一种汽车内饰件UV喷涂生产线的制作方法
一种汽车内饰件uv喷涂生产线
技术领域
1.本实用新型涉及汽车配件生产技术领域,尤其涉及一种汽车内饰件uv喷涂生产线。
背景技术:
2.在汽车配件生产过程中,为了进一步保护产品或使产品表面更加平滑美观,一般都需要对产品表面进行喷涂处理。
3.目前采用的喷涂方式基本有两种,一种是采用人工手动喷涂,存在效率低下,费时费力等问题;另一种是通过应用uv喷涂生产线,一般是包括多个加工生产线,如除尘生产线、喷涂生产线、烘干生产线等,多个生产线需要分别配置工人进行转运,浪费了较多的人力,同时,在搬运过程可能造成工件的损坏,降低生产效率,多个生产线不利于操作的同时,还占用较大的面积。
技术实现要素:
4.本实用新型的目的在于提出一种汽车内饰件uv喷涂生产线,能够完成工件的自动加工生产,提高生产效率。
5.为达此目的,本实用新型采用以下技术方案:一种汽车内饰件uv喷涂生产线,包括无尘车间、供料输送线、循环输送线、上料区、除尘区、喷涂区、流平区、烘干区、固化区和下料区;所述供料输送线的一端设置在所述无尘车间内,所述供料输送线的另一端设置在所述无尘车间外,位于所述无尘车间内的所述供料输送线的一端与所述上料区和所述下料区相对;所述循环输送线、所述上料区、所述除尘区、所述喷涂区、所述流平区、所述烘干区、所述固化区和所述下料区均设置在所述无尘车间内;所述循环输送线沿所述上料区、所述除尘区、所述喷涂区、所述流平区、所述烘干区、所述固化区至所述下料区的方向形成循环输送路径。
6.优选的,所述供料输送线包括上层出料和下层进料,所述下层进料用于将未加工产品输送至无尘车间内,所述上层出料用于将已加工产品输送至无尘车间外;所述上层出料的长度小于所述下层进料的长度。
7.优选的,所述除尘区包括除尘隔间和负压除尘装置,所述循环输送线的其中一段设置在所述除尘隔间内,所述负压除尘装置设置在所述除尘隔间内,所述负压除尘装置的负压吸气端位于对应的所述循环输送线的上方。
8.优选的,所述喷涂区包括喷涂隔间、喷涂机械手和喷涂供料室,所述循环输送线的其中一段设置在所述喷涂隔间内,所述喷涂机械手设置在对应的所述循环输送线的上方,所述喷涂机械手与所述喷涂供料室连接。
9.优选的,还包括第一新风区,所述第一新风区设置在所述喷涂隔间的进料端。
10.优选的,还包括第二新风区,所述第二新风区设置在所述喷涂隔间的出料端。
11.优选的,所述流平区的长度与所述烘干区的长度之比为1:4
‑
6。
12.优选的,所述烘干区包括第一机箱、加热装置和温度检测装置,所述加热装置设置在所述第一机箱内,所述加热装置的输出端与所述循环输送线相对;所述温度检测装置设置在所述第一机箱内,用于检测第一机箱的温度。
13.优选的,还包括输送线运行控制装置,所述输送线运行控制装置与所述循环输送线电连接,用于调节输送线的运行速度。
14.优选的,所述流平区包括第二机箱、加热管、导流板和加热流道,所述加热管、所述导流板和所述加热流道均设置在所述第二机箱内,所述导流板设置有多个,所述加热流道由相邻的两个导流板配合形成,所述加热流道的一端与所述加热管相对,所述加热流道的另一端与所述循环输送线相对。
15.本技术采用上述结构,通过供料输送线进行上料和下料,使上、下料区集中在同一区域,方便人员的布置和产品的检验工作。本生产线通过循环输送线进行循环输送,只需要投入较少的人力,在上料区和下料区,即可满足生产需求,极大程度地节约了人力和物力。同时,通过循环输送线和各区间配合,完成工件的自动喷涂、流平和烘干,自动化程度高,操作简单。
附图说明
16.附图对本实用新型做进一步说明,但附图中的内容不构成对本实用新型的任何限制。
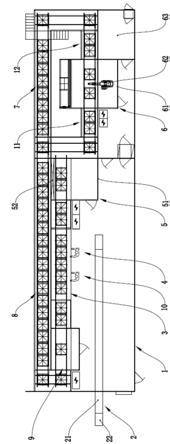
17.图1是本实用新型的结构示意图;
18.图2是本实用新型流平区的结构示意图;
19.图3是本实用新型烘干区的结构示意图。
20.其中:无尘车间1、供料输送线2、上层出料21、下层进料22、循环输送线3、上料区4、除尘区5、除尘隔间51、负压除尘装置52、喷涂区6、喷涂隔间61、喷涂机械手62、喷涂供料室63、流平区7、第二机箱71、加热管72、导流板73、加热流道74、烘干区8、第一机箱81、加热装置82、温度检测装置83、固化区9、下料区10、第一新风区11、第二新风区12。
具体实施方式
21.下面结合附图并通过具体实施方式来进一步说明本实用新型的技术方案。
22.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
23.在本实用新型的描述中,需要理解的是,术语“纵向”、“横向”“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征,用于区别描述特征,无顺序之分,无轻重之分。
24.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安
装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
25.参阅图1至图3所示,一种汽车内饰件uv喷涂生产线,包括无尘车间1、供料输送线2、循环输送线3、上料区4、除尘区5、喷涂区6、流平区7、烘干区8、固化区9和下料区10。
26.所述供料输送线2的一端设置在所述无尘车间1内,所述供料输送线2的另一端设置在所述无尘车间1外,所述供料输送线2的位于所述无尘车间1内的一端与所述上料区4和所述下料区10相对。
27.所述循环输送线3、所述上料区4、所述除尘区5、所述喷涂区6、所述流平区7、所述烘干区8、所述固化区9和所述下料区10均设置在所述无尘车间1内。
28.所述循环输送线3沿所述上料区4、所述除尘区5、所述喷涂区6、所述流平区7、所述烘干区8、所述固化区9至所述下料区10的方向形成循环输送路径。
29.采用这种结构,通过供料输送线3进行上料和下料,使上、下料区集中在同一区域,方便人员的布置和产品的检验工作。
30.本生产线通过循环输送线3进行循环输送,只需要投入较少的人力,在上料区4和下料区10,即可满足生产需求,极大程度地节约了人力和物力。同时,通过循环输送线3和各区间配合,完成工件的自动喷涂、流平和烘干,自动化程度高,操作简单。
31.优选的,所述供料输送线2包括上层出料21和下层进料22,所述上层出料21的长度小于所述下层进料22的长度。
32.所述供料输送线2包括上层出料21和下层进料22,所述下层进料22用于将未加工产品输送至无尘车间1内,所述上层出料21用于将已加工产品输送至无尘车间1外;所述上层出料21的长度小于所述下层进料22的长度。
33.采用这种结构,上层出料21的一端位于无尘车间1外,另一端位于无尘车间1内且与上料区相对,无尘车间1外的工人将已加工产品由下料区搬运至上层出料21,并由上层出料21输送出无尘车间1。
34.下层进料22的一端位于无尘车间1外,另一端位于无尘车间1内且与下料区相对,无尘车间1内的工人将未加工产品通过下层进料22搬运至上料区,完成产品的上料工作。
35.上层出料21的长度小于下层进料22的长度,方便进行上料和下料,能够降低上下料过程中,工人的搬运行程,降低工人的工作强度。
36.优选的,所述除尘区5包括除尘隔间51和负压除尘装置52,所述循环输送线3的其中一段设置在所述除尘隔间51内,所述负压除尘装置52设置在所述除尘隔间51内,所述负压除尘装置52的负压吸气端位于对应的所述循环输送线3的上方。
37.采用这种结构,通过负压除尘装置52能够对循环输送线3输送的工件进行除尘,设置除尘隔间51能够将除尘区5与其它工作区分隔,防止粉尘扬起,污染环境。
38.优选的,所述喷涂区6包括喷涂隔间61、喷涂机械手62和喷涂供料室63,所述循环输送线3的其中一段设置在所述喷涂隔间61内,所述喷涂机械手62设置在对应的所述循环输送线3的上方,所述喷涂机械手62与所述喷涂供料室63连接。
39.采用这种结构,喷涂机械手62和喷涂供料室63的结构均为现有技术,在此不做赘
述,喷涂机械手62对循环输送线3上的工件进行喷涂,自动化程度高,喷涂均匀,喷涂供料室63为喷涂机械手62提供喷涂原料,喷涂隔间61起到隔绝作用。
40.优选的,还包括第一新风区11,所述第一新风区11设置在所述喷涂隔间61的进料端。
41.优选的,还包括第二新风区12,所述第二新风区12设置在所述喷涂隔间61的出料端。
42.设置第一新风区11和第二新风区12能够输送新鲜空气,改善空气的质量,提高环境舒适度。
43.优选的,所述流平区7的长度与所述烘干区8的长度之比为1:4
‑
6。
44.这种结构,保证工件在流平区7和烘干区8能够停留充足的时间,使涂料充分流平,均匀分布在工件表面,然后进行充分的烘干工作。
45.优选的,所述烘干区8包括第一机箱81、加热装置82和温度检测装置83,所述加热装置82设置在所述第一机箱81内,所述加热装置82的输出端与所述循环输送线相对;所述温度检测装置83设置在所述第一机箱81内,用于检测第一机箱81的温度。所述烘干区8的工作温度为40
‑
50度。
46.这种结构通过加热装置82对产品进行烘干,加热装置82可以采用uv固化灯,第一机箱81的内壁采用镜面不锈钢,能够提高加热装置82对热量的利用率,起到节能的作用。
47.优选的,还包括输送线运行控制装置,所述输送线运行控制装置与所述循环输送线电连接,用于调节输送线的运行速度。待加工产品在所述烘干区8的通过时间为12
‑
18min。
48.通过输送线运行控制装置实时调节产品的输送速度,优选可将循环输送线按照分区进行不同的速度调节,使产品能够在对应的区域内停留充足的时间。
49.优选的,所述流平区7包括第二机箱71、加热管72、导流板73和加热流道74,所述加热管72、所述导流板73和所述加热流道74均设置在所述第二机箱71内,所述导流板73设置有多个,所述加热流道74由相邻的两个导流板73配合形成,所述加热流道74的一端与所述加热管72相对,所述加热流道74的另一端与所述循环输送线相对。
50.采用导流板73配合成加热流道74,将加热管72产生的热气引导至循环输送线的产品的表面,加快产品的烘干效果,缩短了烘干区8域的长度,提高生产效率。
51.在本说明书的描述中,参考术语“实施例”、“示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
52.以上结合具体实施例描述了本实用新型的技术原理。这些描述只是为了解释本实用新型的原理,而不能以任何方式解释为对本实用新型保护范围的限制。基于此处的解释,本领域的技术人员不需要付出创造性的劳动即可联想到本实用新型的其它具体实施方式,这些方式都将落入本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1