一种热成型模具的内吹扫装置的制作方法
1.本实用新型涉及汽车零部件生产加工用热成型模具技术领域,具体为一种热成型模具的内吹扫装置。
背景技术:
2.现有的部分汽车零部件在生产时是将板料在加热炉里面加热到指定温度后,再将加热后的板料通过热成型模具进行加工得到的。
3.但是加热后的板料在加热后不可避免地在零件表面产生氧化铁皮,进而板料通过热成型模具加工时,使得氧化铁皮掉落从而在模具表面逐渐堆积,如果氧化铁皮堆积会导致零件表面出现压伤,并加速模具表面磨损。
4.目前,为减少模具表面氧化铁皮堆积,会通过内吹扫装置对模具表面进行吹扫,传统的吹扫装置大多直接通过对着模具表面喷射压缩气体实现吹扫,该种方式不仅存在吹扫范围小的同时吹扫出的氧化铁皮料四处掉落对工作环境造成污染,也对工作人员的健康产生不利影响。
技术实现要素:
5.本实用新型的目的在于提供一种热成型模具的内吹扫装置,以解决上述背景技术中提出的问题。
6.为实现上述目的,本实用新型提供如下技术方案:
7.第一方面,一种热成型模具的内吹扫装置,应用于热成型模具主体上对所述热成型模具主体表面进行吹扫,该内吹扫装置包括:设置在所述热成型模具主体一侧外壁的内吹扫组件,所述内吹扫组件包括:
8.设置在热成型模具主体一侧外壁的驱动部;
9.设置在驱动部顶部的供气抽取件;
10.以及设置在供气抽取件上方的吹扫部;
11.所述驱动部用于带动所述吹扫部往复水平移动,所述供气抽取件用于将压缩气体供入所述吹扫部且将所述吹扫部吹扫出的氧化铁皮料抽出收集。
12.进一步改进在于,所述驱动部包括:
13.可拆卸设置在热成型模具主体一侧的安装座;
14.设置在所述安装座的一侧的导向座;
15.所述导向座的顶部为中空,所述导向座内转动设置有螺柱,所述导向座的一侧设置有驱动螺柱转动的驱动装置,所述螺柱外壁螺纹套设有与导向座内腔适配的移动块,移动块顶部通过支架连接供气抽取件。
16.进一步改进在于,所述供气抽取件包括:
17.设置在移动块顶部竖截面呈圆形的导向壳;
18.通过轴体转动设置在所述导向壳内腔中央的随动叶轮;
19.固定插设在所述导向壳一侧壁且朝向所述随动叶轮的上下两组管道连接头;
20.下侧所述管道连接头的另一端通过管道连接气源,上侧所述管道连接头的另一端连通导向管,所述管道连接头两端均为中空。
21.进一步改进在于,所述导向壳的一侧设置有引风壳,所述随动叶轮内的轴体一端依次贯穿导向壳和引风壳并套设有引风扇叶,引风扇叶置于所述引风壳内,所述引风壳底部设置有排气管,所述引风壳顶部设置有抽气管,排气管和抽气管内均设置单向阀。
22.进一步改进在于,所述吹扫部包括设置在所述热成型模具主体上方的分流座,所述分流座内设置有腔体,导向管另一端与分流座内腔体连通,所述分流座底部设置有多组喷嘴,所述分流座的底部一侧连接弹性伸缩杆顶部,且弹性伸缩杆与固定在导向壳顶部的安装架的顶部转动连接。
23.进一步改进在于,安装架的一侧外壁设置有与分流座底部贴合的承接块,所述分流座底部一侧通过设置的卡块与承接块上开设的卡口卡合连接,所述分流座的前后侧外壁均设置有吸入座,所述吸入座底部开设吸入口,两组所述吸入座之间通过互通管相互连通。
24.进一步改进在于,所述互通管的一侧通过支管与收集壳顶部连通,所述收集壳设置在分流座顶部一端,所述收集壳内中部设置有滤网结构,所述收集壳的一侧可拆卸设置有密封壳盖,抽气管的另一端与收集壳一侧外壁底部连通。
25.综上所述,本技术公开有一种热成型模具的内吹扫装置。
26.本技术方案通过设置内吹扫组件,内吹扫组件中设置有驱动部,在汽车零部件通过热成型模具加工后对热成型模具进行吹扫作业时,驱动部使得供气抽取件及吹扫部在热成型模具主体一侧往复移动,提高吹扫范围,进而提高吹扫效率,同时供气抽取件使得压缩空气进入分流座后从喷嘴喷射进行吹扫时,引风扇叶在引风壳内转动,进而吹扫出的氧化铁皮料被吸入座吸入至收集壳内进行收集,避免吹扫出的氧化铁皮料对工作环境及工作人员造成不利影响,提高对热成型模具的吹扫清洁质量,无需增设独立的吸尘设备,降低使用成本,且在该吹扫部在不使用时,通过拉动分流座向上,使得卡块脱离卡合,再转动分流座朝向一侧即可实现放置,不干涉热成型模具主体的正常使用。
附图说明
27.通过阅读参照以下附图所作的对非限制性实施例所作的详细描述,本技术的其它特征、目的和优点将会变得更明显:
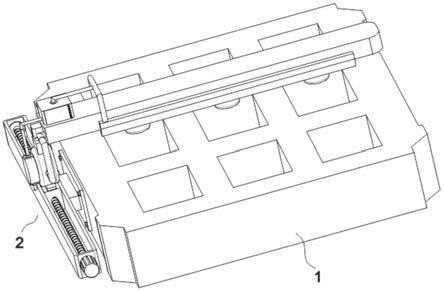
28.图1是本技术一种热成型模具的内吹扫装置立体图;
29.图2是本技术一种热成型模具的内吹扫装置中内吹扫组件立体图;
30.图3是本技术一种热成型模具的内吹扫装置中供气抽取件立体图;
31.图4是本技术一种热成型模具的内吹扫装置中导向壳剖视示意图。
32.图中:1、热成型模具主体;2、内吹扫组件;21、驱动部;211、导向座;212、驱动装置;213、螺柱;214、安装座;22、供气抽取件;221、导向壳;222、随动叶轮;223、管道连接头;224、引风壳;225、收集壳;23、吹扫部;231、分流座;232、喷嘴;233、吸入座;234、互通管;24、弹性伸缩杆;25、承接块。
具体实施方式
33.下面结合附图和实施例对本技术作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释相关发明,而非对该发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与发明相关的部分。
34.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本技术。
35.实施例1
36.请参考图1-2,一种热成型模具的内吹扫装置,应用于热成型模具主体1上对热成型模具主体1上的表面进行吹扫,去除其表面的氧化铁皮,该内吹扫装置包括:设置在热成型模具主体1一侧外壁的内吹扫组件2;
37.其中,内吹扫组件2包括设置在热成型模具主体1一侧的驱动部21、设置在驱动部21顶部的供气抽取件22、设置在供气抽取件22上方的吹扫部23。
38.需要说明的是,驱动部21用于带动供气抽取件22使吹扫部23在热成型模具主体1表面往复水平移动。供气抽取件22用于向吹扫部23提供压缩气体对热成型模具主体1的表面吹扫,防止了氧化铁皮堆积,同时将吹扫出的氧化铁皮料等抽出,以避免对工作环境及工作人员造成不利影响。
39.如图2-3所示,驱动部21包括可拆卸设置在热成型模具主体1一侧的安装座214,安装座214的一侧固定连接有导向座211,导向座211顶部为中空,在导向座211内转动设置有螺柱213,导向座211的一侧外壁设置有驱动螺柱213转动的驱动装置212,在螺柱213的外壁螺纹套设有与导向座211适配且在螺柱213的转动下在导向座211内移动的移动块;
40.其中,安装座214为横截面呈t形的安装座214,采用螺栓固定在热成型模具主体1一侧。导向座211为矩形的导向座211,从附图1可看出,其前后长度与热成型模具主体1的前后侧长度相适配。驱动装置212包括伺服电机和减速器,用于驱动螺柱213转动,从而使得移动块在导向座211内移动。
41.实施例2
42.如图3-4所示,供气抽取件22包括通过支架设置在移动块顶部随移动块移动的导向壳221,导向壳221内腔圆心处通过轴体转动设置有随动叶轮222,在导向壳221的一侧外壁设置有上下两组与导向壳221内腔相连通的管道连接头223,管道连接头223的内端朝向随动叶轮222,其中下侧的管道连接头223另一端通过管道连接气源;
43.其中,导向壳221竖截面为圆形。气源属于现有技术,包括储气罐和压缩机。管道连接有本领域中的常规结构,在此不另做详述,在本实施例中,管道连接头两端均为中空,另一端用于连接管道。气源使得压缩空气通过管道进入下侧的管道连接头223,压缩空气进入导向壳221使得随动叶轮222转动,再从另外一组管道连接头223排出;
44.进一步的,在导向壳221的一侧设置有引风壳224,随动叶轮222内的轴体一端贯穿导向壳221一侧和引风壳224一侧后置于引风壳224内腔,处于引风壳224内的轴体外壁套设引风扇叶(图中未示出),在引风壳224底部设置相连通的排气管,在引风壳224顶部设置相连通的抽气管,随动叶轮222转动时通过轴体带动引风扇叶在引风壳224内转动,使得气体从抽气管进入引风壳224后从排气管排出;
45.其中,抽气管和排气管内均设置本领域中应用广泛的单向阀。抽气管和排气管优
先采用弹性材料制成,例如橡胶类材料等,在此不另做详述。
46.实施例3
47.如图3所示,吹扫部23包括置于热成型模具主体1上方的分流座231,分流座231内带有供压缩气体进入的腔体(图中未示出),在分流座231的底部设置有多组对应热成型模具主体1表面的喷嘴232,喷嘴232与腔体连通,分流座231的一侧设置有与腔体连通的导向管,该导向管的另一端与上述的另外一组管道连接头223另一端连接;
48.进一步的,分流座231的底部一端连接弹性伸缩杆24顶端,弹性伸缩杆24底部转动连接安装架顶部,安装架设置在导向壳221的顶部,安装架的一侧设置有贴合分流座231底部的承接块25,分流座231通过其底部一端设置的卡块与承接块25上开设的卡口卡合;
49.其中,弹性伸缩杆24属于现有技术,包括套杆、活动插设在套杆一端的活动杆以及套设在活动杆外壁提供弹性复位的弹簧结构,在此不另做详述。弹性伸缩杆24采用轴承转动设置在安装架顶部,在不使用分流座231时,通过拉动分流座231向上,使得卡块脱离卡口,转动分流座231至一侧即可,使得分流座231不干涉热成型模具主体1的正常使用。导向管优先采用弹性材料制成,例如橡胶类材料等,在此不另做详述。
50.实施例4
51.如图3所示,在分流座231的前后侧外壁均设置有吸入座233,该吸入座233底部开设吸入口,吸入口朝向内侧,并且两组吸入座233之间通过互通管234相互连通,在分流座231的顶部一端设置收集壳225,互通管234的一侧通过支管与收集壳225顶部连接,使得互通管234和收集壳225连通,在收集壳225内设置滤网结构(图中未示出),抽气管的另一端与收集壳225侧壁连接,且该抽气管的另一端置于滤网结构下方;
52.需要说明的是,从附图3可看出,该吸入座233的左右长度大于分流座231左右长度的二分之一。在收集壳225的一侧可拆卸设置密封壳盖,方便清理滤网结构上过滤出的氧化铁皮料。
53.总上所阐述,该内吹装置的工作原理如下:通过驱动装置212带动螺柱213间歇正反转动,使得移动块带动供气抽取件22,使得吹扫部23在热成型模具主体1上往复移动,同时通过气源输入压缩气体至导向壳221,压缩气体进入通过导向管进入分流座231内的腔体从喷嘴232喷射出,在移动时,对热成型模具主体1中的表面进行吹扫,同时压缩气体进入导向壳221使得随动叶轮222转动,随动叶轮222通过轴体使得引风扇叶在引风壳224内转动,使得吹扫出的氧化铁皮料等被吸入座233吸入,再通过互通管234以及支管进入收集壳225内,通过滤网结构过滤出。在吹扫工作结束后,通过拉动分流座231向上,使得卡块脱离卡合,再转动分流座231朝向一侧,再打开收集壳225一侧的密封壳盖,对滤网结构上的氧化铁皮料等进行处理即可。
54.以上描述仅为本技术的较佳实施例以及对所运用技术原理的说明。本领域技术人员应当理解,本技术中所涉及的发明范围,并不限于上述技术特征的特定组合而成的技术方案,同时也应涵盖在不脱离发明构思的情况下,由上述技术特征或其等同特征进行任意组合而形成的其它技术方案。例如上述特征与本技术中公开的(但不限于)具有类似功能的技术特征进行互相替换而形成的技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1