平台沿水平方向远离投影装置一个光固化层厚的距离,更新此时所述成形平台的位置为光固化打印工位x1。
24.可选的,所述将所述成形平台移动至挤出式打印工位x2,对该层切片进行挤出式打印,具体包括:
25.判断该层切片是否需要所述成形腔中材料环境提供支撑;
26.若需要所述成形腔中材料环境支撑,则调整所述承托底板,使成形腔中材料浸没所述成形平台;
27.若不需要所述成形腔中材料环境支撑,则调整所述承托底板,使所述成形腔中材料脱离所述成形平台;
28.所述成形平台移动至挤出式打印工位x2,所述控制系统控制挤出打印模块移动和挤料,完成挤出打印。
29.可选的,所述成形腔中材料包括可被光引发诱导聚合的液体或半固态流体,还包括不能被光引发诱导聚合的液体或半固态流体;所述挤出式打印用材料包括适用于打印工艺技术的液体材料、固体材料或液固混合材料。
30.可选的,所述判断该层切片是否需要所述成形腔中材料环境提供支撑,具体包括:
31.根据工艺要求,选择是否在成形腔中材料支撑环境下进行挤出式打印。
32.本发明还提供了一种多材质构件复合打印成形系统,包括:
33.区域划分模块,用于建立与待打印零件对应的虚拟模型,按照打印方式的区别,对所述虚拟模型进行子区域划分;
34.切片模块,用于对已划分子区域的所述虚拟模型进行切片;
35.控制模块,用于根据每一层所述切片中需要光固化打印的部分,生成相应的光固化打印用图案和控制代码,并载入控制系统,用于光固化打印;对每一层所述切片中除所述光固化打印部分之外的部分按照挤出式打印方法进行路径规划和控制代码生成,并载入所述控制系统,用于挤出式打印;
36.打印模块,用于根据所述控制系统中每一层所述切片的数据,逐层切片打印。
37.可选的,所述系统还包括:
38.打印准备模块,用于根据所述待打印零件的材质,制备成形腔中材料和挤出式打印用材料,并分别灌注进成形腔和挤出打印模块中待用;
39.辅助模块,用于将成形环境温度、压力、光照条件、气氛环境调整至合适状态。
40.可选的,所述打印模块包括挤出打印模块,所述挤出打印模块包括料仓、送料机构、打印喷头。
41.因此,本发明采用上述一种多材质构件复合打印成形方法及系统,具备以下有益效果:通过复合光固化式打印技术和挤出式打印技术,得到了一种新式的高效的增材制造手段,拓宽了传统3d打印技术的成形能力,可实现多材质复杂构件的快速打印。
42.下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
附图说明
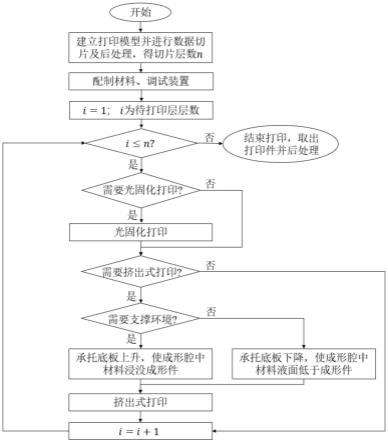
43.图1为本发明一种多材质构件复合打印成形方法的打印流程图;
44.图2为本发明实施例中打印模型示意图;
45.图3为本发明实施例中打印模型第一层切片示意图;
46.图4为本发明实施例中打印模型第二层切片示意图;
47.图5为本发明实施例中一种多材质构件复合打印成形系统打印模型第一层切片时的光固化打印示意图;
48.图6为本发明实施例中一种多材质构件复合打印成形系统打印模型第一层切片时的挤出式打印示意图;
49.图7为本发明提供的一种多材质构件复合打印成形系统打印模型第二层切片时的光固化打印示意图;
50.其中:1为光固化打印子区域,2为挤出式打印子区域,3为控制系统,4为成形腔,5为挤出打印模块,6为辅助模块,7为承托底板,8为成形平台,9为投影模块,10为光学调整模块
具体实施方式
51.为了使本技术领域的人员更好地理解本技术方案,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分的实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本技术保护的范围。
52.目前的3d打印成形方法及系统大多仅能单一地利用材料熔融、挤压、光固化、喷射等方式,通过重复制造低维单元来实现材料堆积,制造三维实体。存在成形手段单一、成形能力局限性大、多材质复杂构件难以快速成形的问题。而且,传统的光固化式3d打印技术一般通过水平放置的成形平台的上下移动来提供未固化材料的流平空间和已固化材料的堆积空间,但成形平台阻碍了未固化材料的流平和材料固化过程所产生气泡和热量的逸出,延长了打印相邻两层材料之间的流平时间,降低了打印效率和良品率。
53.传统的挤出式3d打印技术一般直接将喷嘴中液态或半固态材料挤出至暴露于气体环境的成形平台上,挤出后材料将在重力影响下发生变形,影响了成形件的保真度和成形精度,并限制了该技术打印悬垂结构的能力。
54.本说明书实施例提供了一种多材质构件复合打印成形方法,包括:
55.建立与待打印零件对应的虚拟模型,按照打印方式的区别,对虚拟模型进行子区域划分;
56.对已划分子区域的虚拟模型进行切片;
57.根据每一层切片中需要光固化打印的部分,生成相应的光固化打印用图案和控制代码,并载入控制系统,用于光固化打印;对每一层切片中除光固化打印部分之外的部分按照挤出式打印方法进行路径规划和控制代码生成,并载入控制系统,用于挤出式打印;
58.根据控制系统中每一层切片的数据,逐层切片打印。
59.方法还包括:
60.根据待打印零件的材质,制备成形腔中材料和挤出式打印用材料,并分别灌注进成形腔和挤出打印模块中待用;
61.将成形环境温度、压力、光照条件、气氛环境调整至合适状态。
62.根据控制系统中每一层切片的数据,逐层切片打印,具体包括:
63.调节成形腔的承托底板的位置,调节成形平台姿态,并记录光固化打印工位x1和挤出打印工位x2;
64.控制系统逐层读入每一层切片数据,判断该层切片是否需要光固化打印;
65.若是,则将成形平台移动至光固化打印工位x1,对该层切片进行光固化打印;
66.若否,则将成形平台移动至挤出式打印工位x2,对该层切片进行挤出式打印;
67.完成对整个待打印零件的打印。
68.将成形平台移动至光固化打印工位x1,对该层切片进行光固化打印,具体包括:
69.控制系统将该层切片的光固化打印图案传输至投影模块投影;
70.投影光经光学调整模块后,在成形平台上引发成形腔中材料的选择性光固化;
71.打印完成后,结束投影;
72.成形平台沿水平方向远离投影装置一个光固化层厚的距离,更新此时成形平台的位置为光固化打印工位x1。
73.将成形平台移动至挤出式打印工位x2,对该层切片进行挤出式打印,具体包括:
74.判断该层切片是否需要成形腔中材料环境提供支撑;
75.若需要成形腔中材料环境支撑,则调整承托底板,使成形腔中材料浸没成形平台;
76.若不需要成形腔中材料环境支撑,则调整承托底板,使成形腔中材料脱离成形平台;
77.成形平台移动至挤出式打印工位x2,控制系统控制挤出打印模块移动和挤料,完成挤出打印。
78.光固化打印包括数字光处理(dlp)、立体光固化(sla)、连续液面生产(clip)和双光子聚合(tpp)。
79.挤出式打印包括材料熔融沉积、半固态挤出、激光熔覆、微滴喷射。
80.成形腔中材料包括可被光引发诱导聚合的液体或半固态流体,还包括不能被光引发诱导聚合的液体或半固态流体;挤出式打印用材料包括适用于打印工艺技术的液体材料、固体材料或液固混合材料。
81.判断该层切片是否需要成形腔中材料环境提供支撑,具体包括:
82.根据工艺要求,选择是否在成形腔中材料支撑环境下进行挤出式打印。
83.成形腔为空心透光容器。
84.空心透光容器的侧面由低粘附力、易与成形腔中材料剥离的材料制作,且侧面在投影光投影波长段不低于90%的透光率。
85.本发明还提供了一种多材质构件复合打印成形系统,包括:
86.区域划分模块,用于建立与待打印零件对应的虚拟模型,按照打印方式的区别,对虚拟模型进行子区域划分;
87.切片模块,用于对已划分子区域的虚拟模型进行切片;
88.控制模块,用于根据每一层切片中需要光固化打印的部分,生成相应的光固化打印用图案和控制代码,并载入控制系统,用于光固化打印;对每一层切片中除光固化打印部分之外的部分按照挤出式打印方法进行路径规划和控制代码生成,并载入控制系统,用于挤出式打印;
89.打印模块,用于根据控制系统中每一层切片的数据,逐层切片打印。
90.系统还包括:
91.打印准备模块,用于根据待打印零件的材质,制备成形腔中材料和挤出式打印用材料,并分别灌注进成形腔和挤出打印模块中待用;
92.辅助模块,用于将成形环境温度、压力、光照条件、气氛环境调整至合适状态。
93.打印模块包括挤出打印模块,挤出打印模块包括料仓、送料机构、打印喷头。
94.挤出打印模块包括一种或多种挤出式打印喷头。
95.打印喷头,具有在笛卡尔空间直角坐标系中沿x、y、z方向上的三个平移自由度以及绕x、绕y方向的转动自由度。
96.本说明书实施例提供了为实现上述目的,参照说明书附图1,本发明实施例提供了一种多材质构件复合打印成形方法,包括以下步骤:
97.s1、建立待打印零件的虚拟模型文件,并按照打印方式的区别,对虚拟模型进行子区域划分;
98.s2、对划分好子区域的虚拟模型进行切片;
99.s3、对切片后数据进行处理:提取出每一层切片中需要光固化打印的部分,生成光固化打印用图案及控制代码;其余部分按照挤出式打印方法进行路径规划和控制代码生成;整合两部分切片数据,并载入到控制系统;
100.s4、根据待打印零件的材质,制备成形腔中材料和挤出式打印用材料,并分别灌注进成形腔和挤出打印模块中待用;
101.s5、利用多材质构件体复合打印成形系统打印零件;开启辅助模块,将成形环境温度、压力、光照条件、气氛环境调整至合适状态;
102.s6、调节成形腔的承托底板至合适位置,使得成形腔中材料浸没成形平台;调节成形平台姿态,并记录成形平台光固化打印工位x1和挤出打印工位x2;
103.s7、控制系统读入下一层切片数据,若该层不需要光固化打印,则转s8;若本层需要光固化打印,则将成形平台移动至光固化打印工位x1,将相应光固化打印图案传输至投影模块投影;投影光并经光学调整模块后在成形平台上引发成形腔中材料的选择性光固化;打印完成后,结束投影,成形平台沿水平方向远离投影装置一个光固化层厚距离,然后更新此时位置为光固化打印工位x1;
104.s8、若本打印层不需要挤出式打印,则转s10;若本打印层需要挤出式打印,则判断是否需要成形腔中材料环境以提供支撑;若需要成形腔中材料环境支撑,则调整承托底板保证成形腔中材料浸没成形平台;若不需要成形腔材料支撑环境,则调整承托底板使成形
腔中材料脱离成形平台;
105.s9、成形平台移动至挤出打印工位x2,挤出打印模块受控移动和挤料,完成挤出打印;
106.s10、重复步骤s7、s8、s9,直至完成零件的打印;
107.s11、取出打印件并按需进行后处理。
108.步骤s3中的光固化打印包括数字光处理(dlp)、立体光固化(sla)、连续液面生产(clip)、双光子聚合(tpp)等光能诱导成形材料固化的技术手段;步骤s3中的挤出式打印包括材料熔融沉积、半固态挤出、激光熔覆、微滴喷射等通过外部手段来添加成形材料的技术手段。
109.步骤s4中的成形腔中材料包括可被光引发诱导聚合的液体或半固态流体,亦包括不能被光引发诱导聚合的液体或半固态流体;步骤s4中的挤出式打印用材料包括适用于打印工艺技术的液体材料、固体材料、液固混合材料。
110.在打印过程中,可视工艺要求,选择是否在成形腔中材料支撑环境下进行挤出式打印。
111.成形腔为空心透光容器,该容器的至少一个侧面由低粘附力、易与成形腔中材料剥离的材质制作,且该侧面在投影光投影波长段应具有不低于90%的透光率。
112.本发明还提供了一种多材质构件复合打印成形系统,具体可以包括:
113.成形腔模块,成形腔模块包括成形腔、承托底板及其动力与传动机构、成形平台及其动力与传动机构,用于承载成形材料和打印件;
114.投影模块,投影模块用于投放包含模型切片出后数据信息的图案光,为打印基体的固化成形提供能量和信息;
115.光学调整模块,光学调整模块位于投影模块与成形腔模块之间,由单组或多组光学元件或具备光学特征的部件组成;
116.挤出打印模块,挤出打印模块位于成形腔模块上方,包括料仓、送料机构、打印头及其动力与传动机构;
117.辅助模块,辅助模块可以包括温度调节器及感应器、压力调节器及感应器、光强调节器及感应器、氧气含量调节器及感应器,可根据成形工艺需要调整成形环境;
118.控制模块,控制模块与投影模块、成形腔模块、光学调整模块、挤出打印模块及辅助模块相连接。
119.投影模块优选以紫外光、可见光、激光为光源的投影光的投影装置。
120.光学调整模块由单组或多组光学元件或具备光学特征的部件组成,在投影光投影波长段具有不低于90%的透光率,用于调整投影模块所投影图案光的光路、投影幅面大小、几何像差,分辨率等光学参数。
121.投影模块、投影模块、光学调整模块和成形腔模块沿横向水平布置,成形腔模块中成形平台可水平方向移动,以实现光敏材料的横向光固化成形。
122.挤出打印模块包括一种或若干种挤出式打印喷头,可实现同种或异种材料的多工艺挤出。多材质构件复合打印成形方法使用所多材质构件复合打印成形系统进行多材质构件成形。
123.以下结合附图2~7和实施例对本发明的技术方案作进一步说明。
124.建立待打印零件的虚拟模型文件,并按照打印方式的区别,对虚拟模型进行子区域划分;根据分析本打印件将划分为光固化打印子区域1和挤出式打印子区域2,如图2所示;对划分好子区域的虚拟模型进行切片,并对切片后数据进行处理:提取出每一层切片中需要光固化打印的部分,生成光固化打印用图案及控制代码;其余部分按照挤出式打印方法进行路径规划和控制代码生成;整合两部分切片数据,并载入到控制系统3中;模型第一层、第二层切片分别如图3、图4所示;根据待打印零件的材质,制备成形腔中材料a和挤出式打印用材料b,并分别灌注进成形腔4和挤出打印模块5中待用;开启辅助模块6,将成形环境温度、压力、光照条件、气氛环境调整至合适状态;调节成形腔的承托底板7至合适位置,使得成形腔中材料a浸没成形平台8;调节成形平台8姿态,并记录成形平台光固化打印工位x1和挤出式打印工位x2;控制系统3读入第一层切片数据,判断本层需要光固化打印,则将成形平台移动至光固化打印工位x1,将相应光固化打印图案传输至投影模块9经光学调整模块10后,在成形平台8上引发成形腔中材料a的选择性光固化,如图5所示;打印完成后,结束投影,成形平台8沿水平方向远离投影装置一个光固化层厚距离,然后更新此时位置为光固化打印工位x1;本打印层还需要挤出式打印,且需要成形腔中材料环境支撑,则调整承托底板7保证成形腔中材料a浸没成形平台8;挤出打印模块5受控移动和打印材料b,完成本层模型切片的挤出打印,如图6所示。
125.控制系统3读入第二层切片数据,判断本层需要光固化打印,则将成形平台移动至光固化打印工位x1,将相应光固化打印图案传输至投影模块9经光学调整模块10后,在成形平台8上引发成形腔中材料的选择性光固化,如图7所示;打印完成后,结束投影,成形平台8沿水平方向远离投影装置一个光固化层厚距离,然后更新此时位置为光固化打印工位x1;本打印层不需要挤出式打印,即已完成本层模型切片的挤出打印。打印完成,清理回收未固化打印基体,取出打印件,进行后处理,使打印件达到所要求形性指标。
126.因此,本发明采用上述一种多材质构件复合打印成形方法及系统,通过水平设计布置光固化式打印系统,实现了成形腔中材料沿重力方向上的流平,加速了光固化成形过程中气泡和热量的逸出,减少了打印相邻两层材料之间的流平时间,提高了光固化打印的成形效率和良品率;可根据工艺需要,在成形腔中材料的支撑环境中进行挤出式打印,减小挤出后材料变形量小,提高了挤出式打印的成形精度、保真度和针对悬垂结构的打印能力;并通过复合光固化打印工艺和挤出式打印工艺,实现多材质复杂构件的高精高效快速打印。
127.最后应说明的是:以上实施例仅用以说明本发明的技术方案而非对其进行限制,尽管参照较佳实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对本发明的技术方案进行修改或者等同替换,而这些修改或者等同替换亦不能使修改后的技术方案脱离本发明技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1