一种树脂类眼镜框架的热成型机以及成型方法与流程
本发明涉及眼镜框架生产,具体为一种树脂类眼镜框架的热成型机以及成型方法。
背景技术:
1、眼镜框架主要用于固定透明树脂镜片,同时镜框还能够对镜片结构进行保护,眼镜框架的材料主要分为金属和树脂两种类型,树脂镜框生产过程中,需要通过成型机进行一体化成型,然而现有的热成型机还存在一些问题:
2、例如公开号为cn103587133a的一种眼镜框一体成型机,设有对颗粒状塑料进行加热的模具,机架设有上下对置的上压料装置和下成型装置;作业时,通过上压料装置和下成型装置对所述模具进行启或闭模动作,所述颗粒状塑料经模具加热并在模具的模腔内被压制成块塑料,通过所述下成型装置在该块状塑料上进行眼镜框的内框和外框成型作业;
3、上述装置,其镜框成型结构内没有设置快速脱模结构,装置使用过程中,需要工人手动抠出镜框产品,从而提高了使用者劳动强度,同时增大了工人手部意外烫伤的风险;
4、同时参阅公开号为cn213919469u的一种眼镜架生产用注射成型机,包括机体,机体的前表壁设置有控制面板,控制面板的一侧设置有窗门,机体的顶端一侧设置有限位座,限位座的上两侧设置有预留槽,限位座的内部设置有置放槽,卡槽的内侧设置有保温罩,保温罩的外表面设置有玻璃纤维棉层;该一种眼镜架生产用注射成型机通过设置保温罩;
5、上述装置,其不具备树脂输送结构的加热能力,装置使用过程中,树脂通过长度较长的输料管输送后,树脂的温度会进行一定程度的下降,从而导致树脂在成型空间内的流动性变差,从而降低了工作效率。
6、针对上述问题,急需在原有热成型机的基础上进行创新设计。
技术实现思路
1、本发明的目的在于提供一种树脂类眼镜框架的热成型机以及成型方法,以解决上述背景技术提出现有的热成型机,其镜框成型结构内没有设置快速脱模结构,装置使用过程中,需要工人手动抠出镜框产品,从而提高了使用者劳动强度,装置不具备树脂输送结构的加热能力,使用过程中,树脂通过长度较长的输料管输送后,树脂的温度会进行一定程度的下降,从而导致树脂在成型空间内流动性变差的问题。
2、为实现上述目的,本发明提供如下技术方案:一种树脂类眼镜框架的热成型机,包括:
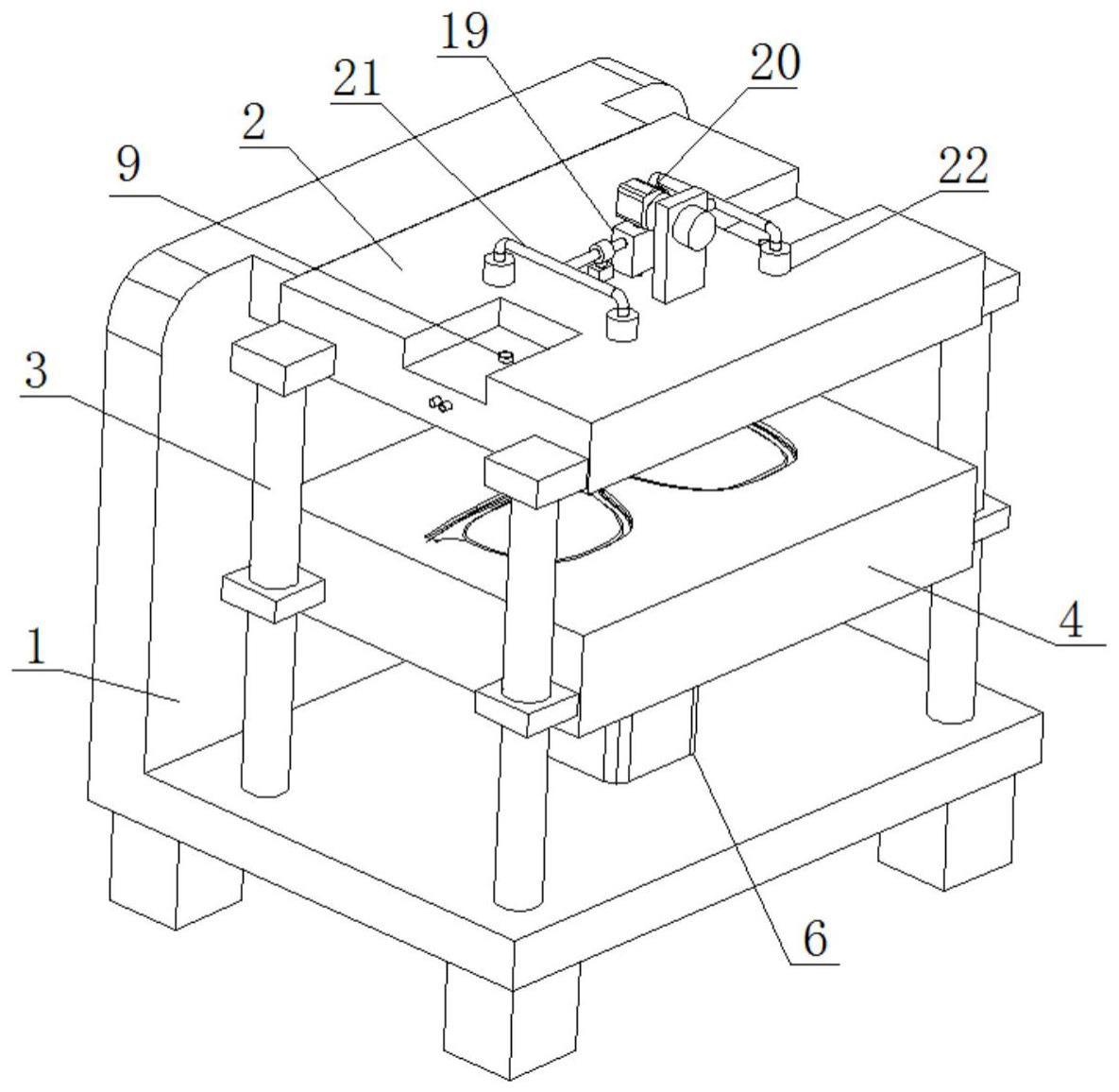
3、底座,其顶部侧壁上固定安装有水平设置的上模板,所述上模板的底面四角处均固定安装有导柱,且导柱远离上模板的一端固定连接在所述底座的底部,并且导柱竖直设置;
4、还包括:
5、下模板,其平行设置在所述上模板的正下方,所述下模板两侧固定安装有对称分布的套板,且套板上贯穿设置有对应的所述导柱形成滑动限位结构,所述下模板的顶部中心处设置有凹模芯,所述上模板底部中心处设置的凸模芯上紧密嵌设有镜架产品,且镜架产品设置在所述下模板的凹模芯正上方,所述下模板的底面中心处固定垂直连接有电缸的输出端,且电缸固定贯穿安装在所述底座的底部;
6、流道管,其对称分布在所述上模板上,所述流道管顶部的环管固定嵌设在所述上模板的内壁上,且流道管底部设置的进料浇口固定贯穿安装在所述上模板上,所述流道管的环管两侧固定贯通安装有喷管,且喷管固定安装在所述上模板的内壁上,并且上模板的凸块两侧开设有水平的注液道,而且注液道与所述喷管的端口连通。
7、优选的,所述流道管远离喷管的一侧设置有水平的电热组件,且电热组件环绕分布在所述流道管的下方,并且电热组件固定嵌设在所述上模板的内壁上用于加热树脂材料,使得电热组件能够通过上模板的内壁将热量传导到流道管上。
8、优选的,所述上模板的注液道内同轴贴合设置有对应的推杆,且推杆的一端与所述镜架产品的侧壁接触,并且推杆的另一端固定安装在连接板上,使得推杆能够在上模板内移动。
9、优选的,所述推杆的侧壁上贴合设置有喷管的上端口形成封闭结构,所述连接板的侧壁贴合设置在所述上模板的内壁上,且上模板内侧固定连接有对称分布的装载板,并且装载板两侧设置有对称分布的连接板,使得连接板能够带动推杆移动。
10、优选的,所述装载板侧壁上固定贯穿安装有对称分布的限位杆,且限位杆贯穿于对应的连接板设置形成滑动导向结构,并且连接板的侧壁与所述装载板的外壁之间固定连接有第一弹簧,且第一弹簧套设在所述限位杆的侧壁上,使得连接板能够将第一弹簧压缩。
11、优选的,所述限位杆之间平行设置有对应的气压筒,且气压筒固定贯穿与所述装载板设置,并且气压筒两侧滑动贯穿有对称分布的压力杆,而且压力杆端部的塞体贴合设置在所述气压筒的内壁上,同时压力杆远离气压筒的一端固定连接在对应的连接板的外壁上,使得压力杆能够在气压筒内移动。
12、优选的,所述上模板的外壁上固定连接有气泵,且气泵的气管固定贯通安装在连通箱上,并且连通箱远离气泵的一侧固定连通有输气管的下端口,而且输气管的两个上端口固定连通在对应气压筒的侧壁中部,使得连通箱内的气体能够流入输气管中。
13、优选的,所述连通箱两侧固定贯通连接有对应的三通管,且三通管的进气管处设置有电磁控制阀,并且三通管顶部的两个分支管固定连通在对应的外筒上,所述外筒固定嵌设在所述上模板的内壁上,且外筒内侧底部贴合设置有塞杆的塞头,并且塞杆的杆身外侧套设有第二弹簧,而且第二弹簧固定连接在所述塞杆的塞头和外筒的内壁顶部之间,所述塞杆的顶端滑动贯穿于所述外筒设置,且塞杆的上端面固定垂直连接在顶出块的底面上,并且顶出块滑动贯穿于所述上模板设置,而且顶出块的上端面贴合设置在镜架产品的外壁上,使得塞杆能够带动顶出块移动。
14、此外,本发明还提供了一种树脂类眼镜框架的成型方法;眼镜框架的具体制作方法如下:
15、s1:需要制成镜架产品时,启动电缸,使得电缸能够推动下模板和上模板贴合形成树脂材料成型空间,下模板会沿着导柱向上滑动;
16、s2:接着通过外界注射设备将熔融的树脂材料注入流道管内,此过程中,电热组件同步启动以加热流道管,从而提高树脂材料的流动性,同时气泵通过连通箱抽出输气管内的气体,使得气压筒内的气压同步降低产生负压,此时压力杆的将沿着气压筒的内壁移动,压力杆将带动连接板同步移动将第一弹簧压缩,而连接板将带动推杆移动以解除对喷管的端口的封闭;
17、s3:之后流道管内的树脂原料将通过多个喷管喷出,流入装置成型空间内,当外界设备将树脂注射完成后,气泵会向联通箱内注入高压气体,此时气压筒内的气压将同步升高从而推动压力杆移动,压力杆将通过连接板带动推杆同步移动,使得推杆复位,此时推杆的端部将会和上模板的型芯壁平齐,从而减少后期镜架产品成型后表面的毛刺,同时便于后续脱模操作;
18、s4:一段时间后,装置成型空间内的树脂原料凝固成型,从而制成镜架产品,接着通过电缸带动下模板和上模板分离,此时镜架产品将紧密嵌合在上模板的凸模芯上,两个三通管上的电磁阀同步开启,此时连通箱19内高压气体将通过三通管流入对应的外筒内,此时外筒内的高压气体将推动塞杆向上移动将第二弹簧压缩,塞杆的端部将带动顶出块同步移动,通过多个顶出块快速将镜架产品从上模板上顶出。
19、与现有技术相比,本发明的有益效果是:该树脂类眼镜框架的热成型机以及成型方法,其脱模操作便捷,减少了人工操作步骤,降低了劳动强度,且装置能够对树脂输送结构进行加热保温,使得树脂流动性更加充分,且装置能够减少镜架产品成型后的表面毛刺,其具体内容如下:
20、1、连通箱两侧固定贯通连接有对应的三通管,三通管顶部的两个分支管固定连通在对应的外筒上,外筒内侧底部贴合设置有塞杆的塞头,塞杆的杆身外侧套设有第二弹簧,第二弹簧固定连接在塞杆的塞头和外筒的内壁顶部之间,塞杆的上端面固定垂直连接在顶出块的底面上,顶出块的上端面贴合设置在镜架产品的外壁上,使得连通箱内的高压气体能够通过三通管流入外筒中,利用高压气体推动塞杆移动,此时塞杆将通过顶出块将镜架产品顶出;
21、2、流道管远离喷管的一侧设置有水平的电热组件,且电热组件环绕分布在流道管的下方,使得电热组件上的热量能够传导到流道管上,上模板的注液道内同轴贴合设置有对应的推杆,推杆的一端与镜架产品的侧壁接触,推杆的另一端固定安装在连接板上,推杆的侧壁上贴合设置有喷管的上端口形成封闭结构,利用推杆将喷管内的树脂和构成镜架产品的树脂分离,以便于后续脱模,同时推杆端面会保持和上模板的型芯壁平齐,从而减小了成镜架产品凝固成型后表面的毛刺,使得装置成型空间内的树脂材料更加密实。
- 还没有人留言评论。精彩留言会获得点赞!