一种EPP保险杠成型装置及其成型方法与流程
本发明涉及epp成型设备,具体涉及一种epp保险杠成型装置及其成型方法。
背景技术:
1、epp保险杠是多采用epp珠粒一体型腔模具冲压而成,主要依靠调节成型密度来控制产品质量,产品使用性能需要兼顾回弹性指标和硬度指标的平衡,epp保险杠通过成型装置成型后无毛刺和无毛刺,物料修剪,保证了产品品质。
2、例如中国实用新型专利cn202023270601.4epp汽车保险杠生产用模具,涉及epp汽车保险杠生产技术领域,针对现有的epp汽车保险杠生产用模具散热性能不佳的问题,现提出如下方案,其包括装载箱体,所述装载箱体的顶部螺钉固定有下模具,所述下模具的上方设有上模具,所述下模具和上模具配合工作,所述装载箱体的上方设有顶板,所述上模具和顶板之间设有连接块,所述连接块一端的底部焊接有装载块。本实用新型可通过风冷和水冷对模具进行有效的散热处理,且可带动模具的散热部件进行周向的匀速转动,从而对模具其他位置的部件进行有效的散热处理,并且可对水冷散热的多余水液进行有效的过滤回收处理,工作性能高,散热性能强。
3、但是,上述结构还存在以下问题:冷却方式是从外部进行冷却,整体冷却速度较慢,且上模具冷却速度相较于下模具更慢,无法实现同步快速冷却,容易影响成型品质,同时,无法进行抽真空处理,使得成型品质相较于真空成型品质差,此外,无法进行自动排料,还需要额外的结构进行对应取料,不利于实际产线快速生产。
4、基于此,本发明设计了一种epp保险杠成型装置及其成型方法以解决上述问题。
技术实现思路
1、针对现有技术所存在的上述缺点,本发明提供了一种epp保险杠成型装置及其成型方法。
2、为实现以上目的,本发明通过以下技术方案予以实现:
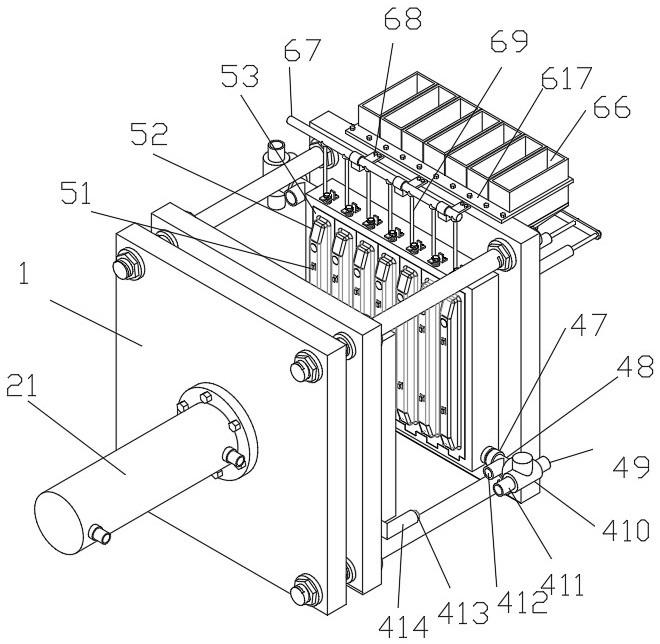
3、一种epp保险杠成型装置,包括固定板:
4、所述固定板连接有推动组件;
5、所述推动组件包括第一液压缸和导向杆,第一液压缸固定安装于固定板侧壁上,所述固定板的四角处均连接有导向杆;
6、所述推动组件连接有联动式温控模座组件,所述联动式温控模座组件包括左模座和右模座,左模座与第一液压缸的驱动端固定连接,且左模座与导向杆贴合滑动连接,右模座与导向杆端部固定连接,左模座和右模座贴合接触时左模座和右模座相通连接;
7、所述左模座和右模座均连接有成型模具,且成型模具与左模座和右模座密封连接;
8、所述右模座连接有用于抽真空和密封上料的推料组件。
9、更进一步的,左模座包括滑动板、第一中空座、第一插接内管、第一连接管、第二连接管和第二插接内管,滑动板远离推动组件的端部固定连接有第一中空座,第一中空座后端上端气孔处固定连接有第二连接管,第二连接管远离滑动板端部固定连接有第二插接内管,所述第一中空座前端下端气孔处固定连接有第一连接管,所述第一连接管远离滑动板端部固定连接有第一插接内管;
10、所述滑动板通过直线轴承与导向杆贴合滑动连接;
11、所述滑动板靠近第一液压缸的端部与第一液压缸输出端固定连接。
12、更进一步的,右模座包括第二中空座、蒸汽进管、第一三通阀、冷却空气进管、单向阀、第一出气管、蒸汽出管、第二三通阀、冷却气体出管、第一插接套管、第二插接外管、进气管和固定支撑板,所述固定支撑板靠近第一液压缸的端面固定连接有第二中空座,所述第二中空座后端上端气孔处固定连接有进气管,所述进气管靠近滑动板的侧壁固定连接有与第二插接内管插接的第二插接外管,所述进气管外端固定连接有第一三通阀,所述第一三通阀两组进气端分别固定连接有蒸汽进管和冷却空气进管,所述第二中空座前端下端气孔处固定连接有第一出气管,所述第一出气管靠近第一中空座的端部固定连接有单向阀,所述第一出气管外端固定连接有第二三通阀,所述第二三通阀两组出气端分别固定连接有蒸汽出管和冷却气体出管,所述第一出气管在单向阀和第二三通阀之间的部位处固定连接有与第一插接内管插接的第一插接套管;
13、所述蒸汽进管与蒸汽源输出端连接,所述蒸汽出管与蒸汽源输入端连接;
14、所述冷却空气进管与冷却气体源输出端连接,所述冷却气体出管与冷却气体源输入端连接;
15、所述第一中空座和第二中空座贴合接触时第一插接内管与第一插接套管插接、第二插接内管和第二插接外管插接;固定支撑板与导向杆远离第一液压缸的端部固定连接。
16、更进一步的,所述成型模具包括插接槽成型块、模芯、第一模座、成型槽、第二模座和安装通槽成型柱,所述第一模座靠近推动组件的端部固定连接有模芯,所述模芯靠近推动组件的端部对称固定连接有插接槽成型块,所述插接槽成型块靠近第二模座的端部与成型槽的端面对应位置处存在缝隙;
17、所述第二模座远离第一液压缸的端部开设有成型槽,且成型槽远离推动组件的端面对称固定连接有安装通槽成型柱,所述安装通槽成型柱靠近第二中空座端面与模芯端面贴合接触。
18、更进一步的,所述第二模座等间距插接在第一中空座内,外侧两组所述第二模座外壁与第一中空座内壁贴合接触,且相邻第二模座前后侧壁贴合接触,所述的第二模座上下端部与第一中空座内顶部和内底部贴合接触;
19、所述第一模座等间距插接在第二中空座内,外侧两组所述第一模座外壁与第二中空座内壁贴合接触,且相邻第一模座前后侧壁贴合接触,所述第一模座上下端部与第二中空座内顶部和内底部贴合接触。
20、更进一步的,所述推料组件包括套筒、第二滑杆、第二滑杆连接板、第一气缸、第二气缸、料仓、抽气管、抽气管安装座、连接气管、导料管、电磁阀、推料柱、第二横槽、第一连接管、外筒、第二连接管和料仓安装架,所述固定支撑板顶部固定连接有料仓安装架和抽气管安装座,所述料仓安装架等间距固定连接有料仓,所述料仓底部固定连接有导料管,所述导料管底部固定安装于套筒靠近推料组件的端部上,所述套筒内贴合滑动连接有推料柱,所述推料柱远离推动组件的端部固定连接有第二滑杆,所述第二滑杆远离推动组件的端部固定连接有第二滑杆连接板,所述固定支撑板远离推动组件的端部固定连接有第二气缸,所述第二气缸驱动端固定连接有第一气缸,且第一气缸驱动端与第二滑杆连接板底部固定连接,所述固定支撑板内壁均匀固定连接有第二连接管,所述第一模座远离推动组件的端部固定连接有第一连接管,所述第一连接管远离推动组件的端部固定连接有外筒,所述外筒内壁与第二连接管外壁贴合滑动连接,所述第二中空座和固定支撑板均开设有第二横槽,第二横槽内壁、第一连接管和第二连接管与推料柱外壁贴合滑动连接,所述第一连接管顶部固定连接有连接气管,所述连接气管固定安装有电磁阀,所述连接气管顶部贯穿第二中空座后与抽气管固定连接,抽气管与外界真空泵连接。
21、更进一步的,第二气缸伸缩端完全伸出、第一气缸输出端完全回收时推料柱靠近推动组件的端部位于导料管远离推动组件的端部的外侧,第二气缸和第一气缸输出端完全回收后推料柱外端与模芯齐平,且推料柱远离推动组件的端部位于导料管远离推动组件的端部的外侧。
22、更进一步的,所述左模座和右模座连接有用于成型模具快装的快装组件,所述快装组件与成型模具连接。
23、更进一步的,左模座和成型模具连接有用于冷却后的epp保险杠推出的推料组件。
24、一种epp保险杠成型装置的成型方法,包括以下步骤:
25、一、通过快装组件更换对应的成型模具;
26、二、推动组件的第一液压缸带动联动式温控模座组件的左模座的滑动板沿着导向杆移动,滑动板带动第一中空座向右模座的第二中空座移动,第一中空座带动第一连接管和第二连接管移动,第一中空座和第二中空座贴合接触时第一插接内管与第一插接套管插接、第二插接内管和第二插接外管插接,实现第一中空座和第二中空座贴合接触,并相通连接;
27、三、将定量的物料分别放到对应的料仓内,第二气缸伸缩端完全伸出、第一气缸输出端完全回收,料仓内物料通过导料管进入到套筒内,再通过第二连接管、第一连接管和第二横槽进入到成型槽内,第二气缸伸缩端往复移动,推动推料柱往复移动,推料柱推动第二连接管、第一连接管和第二横槽内物料进入到成型槽内,利于料仓内定量的物料完全输送至成型槽内;
28、接着,第二气缸的输出端完全回收,第一气缸伸出端完全伸出,第一气缸带动第二滑杆连接板移动,第二滑杆连接板带动第二滑杆移动,第二滑杆带动推料柱移动至第二连接管靠近推动组件的端部处,电磁阀打开,外界真空泵通过抽气管和连接气管抽动第二横槽和成型模具内的气体流动,将成型模具内抽至真空状态,然后,第一气缸输出端完全回收,推料柱外端与模芯齐平;
29、四、第一三通阀向蒸汽进管打开、冷却空气进管关闭、第二三通阀向蒸汽出管打开、冷却气体出管关闭,加热水蒸气通过蒸汽进管进入到进气管内,再进入到第二中空座内,同时,通过第二插接外管、第二插接内管和第二连接管进入到第一中空座内,对第一中空座和第二中空座同时加热处理,加热后第一中空座内的水蒸气通过第一连接管、第一插接内管和第一插接套管进入到第一出气管内,同时,第二中空座内的水蒸气通过单向阀进入到第一出气管内,最后通过蒸汽出管排出,实现一组蒸汽源对第一中空座和第二中空座同时加热;冷却时第一三通阀向蒸汽进管关闭、冷却空气进管打开、第二三通阀向蒸汽出管关闭、冷却气体出管打开,冷却气体通过冷却空气进管进入到进气管内,再进入到第二中空座内,同时,通过第二插接外管、第二插接内管和第二连接管进入到第一中空座内,对第一中空座和第二中空座同时加热处理,冷却后第一中空座内的冷却气体通过第一连接管、第一插接内管和第一插接套管进入到第一出气管内,同时,第二中空座内的冷却气体通过单向阀进入到第一出气管内,最后通过冷却气体出管排出,实现一组冷却气体源对第一中空座和第二中空座同时冷却,便于同时控温,且第一中空座和第二中空座温度便于控制在同一温度段,成型模具加热后成型槽和模芯配合成型中空船型epp保险杠,插接槽成型块成型安装插接孔,安装通槽成型柱成型螺钉穿过孔;
30、五、冷却后第一液压缸带动滑动板向第一液压缸移动,第一中空座和第二中空座分离后推料组件将第一中空座内冷却后的中空船型epp保险杠自动排出。
31、有益效果
32、本发明通过推动组件的第一液压缸带动联动式温控模座组件的左模座的滑动板沿着导向杆移动,滑动板带动第一中空座向右模座的第二中空座移动,第一中空座带动第一连接管和第二连接管移动,第一中空座和第二中空座贴合接触时第一插接内管与第一插接套管插接、第二插接内管和第二插接外管插接,加热时,第一三通阀向蒸汽进管打开、冷却空气进管关闭、第二三通阀向蒸汽出管打开、冷却气体出管关闭,加热水蒸气通过蒸汽进管进入到进气管内,再进入到第二中空座内,同时,通过第二插接外管、第二插接内管和第二连接管进入到第一中空座内,对第一中空座和第二中空座同时加热处理,加热后第一中空座内的水蒸气通过第一连接管、第一插接内管和第一插接套管进入到第一出气管内,同时,第二中空座内的水蒸气通过单向阀进入到第一出气管内,最后通过蒸汽出管排出,实现一组蒸汽源对第一中空座和第二中空座同时加热;冷却时第一三通阀向蒸汽进管关闭、冷却空气进管打开、第二三通阀向蒸汽出管关闭、冷却气体出管打开,冷却气体通过冷却空气进管进入到进气管内,再进入到第二中空座内,同时,通过第二插接外管、第二插接内管和第二连接管进入到第一中空座内,对第一中空座和第二中空座同时加热处理,冷却后第一中空座内的冷却气体通过第一连接管、第一插接内管和第一插接套管进入到第一出气管内,同时,第二中空座内的冷却气体通过单向阀进入到第一出气管内,最后通过冷却气体出管排出,实现一组冷却气体源对第一中空座和第二中空座同时冷却,便于同时控温,且第一中空座和第二中空座温度便于控制在同一温度段,实现同步快速冷却和快速加热,保证了成型品质。
33、本发明成型模具加热后成型槽和模芯配合成型中空船型epp保险杠,插接槽成型块成型安装插接孔,安装通槽成型柱成型螺钉穿过孔,生产的中空船型epp保险杠方便进行插接,方便螺栓穿过安装。
34、本发明第一中空座和第二中空座贴合接触后,将定量的物料分别放到对应的料仓内,第二气缸伸缩端完全伸出、第一气缸输出端完全回收,料仓内物料通过导料管进入到套筒内,再通过第二连接管、第一连接管和第二横槽进入到成型槽内,第二气缸伸缩端往复移动,推动推料柱往复移动,推料柱推动第二连接管、第一连接管和第二横槽内物料进入到成型槽内,利于料仓内定量的物料完全输送至成型槽内。
35、抽真空时第二气缸的输出端完全回收,第一气缸伸出端完全伸出,第一气缸带动第二滑杆连接板移动,第二滑杆连接板带动第二滑杆移动,第二滑杆带动推料柱移动至第二连接管靠近推动组件的端部处,电磁阀打开,外界真空泵通过抽气管和连接气管抽动第二横槽和成型模具内的气体流动,将成型模具内抽至真空状态,然后,第一气缸输出端完全回收,推料柱外端与模芯齐平,利于抽真空成型,保证了成型品质。
36、本发明更换成型模具时向上推动快装组件的转动板,转动板带动锁杆向上移动,锁杆底部移动至锁紧插孔顶部后转动板沿着限位环转动,转动板转动至与垫块顶部接触将锁杆顶住,新的第一模座或者第二模座带动插接块与插接槽插接,然后转动转动板与垫块分离,第二弹簧带动锁杆向下移动,锁杆插在锁紧插孔内,插接槽、插接块、锁杆和锁紧插孔配合对第一模座或者第二模座锁止,实现第一模座或者第二模座快速更换。
37、本发明第一弹簧处于压缩状态,利于推动圆板与凹槽密封插接,保证了成型槽完整性,成型模具内的epp保险杠冷却后第一液压缸带动滑动板移动,滑动板带动第一滑杆移动,第一滑杆移动至与固定板接触,滑动板继续移动,推动圆板位置不变,推动圆板从凹槽内移出,推动圆板将成型槽内冷却后的epp保险杠从成型槽内推出,方便冷却后的epp保险杠自动排出,利于实际产线快速生产。
- 还没有人留言评论。精彩留言会获得点赞!