轮胎成型工艺的制作方法
本发明涉及用于生产充气和非充气轮胎,特别是具有视觉外观的轮胎的成型工艺。它还涉及具有真空装置的轮胎模具,该真空装置用于在适合实施该成型工艺的模腔上抽真空。
背景技术:
1、众所周知,将未固化轮胎(也称为“生轮胎”)放入轮胎模具中,为其径向外表面提供特定胎面设计并进行固化。在轮胎模具闭合后,轮胎在高温下固化,其中,轮胎模具和轮胎之间的气体或空气可以通过轮胎模具中的小排气通路/通道排出。由于在轮胎模具中包括此类排气通路的工艺,所谓的毛刺会残留并从轮胎表面凸出。避免此类毛刺的存在,有利于改善轮胎的外观。
2、已知依赖于复杂的小型排气设备的不同的排气技术,以避免毛刺或使其更小。然而,每个模具段必须设置有数百个此类排气设备或通道。尤其是对于冬季轮胎的情况,因为胎面块及其细缝要求胎面的所有微小元件都在模具段中设置有对应的排气通路。以这种方式确保排气既昂贵又耗时。排气设备也可能堵塞,这可能导致质量问题,并且需要进行密集清洁或维护。
3、另一种已知技术是在轮胎固化前在轮胎模具上抽真空,其理念是在固化前去除空气,从而将排气量降至最低,这有助于显著降低成本并改善轮胎外观。例如,ep-a-2 881230描述了这种轮胎模具和工艺。本文件描述了在分段轮胎模具中提供真空的系统,该系统包括真空容器和分段轮胎模具。真空容器密封轮胎模具,使其气密密封。轮胎模具具有上侧壁组件和下侧壁组件,多个可径向移动的胎面模具段,该胎面模具段可与上侧壁组件和下侧壁组件一起操作以在轮胎模具的闭合位置限定轮胎模腔,包围胎面模具段的锥形致动环组件,该锥形致动环组件用于提供胎面模具段的与上侧壁组件和下侧壁组件接合的径向运动。真空容器包括致动环组件与上侧壁组件之间的顶部密封装置,以及致动环组件与下侧壁组件之间的底部密封装置,使得轮胎模具是气密密封的并准备排空或仅在完全闭合时排空。顶部密封装置和底部密封装置包括硅胶。轮胎模具和真空容器没有滑动密封。
4、美国专利4,573,894和美国专利4,595,553都描述了一种方法和设备,其中轮胎模具闭合成在完全闭合的大约一英寸范围内,在轮胎模具中放置一个生轮胎用于成型,然后,在完全闭合模具之前,使用真空导管排空轮胎模具,从而排空模腔内的空气,消除轮胎模具中排气孔的必要性。轮胎模具在轮胎模具的胎面、侧壁和胎圈部分中可以没有排气孔,并且沿着分模线包括至少一个真空导管,从而可以在不超过60秒内利用真空源将模腔抽真空至不超过16932pa。密封件沿分模线径向设置在真空导管外侧,并在必要时,邻近与轮胎模具相关联的任何可移动胎圈。密封件优选地为一种类型,其中,一个密封表面和对立的密封表面所经历的压力差导致更有效的密封布置。
5、美国专利7,056,109中找到类似的想法,该专利描述了一种轮胎硫化设备,该设备包括上板和下板,上板和下板可以相对地朝着彼此或远离彼此位移,以及用于硫化和成型布置在上板和下板之间的轮胎的轮胎模具。轮胎模具包括分别布置在上板侧和下板侧上的上和下侧模具构件,以及布置在上侧模具构件和下侧模具构件之间的多个扇形模具构件。在下板侧布置有用于在径向方向上定位扇形模具构件的外圈。用于打开扇形模具构件的致动器装置布置在能够竖直升高的下板上。
6、cn-a-109176988公开了一种密封装置,该密封装置与抽空的轮胎模具的导向圈和底座配合以密封抽空的轮胎模具。该密封装置包括第一密封件、浮动密封圈和弹性装置。底座具有周向布置的第一环槽,浮动密封圈通过弹性装置布置在第一环槽中。弹性装置被构造为提供弹性力,以使浮动密封圈靠近导向圈。第一密封件设置在浮动密封圈靠近导向圈的一端,并且第一密封件被构造为使导向圈和密封装置配合以实现密封。
7、cn-a-209504658描述了一种真空密封装置,包括调节件、弹性装置和第一密封件。底座设有沿圆周方向形成的环形槽,调节件通过弹性装置布置在环形槽中。弹性装置被构造为提供弹性力,以使所述调节件靠近所述中间模套。第一密封件嵌入调节件的靠近中间模套的端部;第一密封件被构造为实现中间模套和底座之间的密封。真空密封装置进一步包括第二密封件。第二密封件布置在调节件和环形槽侧壁之间。
8、虽然上述文件描述了有趣的构造,但仍需要进一步开发,例如,提高至少一部分密封件的耐久性,和/或有效地将空气/气体排出模具,以获得轮胎表面的平滑视觉外观。
技术实现思路
1、本发明涉及一种根据权利要求1的工艺。
2、从属权利要求涉及本发明的优选实施例。
3、根据本发明的成型工艺可以满足上述一个或多个需求,其中,在轮胎模具完全闭合之前,并且优选地在切割元件(诸如刀片)接触生轮胎表面之前,在模腔内产生真空,并且其中,通过闭合密封构件的密封不是通过压缩所述闭合密封构件来实现的,而是通过闭合密封构件与配合面之间的接触来实现的。本公开的成型工艺和轮胎模具是显著的,因为这种接触是通过由文丘里效应产生的吸力使一个或多个闭合密封构件移动和/或变形来实现的。在根据本公开的轮胎模具和成型工艺中,真空装置在轮胎模具密封之前被激活,因为由真空装置的激活所产生的气流会促使一个或多个闭合密封构件从静止状态到它们密封轮胎模具的工作状态的移动和/或变形。
4、根据本发明的一个优选方面,提供了一种成型工艺,其中,形成生轮胎,然后在轮胎模具内成型。轮胎模具有一个或多个可位移以将或使轮胎模具进入打开或闭合位置的可移动元件。轮胎模具优选地包括致动环、顶板、底板、上侧和下侧构件、多个模具段和滑块以及可选的真空装置中的一个或多个。此外,上侧和下侧构件和多个模具段限定模腔,并且轮胎模具进一步包括用于密封模腔的密封装置,其包括一个或多个闭合密封构件,其中,该工艺包括以下步骤:
5、- 提供具有一个或多个闭合密封构件的轮胎模具;
6、- 将生轮胎放入模腔中;
7、- 将一个或多个闭合密封构件靠近配合面放置,以便通过将轮胎模具带到部分闭合位置来面对配合面而不接触配合面;
8、- 在模腔上抽真空(或换句话说,在模腔中抽真空),使一个或多个闭合密封构件通过吸力移动或变形,直到它们与配合面接触,从而使模腔以气密密封的方式密封。
9、根据本发明的另一优选方面,提供一种成型工艺,其中,形成具有胎面、侧壁和胎圈部分的生轮胎,然后在轮胎模具内成型。轮胎模具有一个或多个可位移以将或使轮胎模具进入打开或闭合位置的可移动元件。轮胎模具优选地包括致动环、顶板、底板、上侧和下侧构件、多个模具段和滑块以及可选的真空装置。此外,上侧和下侧构件和多个模具段限定模腔,并且轮胎模具进一步包括用于密封模腔的密封装置,其包括一个或多个闭合密封构件,其中,该工艺包括以下步骤:
10、- 提供一种轮胎模具,该轮胎模具具有一个或多个放置在一个或多个载体元件上的闭合密封构件,其中,一个或多个闭合密封构件中的每一个都与一个配合面相关联,并且在轮胎模具的打开位置和闭合位置之间的一个或多个可移动元件的行程期间,一个闭合密封构件相对于另一个是可移动的;
11、- 打开轮胎模具并将生轮胎放入模腔中;
12、- 将一个或多个闭合密封构件放置在配合面附近(或换句话说,将一个或者多个闭合密封构件移动到靠近配合面和/或与配合面隔开的位置),以便通过将轮胎模具带到部分闭合位置来面对该配合面而不与该配合面接触,其中,一个或多个闭合密封构件处于静止状态并且与配合面间隔开至多为1.5mm的距离;
13、- 在模腔上抽真空,从而使一个或多个闭合密封构件从其静止状态变为它们与其相关联的配合面接触的工作状态。
14、根据本发明的另一优选方面,提供一种成型工艺,其中,形成具有胎面、侧壁和胎圈部分的生轮胎,然后在轮胎模具内成型。轮胎模具具有一个或多个可被位移以将或使轮胎模具带入打开或闭合位置的可移动元件,其中,该轮胎模具可选地包括致动环、顶板、底板、上侧和下侧构件、多个模具段和滑块中以及真空装置的一个或多个。上侧和下侧构件和多个模具段限定模腔,并且轮胎模具进一步包括用于密封模腔的密封装置,其包括一个或多个闭合密封构件。模具段显示具有一个或多个切割元件的内成型表面,其中,该工艺包括以下步骤:
15、- 提供一种轮胎模具,该轮胎模具具有一个或多个放置在一个或多个载体元件上的闭合密封构件;一个或多个闭合密封构件中的每一个都与一个配合面相关联,并且在一个或多个可移动元件的从轮胎模具的打开位置到闭合位置的位移期间,一个闭合密封构件相对于另一个是可移动的;
16、- 打开轮胎模具并将生轮胎放入模腔中;
17、- 将一个或多个闭合密封构件放置在配合面附近,以便通过将轮胎模具带到部分闭合位置来面对配合面而不接触配合面,其中,一个或多个闭合密封构件处于静止状态并且与配合面间隔开至多为1.5mm的距离,并且其中,一个或者多个切割元件不与生轮胎接触;
18、- 在模腔上抽真空,使一个或多个闭合密封构件在吸力的作用下从其静止状态变为工作状态,在该工作状态中,它们与其相关联的配合面接触,从而密封模腔;
19、- 此外,其中,一旦轮胎模具在闭合轮胎模具之前达到其部分闭合位置,就开始在模腔上抽真空的步骤。
20、在本发明的一个优选方面,成型工艺使用轮胎模具,该轮胎模具优选为无排气孔轮胎模具,或者换句话说,具有没有排气通路和/或排气设备的模具段。
21、在本发明的一个优选方面,该方法进一步包括在真空装置被激活(或起作用)时,或换句话说,在抽真空时,闭合轮胎模具的步骤,以及固化轮胎的步骤,其中,在固化步骤期间,真空装置被停用,或换句话说抽真空被停止,促使一个或多个闭合密封构件从其工作状态变回其静止状态。
22、可以理解,一个或多个闭合密封构件可以从它们不与相关联的配合面接触的静止状态变为每个闭合密封构件都与相关联的配合面接触和/或压靠在相关联的配合面上的工作状态。事实上,在轮胎模具密封之前,启动真空装置的激活以在模腔中抽真空(或在模腔内抽真空)。这致使气流在一个或多个闭合密封构件与其相关联的配合面之间传递。由文丘里效应产生的吸力使一个或多个闭合密封构件移动和/或变形,使它们从其静止状态变为其工作状态,从而使模腔(即轮胎模腔)以气密密封的方式密封。
23、由文丘里效应引起的吸力是可能的,因为当模具仍然打开时(即,在轮胎模具的部分闭合位置),一个或多个闭合密封构件被放置在配合面旁边。换句话说,一个或多个闭合密封构件足够靠近一个或多个相关联的配合面,以产生收缩,从而在真空装置激活时,促使一个或多个闭合密封构件旁边的气流速度增加。一个或多个闭合密封构件可以通过变形、位移或变形和位移两者从其静止状态变为其工作状态。一个或多个闭合密封构件通过吸力产生的位移不是其载体元件的位移,而是相对于其载体元件发生的位移。
24、例如,在模腔上抽真空的步骤包括一个或多个闭合密封构件从它们与配合面间隔开的静止状态变为它们以密封方式接触所述配合面的工作状态,其中,一个或多个闭合密封构件通过变形、位移或变形和位移两者从其静止状态变为其工作状态。
25、例如,一个或多个闭合密封构件中的每一个都与一个配合面相关联,并且在一个或多个可移动元件的位移期间,一个闭合密封构件相对于另一个是可移动的。
26、在本发明的一个优选方面,一个或多个闭合密封构件由弹性和/或基于弹性体的材料制成。优选地,弹性材料包括选自树脂固化丁基橡胶、硅橡胶、酚醛固化丁基橡胶和氟碳橡胶及其任何混合物的弹性体。
27、由于一个或多个闭合密封构件仅在真空装置被激活时处于其工作状态,这意味着当真空装置被停用时(诸如在轮胎固化期间),它们处于其静止状态。将一个或多个闭合密封构件处于其工作状态的时间减至最少,从而提高其耐久性。
28、轮胎模具的部分闭合位置是一个或多个闭合密封构件放置在配合面附近以便在轮胎模具部分打开时面对该配合面而不接触该配合面并且可以通过文丘里效应产生吸力来密封轮胎模具的位置。
29、根据本公开的一个优选实施例,当轮胎模具处于其部分闭合位置时,在闭合轮胎模具期间真空装置被激活。例如,真空装置可以远程提供,且可以是轮胎模具的一部分,或可以不是。特别是,真空装置不必须是轮胎模具的一部分。
30、例如,真空装置被激活以在轮胎模具上抽真空的时间范围为5至40秒、优选地7至30秒、更优选地9至20秒。
31、例如,在轮胎模具的部分闭合位置或轮胎模具的闭合位置,一个或多个闭合密封构件与配合面间隔开至多2.0mm、优选地至多1.8mm、更优选地至多1.5mm、甚至更优选地至多1.2mm、最优选地至多1.0mm或甚至最优选地至多0.8mm的距离。
32、例如,在轮胎模具的部分闭合位置,一个或多个闭合密封构件与配合面间隔开0.1mm至2.0mm、优选地0.1mm至1.8mm、更优选地0.2mm至1.5mm、甚至更优选地0.3mm至1.2mm并且最优选地0.4mm至1.0mm或0.5mm至0.8mm的范围的距离。
33、例如,可以将一个或多个可移动元件从初始位置位移到最终位置,以使轮胎模具带入打开或闭合位置,并且在轮胎模具的部分闭合位置,一个或多个可移动元件处于中间位置,并且仍有一个行程到达其最终位置以闭合轮胎模具。
34、例如,在轮胎模具的部分闭合位置,在轮胎模具到达其闭合位置之前,一个或多个可移动元件仍具有至少3.0mm的行程,优选地至少5.0mm、更优选地至少6.0mm、甚至更优选地至少8.0mm并且最优选地至少10.0mm的行程。
35、例如,在轮胎模具的部分闭合位置,一个或多个可移动元件在轮胎模具闭合之前仍具有3.0mm至25.0mm的行程,优选地5.0mm至20.0mm、更优选地6.0mm至18.0mm、甚至更优选地8.0mm至15.0mm的行程。
36、例如,模具段具有带有一个或多个切割元件的内成型表面,当轮胎模具处于其打开位置时,一个或多个切割元件与生轮胎间隔开,并且当轮胎模具位于其闭合位置时,一个或多个切割元件接触生轮胎以切割其胎面部分。此外,在轮胎模具的部分闭合位置,一个或多个切割元件仍与生轮胎间隔开,以便在一个或多个切割元件接触到生轮胎之前开始在模腔上抽真空的步骤。
37、例如,模具段具有一个具有给定高度的一个或多个切割元件的内成型表面,并且在轮胎模具的部分闭合位置,在轮胎模具闭合之前,一个或多个可移动元件仍具有大于一个或多个切割元件的高度的行程。
38、例如,模具段具有一个具有给定高度的一个或多个切割元件的内成型表面,并且在轮胎模具的部分闭合位置,一个或多个切割元件仍然与生轮胎间隔开。
39、例如,模具段具有带有一个或多个切割元件的内成型表面,并且,在轮胎模具的部分闭合位置,切割元件不与生轮胎接触,并且一个或多个闭合密封构件放置在距离配合面至多2.0mm、优选地至多1.8mm、更优选地至多1.5mm、甚至更优选地至多1.2mm、最优选地至多1.0mm或至多0.8mm的位置,以便在真空装置激活时通过吸力可移动和/或可变形。
40、例如,模具段显示具有一个或多个切割元件的内成型表面,并且在轮胎模具的部分闭合位置,一个或多个闭合密封构件放置在距配合面至多2.0mm、优选地至多1.5mm的距离处,以便在真空装置激活时通过吸力可移动和/或可变形,并且在轮胎模具闭合之前,一个或多个可移动元件仍具有至少3.0mm的行程,优选地至少5.0mm、更优选地至少6.0mm、甚至更优选至少8.0mm并且最优选地至少10.0mm的行程。
41、在本发明的一个优选方面,致动环(如果存在)是一个或多个可移动元件中的一个,其可被位移以使轮胎模具进入打开或闭合位置。例如,致动环是一个或多个可移动元件中的一个,并且可以从初始位置位移到最终位置,以闭合轮胎模具,并且在致动环到达其最终位置之前,开始在模腔上抽真空的步骤。
42、在本发明的一个优选方面,一个或多个闭合密封构件包括上部闭合密封构件、下部闭合密封构件或两者。
43、例如,一个或多个闭合密封构件是o形环密封构件。优选地,一个或多个闭合密封构件包括至少一个o形环密封构件,该o形环密封构件由弹性材料制成,在其静止状态下具有定义的直径,并且其中,在模腔上抽真空的步骤包括增加至少一个o形环密封构件的直径,直到其接触到其相关联的配合面。
44、优选地,o形环密封构件具有圆形或椭圆形横截面。例如,一个或多个闭合密封构件是t形密封构件。优选地,一个或多个闭合密封构件包括至少一个由从表面延伸(在其静止状态下以定义的方向)的弹性材料制成的t形密封构件,其中,在模腔上抽真空的步骤包括倾斜至少一个t形密封构件,直到其接触到其相关联的配合面。
45、例如,一个或多个载体元件是从顶板、底板和致动环中选择的一个或多个。一个或多个载体元件保持一个或多个闭合密封构件。
46、例如,一个或多个闭合密封构件是o形环密封构件。例如,一个或多个闭合密封构件包括上部闭合密封构件,该上部闭合密封构件是放置在顶板上的o形环密封构件,以及下部密封构件,该下部密封构件是由底板或致动环保持和/或锚固到底板或致动环的t形密封构件。
47、例如,一个或多个闭合密封构件是t形密封构件。例如,一个或多个闭合密封构件包括上部闭合密封构件,该上部闭合密封构件是由顶板保持和/或锚固到顶板的t形密封构件,以及下部密封构件,该下部密封构件是由致动环保持和/或放置在致动环上的t形密封构件。
48、t形密封构件优选地被视为基本上具有t形横截面的密封件。优选地,t形密封件有至少三(或有三)个支腿,其中,这些支腿中的两个支腿由载体元件固定和/或锚固到载体元件,例如在载体元件的(互补形状)凹槽和/或孔隙内。第三支腿从载体元件延伸和/或可相对于其延伸的方向横向倾斜,诸如通过由真空产生的吸力,例如使用真空装置。例如,这可能是由文丘里效应引起的。
49、例如,一个或多个闭合密封构件包括放置在顶板上的上部闭合密封构件,并且相关联的配合面是致动环的竖直边缘或固定到致动环的上部密封板的竖直边缘。
50、优选地,致动环的竖直边缘或上部密封板的竖直边缘具有基本上在竖直方向上向下延伸的并限定配合面的带凸缘的端部。例如,带凸缘的端部的高度范围至少为5至25mm、优选地为7至20mm或10至15mm。
51、在一个实施例中,上部闭合密封构件是o形密封构件,并且布置在顶板的竖直壁的凹槽中或在顶板的竖直壁的凹部中,并由钩形物保持在适当位置。
52、在另一个实施例中,上部闭合密封构件是t形密封构件,其锚固在顶板的上表面的凹槽中,并竖直延伸,使得配合面面向t形密封构件的竖直侧。
53、在一个实施例中,一个或多个闭合密封构件包括放置在致动环上的下部密封构件,其中,下部闭合密封构件是o形环密封构件并布置在致动环的竖直壁的凹槽中。
54、例如,一个或多个闭合密封构件包括放置在致动环上的下部密封构件,其中该下部闭合密封构件是o形环密封构件并且布置在致动环的竖直壁的凹槽中,并且配合面是布置在底板外端处的竖直延伸壁架。
55、在本发明的一个优选方面,一个或多个闭合密封构件包括下部密封构件,该下部密封构件是t形密封构件并且锚固到底板或致动环,并竖直延伸,使得配合面面向t形密封构件的竖直侧,该配合面分别位于致动环或底板上。
56、本发明提供以下技术方案。
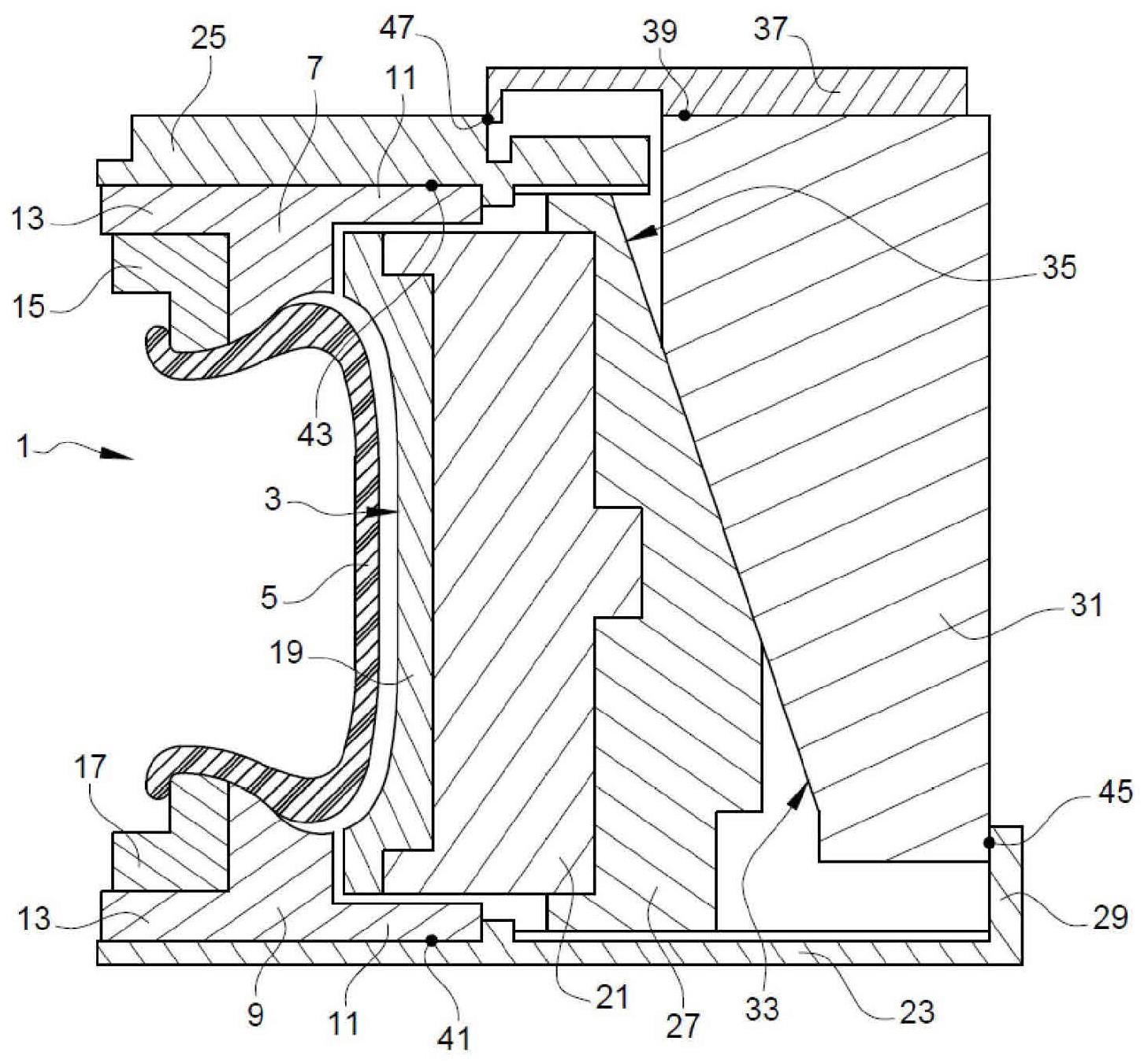
57、1. 一种成型工艺,其中,成型的生轮胎在轮胎模具(1),优选地在无排气孔的轮胎模具内成型,所述轮胎模具(1)具有一个或多个可移动元件以将所述轮胎模具(1)从打开位置移动到闭合位置,所述轮胎模具包括致动环(31)、顶板(25)、底板(23)、上侧构件和下侧构件(7、9)、多个模具段(19)和滑块(27),所述上侧构件和下侧构件(7、9)和所述多个模具段(19)限定模腔,并且所述轮胎模具(1)进一步包括用于密封所述模腔的密封装置,所述密封装置包括一个或多个闭合密封构件(39、41、43、45、47);所述工艺包括:
58、提供所述轮胎模具(1);
59、将生轮胎放入所述模腔中;
60、其特征在于,所述工艺进一步包括
61、将所述一个或多个闭合密封构件(39、41、43、45、47)放置在配合面附近,其中,通过将所述轮胎模具(1)带到部分闭合位置,所述一个或多个闭合密封构件(39、41、43、45、47)面向所述配合面而不与所述配合面接触;
62、在所述模腔上抽真空,使所述一个或多个闭合密封构件(39、41、43、45、47)通过吸力移动或变形,直到它们与所述配合面接触,从而使所述模腔以气密密封的方式密封。
63、2. 根据方案1所述的成型工艺,其特征在于,所述一个或多个闭合密封构件(39、41、43、45、47)中的每一个都与一个配合面相关联,并且在所述一个或多个可移动元件的位移期间相对于另一个是可移动的。
64、3. 根据方案1或2所述的成型工艺,其特征在于,在所述轮胎模具(1)的所述部分闭合位置,所述一个或多个闭合密封构件(39、41、43、45、47)与所述配合面间隔开至多为1.5mm的距离或在0.2mm至1.5mm或0.3mm至0.8mm的范围内的距离。
65、4. 根据前述方案中的至少一个所述的成型工艺,其特征在于,在所述轮胎模具的所述部分闭合位置,所述一个或多个可移动元件在所述轮胎模具到达其闭合位置之前仍具有至少3.0mm的行程。
66、5. 根据前述方案中的至少一个所述的成型工艺,其特征在于,在所述模腔上抽真空的步骤包括所述一个或多个闭合密封构件(39、41、43、45、47)从它们与配合面间隔开的静止状态变为它们与所述配合面接触的工作状态,并且其中,所述一个或多个闭合密封构件(39、41、43、45、47)通过一个或多个变形和位移从其静止状态变为其工作状态。
67、6. 根据前述方案中的至少一个所述的成型工艺,其特征在于,所述模具段(19)显示具有一个或多个切割元件的内成型表面;当所述轮胎模具(1)处于其打开位置时,所述一个或多个切割元件与所述生轮胎间隔开,并且当所述轮胎模具(1)处于其闭合位置时,所述一个或多个切割元件与所述生轮胎接触以切割其胎面部分,并且其中,在所述轮胎模具(1)的所述部分闭合位置,所述一个或多个切割元件仍然与所述生轮胎间隔开,以便在所述一个或多个切割元件接触到所述生轮胎之前开始在所述模腔上抽真空的步骤。
68、7. 根据前述方案中的至少一个所述的成型工艺,其特征在于,所述致动环(31)是所述一个或多个可移动元件中的一个,并且能从初始位置位移到最终位置以闭合所述轮胎模具(1),并且其中在所述致动环到达其最终位置之前,开始在所述模腔上抽真空的步骤。
69、8. 根据前述方案中的至少一个所述的成型工艺,其特征在于,所述一个或多个闭合密封构件(39、41、43、45、47)包括放置在所述顶板(25)上的上部闭合密封构件(47),并且相关联的配合面是所述致动环(31)的竖直边缘或固定到所述致动环(31)的上部密封板(37)的竖直边缘。
70、9. 根据前述方案中的至少一个所述的成型工艺,其特征在于,所述上部闭合密封构件(47)是o形环密封构件,并被布置在所述顶板(25)的竖直壁的凹槽中或在所述顶板(25)的竖直壁的凹部中,并且优选地由钩形物(49)保持在适当位置。
71、10. 根据前述方案中的至少一个所述的成型工艺,其特征在于,所述上部闭合密封构件是t形密封构件,所述t形密封构件锚固在所述顶板(25)的上表面的凹槽中,并基本竖直延伸,以使所述配合面面向所述t形密封构件的基本竖直侧。
72、11. 根据前述方案中的至少一个所述的成型工艺,其特征在于,所述一个或多个闭合密封构件(39、41、43、45、47)包括放置在所述致动环(31)上的下部密封构件(45),其中,所述下部闭合密封构件(45)是o形环密封构件,并且布置在所述致动环(31)的竖直壁的凹槽中,并且所述配合面是布置在所述底板(23)的外端处的竖直延伸壁架(29)。
73、12. 根据前述方案中的至少一个所述的成型工艺,其特征在于,所述一个或多个闭合密封构件(39、41、43、45、47)包括下部密封构件(41),所述下部密封构件是t形密封构件并且锚固到所述底板(23)或锚固到所述致动环(31)并竖直延伸,使得所述配合面面向所述t形密封构件的竖直侧,其中,所述配合面分别位于所述致动环(31)或所述底板(23)上。
74、13. 根据前述方案中的至少一个所述的成型工艺,其特征在于,所述一个或多个闭合密封构件(39、41、43、45、47)中的每一个都与一个配合面相关联,并且在所述轮胎模具(1)的所述打开位置和所述闭合位置之间的所述一个或多个可移动元件的行程期间相对于另一个是可移动的。
75、14. 根据前述方案中的至少一个所述的成型工艺,其特征在于,所述真空装置被激活以在所述轮胎模具(1)中抽真空从5至40秒的时间。
76、15. 根据前述方案中的至少一个所述的成型工艺,其特征在于,它进一步包括以下步骤:在抽真空的同时闭合所述轮胎模具(1)并固化所述轮胎,其中,用于抽真空的所述真空装置在固化步骤期间被停用,致使所述一个或多个闭合密封构件从其工作状态变回其静止状态。
77、如本文所用,术语“包括”、“包含”和“由……组成”与“包括”、“包括”或“包含”、“含有”同义,并且是包含性的或开放式的,并且不排除额外的、非引用组成、元件或方法步骤。术语“包括”、“包含”和“由…组成”还包括术语“由…组成”。
78、“细缝”是指模制在胎面元件中的细分胎面的狭槽。
79、“生轮胎”是指处于未固化状态,即在硫化步骤之前的轮胎。
80、在整个本说明书对“一个实施例”或“实施例”的提及意味着结合该实施例描述的特定特征、结构或特性被包括在本公开的至少一个实施例中。在一个或多个实施例中,特定特征、结构、特性或实施例可以以任何合适的方式组合,如本领域技术人员从本公开中显而易见的。此外,虽然本文描述的一些实施例包括一些但不包括在其他实施例中的其他特征,但是不同实施例的特征的组合意图于在本公开的范围内并且形成不同的实施例,如本领域技术人员将理解的。
- 还没有人留言评论。精彩留言会获得点赞!