一种高精度点胶焊头运动机构的制作方法
1.本技术涉及半导体固晶领域,尤其是涉及一种高精度点胶焊头运动机构。
背景技术:
2.取晶焊头机构是固晶机重要部件之一,取晶焊头机构的功能是配合顶针机构和真空机构将wafer环上颗粒状的芯片逐个剥离,精确地放置固定到涂有胶水的半导体支架的指定位置上。在取晶焊头机构将芯片剥离并放置到半导体支架的指定位置之前,需要运用点胶焊头运动机构在半导体支架的指定位置涂布胶水,然后点胶焊头运动机构运动到其他位置,给取晶焊头机构提供固晶空间。
3.相关技术手段中,点胶焊头运动机构在半导体支架上涂布的胶水不能在空气中暴露过久,在半导体支架某个位置涂布胶水后,需要即时进行固晶,否则会导致芯片的固晶稳定性降低。点胶焊头运动机构的具有高速度、高重复精度以及惯性力大的特点,同时需要满足定位精度高、振动位移小、压力小的要求。点胶焊头运动机构需要精准、高速地往返于点胶位和避让位两个位置,完成点胶动作。点胶焊头运动机构在工作过程中,一般采用两个电机分别驱动。其中一个电机驱动点胶焊头在θ轴方向进行角度往复摆动,另一个电机通过曲柄摇杆机构驱动点胶焊头在z轴方向进行往复运动。
4.针对上述技术手段,曲柄摇杆机构由于涉及到多跟杆件串联驱动,导致曲柄摇杆机构本身刚性不足且传动链长,存在运动精度不高的问题。
技术实现要素:
5.为了提高点胶焊头运动机构在点胶过程中的精度,本技术提供一种高精度点胶焊头运动机构。
6.本技术提供的一种高精度点胶焊头运动机构,采用如下的技术方案。
7.一种高精度点胶焊头运动机构,包括:
8.马达安装座;
9.点胶焊头,用于在点胶位对半导体支架进行点胶;
10.θ轴运动组件,用于控制所述点胶焊头在点胶位和避让位往复运动,所述θ轴运动组件安装于所述马达安装座,所述θ轴运动组件包括θ轴运动马达、受所述θ轴运动马达驱使转动的z轴固定臂以及沿着所述z轴固定臂在竖直方向进行往复运动的z轴滑移块,所述点胶焊头安装于所述z轴滑移块;
11.z轴运动组件,用于控制所述z轴滑移块沿着竖直方向进行往复运动,所述z轴滑移块安装于所述马达安装座。
12.通过采用上述技术方案,点胶焊头安装于θ轴运动组件的z轴滑移块上,θ轴运动马达带动z轴固定臂在θ轴方向进行转动,z轴运动组件控制z轴滑移块沿着竖直方向往复运动,z轴运动组件和θ轴运动组件均安装于马达安装座,相比于曲柄摇杆机构本身存在刚性不足且传动链长,本技术方案中,z轴运动组件能够直接驱动点胶焊头在竖直方向上下运
动,θ轴运动组件能够直接驱动点胶焊头在θ轴方向进行摆动,从而实现取晶焊头的高精度运行。
13.可选的,所述马达安装座包括θ轴固定板以及z轴固定板,所述θ轴固定板沿着长度方向水平设置,所述z轴固定板沿着长度竖直设置,所述θ轴固定板与所述z轴固定板可拆卸连接,所述θ轴运动组件安装于所述θ轴固定板,所述z轴运动组件安装于所述z轴固定板。
14.通过采用上述技术方案,θ轴固定板的长度方向水平设置,z轴固定板的长度竖直设置,从而使得该马达安装座具有两个不同方向的安装基础。通过将θ轴运动组件安装于θ轴固定板,z轴运动组件安装于z轴固定板,从而使得θ轴运动组件与z轴运动组件相互独立安装,从而改善θ轴运动组件与z轴运动组件相互影响的问题。
15.可选的,所述θ轴固定板的底部设置有高度容置槽,所述z轴固定板包括设置于所述高度容置槽内的固定部以及位于所述固定部下方的安装部。
16.通过采用上述技术方案,θ轴固定板的底部设置有高度容置槽,z轴固定板的固定部安装部位于高度容置槽内,从而使得θ轴固定板与z轴固定板在高度方向能够更加紧凑,提高空间利用率。
17.可选的,所述z轴运动组件包括z轴运动马达以及同轴安装于所述z轴运动马达输出轴上的偏心凸轮,所述z轴运动马达设置于所述安装部;所述z轴滑移块远离所述点胶焊头所在的侧面设置有角度盘,所述偏心凸轮与所述角度盘于水平方向滑移配合。
18.通过采用上述技术方案,偏心凸轮与角度盘于水平方向滑移配合,由于角度盘设置于z轴滑移块远离点胶焊头所在的侧面,z轴滑移块于竖直方向与z轴固定臂滑移配合,当z轴运动马达带动偏心凸轮运动时,偏心凸轮带动角度盘在竖直方向上下运动。由于偏心凸轮与角度盘于水平方向滑移配合,角度盘与z轴滑移块固定连接,因此z轴滑移块在围绕θ轴转动的过程中,还能受到偏心凸轮的作用进行竖直方向的滑移运动,从而实现取晶焊头的高精度运行。
19.可选的,所述θ轴固定板的上表面设置有电机安装架,所述z轴运动马达安装于所述电机安装架的顶端面。
20.通过采用上述技术方案,z轴运动马达安装于电机安装架的顶端面,从而给θ轴运动马达的输出轴留出安装空间,便于z轴运动马达的安装与更换。
21.可选的所述θ轴运动马达的输出轴同轴安装有转动安装盘,所述转动安装盘与所述θ轴固定板转动配合,所述z轴固定臂与所述转动安装盘同轴固定。
22.通过采用上述技术方案,z轴固定臂与转动安装盘同轴固定,且转动安装盘与θ轴固定板转动配合,θ轴运动马达在驱动z轴固定臂进行转动的过程中,转动安装盘能够给z轴固定臂提供一个稳定的转动基础。
23.可选的,所述z轴固定臂的侧面开设置有同轴连接孔,所述同轴连接孔内设置有同轴连接件且所述同轴连接件穿设于所述转动安装盘。
24.通过采用上述技术方案,同轴连接件设置于同轴连接孔内,且同轴连接件穿设与转动安装盘,从而将z轴固定臂与转动安装盘通过插接固定的方式进行同轴固定连接,同时,需要将z轴固定臂从转动安装盘上拆卸下来时,只需要将同轴连接件从z轴固定臂的同轴连接孔中取出,从而提高z轴固定臂的拆装便利性。
25.可选的,所述z轴固定臂内设置有滑移空间,所述z轴滑移块位于所述滑移空间内,
且所述z轴滑移块与所述z轴固定臂通过交叉滚子导轨滑移配合。
26.通过采用上述技术方案,交叉滚子导轨的运动可靠性强且便于安装,通过在z轴滑移块与z轴固定臂之间安装交叉滚子导轨,从而提高点胶焊头在z轴方向的运动精度。
27.综上所述,本技术包括以下至少一种有益技术效果:
28.1.运行精度高。点胶焊头安装于θ轴运动组件的z轴滑移块上,θ轴运动马达带动z轴固定臂在θ轴方向进行转动,z轴运动组件控制z轴滑移块沿着竖直方向往复运动,z轴运动组件和θ轴运动组件均安装于马达安装座,偏心凸轮与角度盘于水平方向滑移配合,角度盘设置于z轴滑移块远离点胶焊头所在的侧面,z轴滑移块于竖直方向与z轴固定臂滑移配合,当z轴运动马达带动偏心凸轮运动时,偏心凸轮带动角度盘在竖直方向上下运动。偏心凸轮与角度盘于水平方向滑移配合,角度盘与z轴滑移块固定连接,因此z轴滑移块在围绕θ轴转动的过程中,还能受到偏心凸轮的作用进行竖直方向的滑移运动,从而实现取晶焊头的高精度运行。
29.2.运行稳定。θ轴固定板的长度方向水平设置,z轴固定板的长度竖直设置,从而使得该马达安装座具有两个不同方向的安装基础。通过将θ轴运动组件安装于θ轴固定板,z轴运动组件安装于z轴固定板,从而使得θ轴运动组件与z轴运动组件相互独立安装,从而改善θ轴运动组件与z轴运动组件相互影响的问题。
30.3.便于拆装。需要将z轴固定臂从转动安装盘上拆卸下来时,只需要将同轴连接件从z轴固定臂的同轴连接孔中取出,从而提高z轴固定臂的拆装便利性。
附图说明
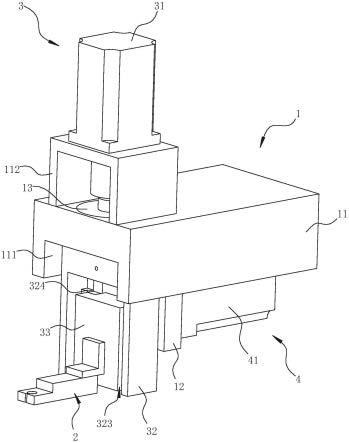
31.图1是本技术实施例中高精度点胶焊头运动机构的整体结构示意图;
32.图2是本技术实施例中高精度点胶焊头运动机构的剖面结构示意图;
33.图3是本技术实施例中角度盘与偏心凸轮配合的原理图。
34.附图标记说明:
35.1、马达安装座;11、θ轴固定板;111、高度容置槽;112、电机安装架;12、z轴固定板;121、固定部;122、安装部;13、转动安装盘;131、转动轴;2、点胶焊头;3、θ轴运动组件;31、θ轴运动马达;32、z轴固定臂;320、转动安装孔;321、同轴连接孔;322、同轴连接件;323、滑移空间;324、交叉滚子导轨;33、z轴滑移块;34、角度盘;4、z轴运动组件;41、z轴运动马达;42、偏心凸轮;422、高位段。
具体实施方式
36.以下结合附图1-3对本技术作进一步详细说明。
37.本技术实施例公开一种高精度点胶焊头运动机构。
38.参照图1和图2,一种高精度点胶焊头2运动机构,包括马达安装座1、点胶焊头2、θ轴运动组件3以及z轴运动组件4。其中,马达安装座1包括θ轴固定板11以及z轴固定板12。θ轴固定板11大体呈长方体块状,z轴固定板12大体呈长方体板状,θ轴固定板11沿着长度方向水平设置,z轴固定板12沿着长度竖直设置。θ轴固定板11与z轴固定板12之间通过螺栓可拆卸连接,θ轴运动组件3安装于θ轴固定板11,z轴运动组件4安装于z轴固定板12。为了提高该高精度点胶焊头2运动机构的空间利用率,θ轴固定板11的底部设置有左右贯穿的高度容
置槽111,z轴固定板12包括设置于高度容置槽111内的固定部121以及位于固定部121下方的安装部122。从而使得θ轴固定板11与z轴固定板12在高度方向能够更加紧凑。
39.参照图1和图2,θ轴运动组件3主要用于控制点胶焊头2在点胶位和避让位往复运动。θ轴运动组件3包括θ轴运动马达31、z轴固定臂32以及z轴滑移块33。θ轴固定板11的上表面设置有倒“冂”形的电机安装架112,θ轴运动马达31安装于电机安装架112的上表面且θ轴运动马达31的输出轴穿设于电机安装架112,从而给θ轴运动马达31的输出轴留出安装空间,便于z轴运动马达41的安装与更换。θ轴固定板11的上表面转动设置有转动安装盘13,转动安装盘13位于z轴运动马达41且与z轴运动马达41的输出轴通过联轴器同轴固定连接。
40.参照图1和图2,转动安装盘13的底部具有转动轴131,z轴固定臂32的顶部设置有转动安装孔320,转动安装盘13的转动轴131伸入转动安装孔320内,且z轴固定臂32与转动轴131同轴固定连接。具体的,z轴固定臂32的侧面开设置有同轴连接孔321,同轴连接孔321内设置有同轴连接件322。在本实施例中,同轴连接件322为锁紧螺栓。同轴连接件322穿设于转动安装盘13的转动轴131内,由于同轴连接件322部分位于同轴连接孔321内,从而将z轴固定臂32与转动安装盘13通过插接固定的方式进行同轴固定连接,同时,需要将z轴固定臂32从转动安装盘13上拆卸下来时,只需要将同轴连接件322从z轴固定臂32的同轴连接孔321中取出,从而提高z轴固定臂32的拆装便利性。
41.参照图1和图2,z轴固定臂32大体呈倒“冂”形设置,z轴固定臂32具有两条伸出的安装臂,两条安装臂之间具有滑移空间323,z轴滑移块33位于滑移空间323内,且z轴滑移块33与z轴固定臂32通过交叉滚子导轨324滑移配合。由于交叉滚子导轨324的运动可靠性强且便于安装,从而提高点胶焊头2在z轴方向的运动精度。
42.参照图2和图3,z轴运动组件4包括z轴运动马达41以及偏心凸轮42,偏心凸轮42同轴安装于z轴运动马达41输出轴上,z轴运动马达41安装于z轴固定板12的安装部122。在本实施例中,偏心凸轮42为一根固定杆,固定杆的一端固定安装于z轴运动马达41输出轴上,固定杆的另一端安装有滚动轴承,以使得固定杆在转动过程中更加稳定。z轴滑移块33远离点胶焊头2所在的侧面设置有半圆形的角度盘34,偏心凸轮42与角度盘34于水平方向滑移配合。
43.参照图2和图3,偏心凸轮42与角度盘34于水平方向滑移配合,由于角度盘34设置于z轴滑移块33远离点胶焊头2所在的侧面,z轴滑移块33于竖直方向与z轴固定臂32滑移配合,当z轴运动马达41带动偏心凸轮42运动时,偏心凸轮42带动角度盘34在竖直方向上下运动。由于偏心凸轮42与角度盘34于水平方向滑移配合,角度盘34与z轴滑移块33固定连接,因此z轴滑移块33在围绕θ轴转动的过程中,还能受到偏心凸轮42的作用进行竖直方向的滑移运动,从而实现焊头的高精度运行。具体地:
44.状态a。当偏心凸轮42的高位段422竖直朝上时,点胶焊头2处于状态a,此时点胶焊头2处于居中朝向的最大高度位置;
45.状态b。当z轴运动马达41顺时针转动90
°
,以使得偏心凸轮42的高位段422水平朝右的过程中,z轴运动马达41驱动z轴固定臂32带动点胶焊头2朝左转动,点胶焊头2处于状态b,此时点胶焊头2处于偏左朝向的中间高度位置;
46.状态c。当z轴运动马达41继续顺时针转动90
°
,以使得偏心凸轮42的高位段422竖直朝下的过程中,z轴运动马达41驱动z轴固定臂32带动点胶焊头2朝右转动回到初始位置,
点胶焊头2处于状态c,此时点胶焊头2处于居中朝向的最小高度位置,此位置为点胶位置;
47.状态d。当z轴运动马达41继续顺时针转动90
°
,以使得偏心凸轮42的高位段422水平朝左的过程中,z轴运动马达41驱动z轴固定臂32带动点胶焊头2朝右转动,点胶焊头2处于状态d,此时点胶焊头2处于偏右朝向的中间高度位置;
48.回到状态a。当z轴运动马达41继续顺时针转动90
°
,以使得偏心凸轮42的高位段422竖直朝上的过程中,z轴运动马达41驱动z轴固定臂32带动点胶焊头2朝左转动,点胶焊头2回到状态a,此时点胶焊头2处于居中朝向的最大高度位置,形成一次点胶循环。
49.本技术实施例一种高精度点胶焊头2运动机构的实施原理为:偏心凸轮42与角度盘34于水平方向滑移配合,角度盘34设置于z轴滑移块33远离点胶焊头2所在的侧面,z轴滑移块33于竖直方向与z轴固定臂32滑移配合,当z轴运动马达41带动偏心凸轮42运动时,偏心凸轮42带动角度盘34在竖直方向上下运动。偏心凸轮42与角度盘34于水平方向滑移配合,角度盘34与z轴滑移块33固定连接,因此z轴滑移块33在围绕θ轴转动的过程中,还能受到偏心凸轮42的作用进行竖直方向的滑移运动,从而实现焊头的高精度运行。
50.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围。其中,相同的零部件用相同的附图标记表示。需要说明的是,上面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1