一种组装夹具的制作方法
1.本实用新型涉及手机柔性电路板组装生产领域,具体涉及一种组装夹具。
背景技术:
2.随着人们生活水平的提高,智能手机的生产工艺在不断的提高,然而在手机手机fpc软板(柔性电路板)和tpu(热塑性聚氨酯弹性体橡胶)件的组装生产中,还是使用原有的人工组装的方法,目前fpc软板和tpu组装工艺都是依靠人力完成,人员再使用镊子将单个tpu进行装配,由于tpu组件很小,人员长时间操作容易用眼疲劳,且烘烤过程中会出现tpu起翘不良1%~3%,增加人力成本和效率的浪费。
技术实现要素:
3.本实用新型提供一种组装夹具,解决了fpc软板和tpu件组装需要依靠人力完成,组装效率低、良品率差的问题。
4.为解决上述技术问题,本实用新型的技术方案是:所述组装夹具包括上模组件和下模组件,所述上模组件和所述下模组件上下位置对应,所述上模组件包括上模盖板、上模吸附件和上模定位机构,所述上模盖板设置在所述上模吸附件的上方,所述上模定位机构设置在所述上模吸附件边缘位置,所述下模组件包括下模盖板、下模吸附件、下模定位机构和产品定位机构,所述下模盖板设置在所述下模吸附件的下方,所述下模定位机构和所述产品定位机构设置在所述下模吸附件边缘位置。所述上模组件和所述下模组件通过合模可以实现fpc软板和tpu的组装,所述上模定位机构和下模定位机构可以便于上模组件与下模组件合模的定位,所述产品定位机构便于fpc软板在下模吸附件上的定位。
5.优选的,所述上模吸附件包括上模边框和上模吸附板,所述上模边框设置在所述上模吸附板的外围,所述上模边框和上模吸附板为一体成型结构,所述上模边框和所述上模盖板无缝贴合,所述上模边框、所述上模吸附板和所述上模盖板共同形成真空腔室。
6.优选的,在所述上模吸附板上设有上模吸附孔,所述上模吸附孔均匀排列在所述上模吸附板上。可以通过向所述上模吸附板和所述上模盖板共同形成的真空腔室抽取腔室内的空气,配合上模吸附孔,实现上模吸附板的吸附效果。
7.优选的,所述下模吸附件包括下模边框和下模吸附板,所述下模边框和所述下模吸附板为一体成型结构,所述下模边框和所述下模盖板无缝贴合,所述下模边框、所述下模吸附板和所述下模盖板共同形成真空腔室。
8.优选的,在所述下模吸附板上设有下模吸附孔和支撑点,所述下模吸附孔和所述支撑点均匀排配在所述下模吸附板上,所述支撑点设置在下模吸附孔的一侧。所述支撑点用于防止因嵌合紧密而损伤ic零部件。
9.优选的,所述上模定位机构为上模定位孔。
10.优选的,所述下模定位机构包括下模定位孔和定位柱,所述定位柱设置在所述下模定位孔内,所述定位柱与所述上模定位机构相匹配。所述下模定位机构和所述上模定位
机构上下对应,用于定位上模组件和下模组件精准合模。
11.优选的,所述产品定位机构包括产品定位孔和产品定位梢,所述产品定位梢和所述产品定位孔相匹配。所述产品定位机构用于定位放在下模组件上的fpc软板。
12.优选的,所述上模组件和所述下模组件均为金属材质。金属材质可以有效增加导热性与均热性,可以大幅度提升tpu与fpc固定胶水的固化度、从而提升粘接强度。
13.优选的,所述上模组件和所述下模组件均为铝合金材质。
14.本实用新型实现的有益效果:(1)本实用新型的组装夹具改变了原有的人员使用镊子将单个tpu进行装配,作业人员只需要将单个tpu与fpc软板放置于治具中,通过上模组件和下模组件一起合模,完成组装,提高了生产效率,降低了人工成本;(2)tpu和fpc软板通过模组件和下模组件一起合模,完成组装后也不需将产品取出,直接一起过隧道炉烘烤,最后烘烤完后取出,还可以降低tpu因烘烤导致的起翘不良;(3)本实用新型中上模吸附件和下模吸附件对tpu和fpc软板的吸附功能和定位功能可以防止产品掉落,提高生效效率和产品良率;(4)本实用新型中所述上模组件和所述下模组件均为金属材质,金属材质可以有效增加导热性与均热性,可以大幅度提升tpu与fpc固定胶水的固化度、从而提升粘接强度。
附图说明
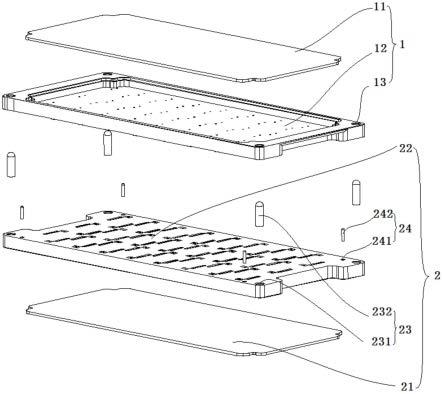
15.图1为本实用新型的爆炸图。
16.图2为本实用新型中上模吸附件的立体图。
17.图3为本实用新型中下模吸附件的立体图。
18.图4为本实用新型中上模吸附板的局部放大图。
19.图5为本实用新型总下模吸附板的局部放大图。
20.图中的数字或字母代表的相应部件的名称或流程名称:1.上模组件;11.上模盖板;12.上模吸附件;121.上模边框;122.上模吸附板;1221.上模吸附孔;13.上模定位机构;2.下模组件;21.下模盖板;22.下模吸附件;221.下模边框;222.下模吸附板;2221.下模吸附孔;2222.支撑点;23.下模定位机构;231.下模定位孔;232.下模定位柱;24.产品定位机构;241.产品定位孔;242.产品定位梢。
21.附图仅用于示例性说明,不能理解为对本专利的限制;为了更好说明本实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对于本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的;相同或相似的标号对应相同或相似的部件;附图中描述位置关系的用语仅用于示例性说明,不能理解为对本专利的限制。
具体实施方式
22.需要说明的是,在不冲突的情况下,本实用新型中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本实用新型。为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,绝不作为对本实用新型及其应用或使用的任何限制。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实
用新型保护的范围。下述非限制性实施例可以使本领域的普通技术人员更全面地理解本实用新型,但不以任何方式限制本实用新型。下述实施例中所述试验方法,如无特殊说明,均为常规方法;所述试剂和材料,如无特殊说明,均可从商业途径获得。以下结合技术方案和附图详细说明本实用新型的具体实施方式:
23.实施例1:
24.如图1所示,组装夹具,包括上模组件1和下模组件2,上模组件1和下模组件2上下位置对应,上模组件1包括上模盖板11、上模吸附件12和上模定位机构13,上模盖板11设置在上模吸附件12的上方,上模定位机构13设置在上模吸附件12边缘位置,下模组件2包括下模盖板21、下模吸附件22、下模定位机构23和产品定位机构24,下模盖板21设置在下模吸附件22的下方,下模定位机构23和产品定位机构24设置在下模吸附件22边缘位置。实际操作中,将需要组装的tpu件和fpc软板分别吸附在上模吸附件12和下模吸附件22的相对应位置上,通过上模吸附件12和下模吸附件22合模完成tpu件和fpc软板的组装。
25.具体的,如图2所示,上模吸附件12包括上模边框121和上模吸附板122,上模边框121设置在上模吸附板122的外围,上模边框121和上模吸附板122为一体成型结构,上模边框121和上模盖板11无缝贴合,上模边框121、上模吸附板122和上模盖板11共同形成真空腔室。如图4所示,在上模吸附板122上设有上模吸附孔1221,上模吸附孔1221均匀排列在上模吸附板122上。上模吸附板122和上模盖板11共同形成的真空腔室为长方体腔体,长度为250mm、宽度为110.99mm,高度为5mm,真空腔室与外部抽放气装置连接,通过控制外部抽放气装置实现上模吸附板122吸附tpu件,当外部抽放气装置对真空腔室抽气时,真空腔室只能通过上模吸附孔1221对外界进行抽气,由此实现上模吸附板122吸附tpu件。
26.具体的,如图3所示,下模吸附件22包括下模边框221和下模吸附板222,下模边框221设置在下模吸附板222的外围,下模边框221和下模吸附板222为一体成型结构,下模边框221和下模盖板21无缝贴合,下模边框221、下模吸附板222和下模盖板21共同形成真空腔室。如图5所示,在下模吸附板222上设有下模吸附孔2221和支撑点2222,下模吸附孔2221和支撑点2222均匀排配在下模吸附板222上,支撑点2222设置在下模吸附孔2221的一侧。下模吸附板122和下模盖板11共同形成的真空腔室为长方体腔体,长度为250mm、宽度为110.99mm,高度为5mm,真空腔室与外部抽放气装置连接,通过控制外部抽放气装置实现下模吸附板222吸附fpc软板,当外部抽放气装置对真空腔室抽气时,真空腔室只能通过下模吸附孔2221对外界进行抽气,由此实现下模吸附板222吸附fpc软板。
27.具体的,上模定位机构13为上模定位孔,下模定位机构23包括下模定位孔231和定位柱232,定位柱232设置在下模定位孔231内,定位柱232与上模定位机构13相匹配,产品定位机构24包括产品定位孔241和产品定位梢242,产品定位梢242和产品定位孔241相匹配。当将fpc软板贴合在下模吸附板222上的时候,将fpc软板固定贴合在产品定位梢之间,当上模组件1和下模组件2进行合模时,上模定位孔、下模定位孔231和定位柱232处于同一垂直位置,合模的时候tpu件与fpc软板位置就对应上,不会产生位置偏差。
28.具体的,上模组件1和下模组件2均采用金属材质,其中除了定位柱和产品定位梢为不锈钢材质之外,其余部件均采用铝合金材质。
29.实施例2:
30.如图1所示,组装夹具,包括上模组件1和下模组件2,上模组件1和下模组件2上下
位置对应,上模组件1包括上模盖板11、上模吸附件12和上模定位机构13,上模盖板11设置在上模吸附件12的上方,上模定位机构13设置在上模吸附件12边缘位置,下模组件2包括下模盖板21、下模吸附件22、下模定位机构23和产品定位机构24,下模盖板21设置在下模吸附件22的下方,下模定位机构23和产品定位机构24设置在下模吸附件22边缘位置。实际操作中,将需要组装的tpu件和fpc软板分别吸附在上模吸附件12和下模吸附件22的相对应位置上,通过上模吸附件12和下模吸附件22合模完成tpu件和fpc软板的组装。
31.具体的,如图2所示,上模吸附件12包括上模边框121和上模吸附板122,上模边框121设置在上模吸附板122的外围,上模边框121和上模吸附板122为一体成型结构,上模边框121和上模盖板11无缝贴合,上模边框121、上模吸附板122和上模盖板11共同形成真空腔室。如图4所示,在上模吸附板122上设有上模吸附孔1221,上模吸附孔1221均匀排列在上模吸附板122上。上模吸附板122和上模盖板11共同形成的真空腔室为长方体腔体,长度为250mm、宽度为110.99mm,高度为5mm,真空腔室与外部抽放气装置连接,通过控制外部抽放气装置实现上模吸附板122吸附tpu件,当外部抽放气装置对真空腔室抽气时,真空腔室只能通过上模吸附孔1221对外界进行抽气,由此实现上模吸附板122吸附tpu件。根据产品组装需要,将上模吸附板122需要贴合tpu件的位置的周边设置定位梢,定位稍相对上模吸附板122凸起的高度小于tpu件的厚度,便于固定贴合tpu件。
32.具体的,如图3所示,下模吸附件22包括下模边框221和下模吸附板222,下模边框221设置在下模吸附板222的外围,下模边框221和下模吸附板222为一体成型结构,下模边框221和下模盖板21无缝贴合,下模边框221、下模吸附板222和下模盖板21共同形成真空腔室。如图5所示,在下模吸附板222上设有下模吸附孔2221和支撑点2222,下模吸附孔2221和支撑点2222均匀排配在下模吸附板222上,支撑点2222设置在下模吸附孔2221的一侧。下模吸附板122和下模盖板11共同形成的真空腔室为长方体腔体,长度为250mm、宽度为110.99mm,高度为5mm,真空腔室与外部抽放气装置连接,通过控制外部抽放气装置实现下模吸附板222吸附fpc软板,当外部抽放气装置对真空腔室抽气时,真空腔室只能通过下模吸附孔2221对外界进行抽气,由此实现下模吸附板222吸附fpc软板。
33.具体的,上模定位机构13为上模定位孔,下模定位机构23包括下模定位孔231和定位柱232,定位柱232设置在下模定位孔231内,定位柱232与上模定位机构13相匹配,产品定位机构24包括产品定位孔241和产品定位梢242,产品定位梢242和产品定位孔241相匹配。当将fpc软板贴合在下模吸附板222上的时候,将fpc软板固定贴合在产品定位梢之间,当上模组件1和下模组件2进行合模时,上模定位孔、下模定位孔231和定位柱232处于同一垂直位置,合模的时候tpu件与fpc软板位置就对应上,不会产生位置偏差。
34.具体的,上模组件1和下模组件2均采用金属材质,其中除了定位柱和产品定位梢为不锈钢材质之外,其余部件均采用铝合金材质。
35.本实施例2与实施例1基本设定一致,主要区别在于:本实施例2相交于实施例1则根据产品组装需要,将上模吸附板122需要贴合tpu件的位置的周边设置定位梢,定位梢相对上模吸附板122凸起的高度小于tpu件的厚度,更便于固定贴合tpu件。
36.实施例3:
37.本实施例3与实施例1基本设定一致,主要区别在于:在本实施例3中,在上模吸附板122和下模吸附板222的表面设置导热塑料层,导热塑料层可以对待组装的产品起到保护
作用,防止划伤产品。
38.从上述实施例的技术方案可以看出,本实用新型提供了一种组装夹具,作业人员只需要将单个tpu件与fpc软板放置于治具中,通过上下板治具一起合模,也不需将产品取出,直接一起过隧道炉烘烤,最后烘烤完后取出,可以大大的提高生产效率,还可以降低tpu因烘烤导致的起翘不良。
39.在本实用新型的描述中,需要理解的是,指示方位或位置关系的术语为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
40.在本实用新型中,除非另有明确的规定和限定,术语“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
41.显然,本实用新型的上述实施例仅仅是为清楚地说明本实用新型所作的举例,而并非是对本实用新型的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1