一种整版铜电镀VCP工艺及其应用的制作方法
一种整版铜电镀vcp工艺及其应用
技术领域
1.本发明涉及电路板技术领域,尤其涉及一种整版铜电镀vcp工艺及其应用。
背景技术:
2.目前使用电镀线大多为龙门式电镀线,其阴极与阳极位置在电镀时相对固定,由天车将阴极吊入放有阳极、镀液的铜缸开始电镀,电镀结束后由天车将阴极吊出,其由于阴阳极相对固定,阴极边缘会聚集较多的电力线,导致局部电流过大,在负片长达60min以上的电镀过程中,这一差异性会被放大,导致铜厚不均匀,且电镀喷淋方式为底喷,由于镀液重力原因,越靠上喷淋越小,镀液分散性越差,同时电镀阳极屏为纱网状,所有孔洞大小平均,无法将高低电位电力线区别屏蔽,容易导致整板电镀均匀性较差,难以满足生产需求。
技术实现要素:
3.本发明的目的是为了解决现有技术中存在的缺点,而提出的一种整版铜电镀vcp工艺及其应用。
4.为了实现上述目的,本发明采用了如下技术方案:一种整版铜电镀vcp工艺,包括以下步骤:
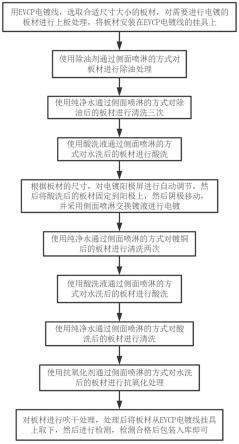
5.s1:采用evcp电镀线,选取合适尺寸大小的板材,对需要进行电镀的板材进行上板处理,将板材安装在evcp电镀线的挂具上;
6.s2:除油,使用除油剂通过侧面喷淋的方式对板材进行除油处理;
7.s3:水洗,使用纯净水通过侧面喷淋的方式对除油后的板材进行清洗三次;
8.s4:酸洗,使用酸洗液通过侧面喷淋的方式对水洗后的板材进行酸洗;
9.s5:镀铜,根据板材的尺寸,对电镀阳极屏进行自动调节,然后将酸洗后的板材固定到阳极上,然后阴极移动,并采用侧面喷淋交换镀液进行电镀;
10.s6:水洗,使用纯净水通过侧面喷淋的方式对镀铜后的板材进行清洗两次;
11.s7:酸洗,使用酸洗液通过侧面喷淋的方式对水洗后的板材进行酸洗;
12.s8:水洗,使用纯净水通过侧面喷淋的方式对酸洗后的板材进行清洗;
13.s9:抗氧化,使用抗氧化剂通过侧面喷淋的方式对水洗后的板材进行抗氧化处理;
14.s10:下板,对板材进行吹干处理,处理后将板材从evcp电镀线挂具上取下,然后进行检测,检测合格后包装入库即可。
15.为了对板体进行除油,本发明的改进有,所述s2中除油过程采用除油剂的为8%-1%hv201除油剂,除油温度控制为30-49℃,除油方式为侧面喷淋,其流量和压力为0.8-1.50l/min,除油喷洗时间为。
16.为了对板体进行清洗,本发明的改进有,所述s2、s6和s8中水洗采用纯净水,每次水洗的温度控制为30-49℃,水洗方式为侧面喷淋,流量和压力为0.8-1.50l/min,喷洗时间为0.35-1.2min。
17.为了对板体进行酸洗,本发明的改进有,所述s4和s7中酸洗过程采用的酸洗液为
硫酸,硫酸浓度为6%-10%,酸洗方式为侧面喷淋,流量和压力为0.8-1.50l/min,喷洗时间为0.35-1.2min。
18.为了达到较好的电镀效果,本发明的改进有,所述s5中镀液为:硫酸铜60-100g/l、硫酸180-250g/l、氯离子40-70ppm、st199a 0.8-1.5ml/l、st199m5-15ml/l、st1992-5ml/l,渡槽温度控制为20-28℃,优选温度为24℃,渡槽镀液流量和压力分别为:500-1000l/min,5-15kg/cm
2,
时间与速度分别为:
19.9.7-38.8min,0.5m/min-2.0m/min。
20.为了对镀铜进行抗氧化处理,本发明的改进有,所述s9中抗氧剂采用含有甲基苯并三氮唑的有机溶剂,喷淋方式为侧面喷淋,流量和压力为0.8-1.50l/min,喷淋时间为0.35-1.2min。
21.为了达到较为均匀的喷淋效果,本发明的改进有,所述s1-s9中侧面喷淋均由泵浦控制喷淋压力。
22.一种权利要求1-8任一种整版铜电镀vcp工艺作为整板电镀的应用。
23.与现有技术相比,本发明的优点和积极效果在于,
24.本发明中,通过evcp电镀线进行电镀,evcp阳极固定,阴极移动,单个阴极对应所有阳极,并采用侧喷交换镀液,通过自动升降阳极屏及导轨屏蔽电力线均匀性提升较大,阳极固定,阴极移动,同一板材会经过所有阴极,板材一致性好,前后挂陪镀板后不存在边缘效应导致的极差,且电镀喷淋方式为侧喷,由泵浦控制压力,镀液分散性好,同时电镀阳极屏为根据制板尺寸自动调节,能够根据不同尺寸板材量身打造,提高整板电镀均匀性,以便达到较好的生产效果,满足生产需求,同时对电镀后的板材进行抗氧化处理,使板材能够具有较长的使用寿命,达到较好的使用效果。
附图说明
25.图1为本发明提出一种整版铜电镀vcp工艺及其应用的流程图;
26.图2为本发明提出一种整版铜电镀vcp工艺及其应用的龙门线的产品测试数据;
27.图3为本发明提出一种整版铜电镀vcp工艺及其应用的evcp电镀线的产品测试数据。
具体实施方式
28.为了能够更清楚地理解本发明的上述目的、特征和优点,下面结合附图和实施例对本发明做进一步说明。需要说明的是,在不冲突的情况下,本技术的实施例及实施例中的特征可以相互组合。
29.在本发明的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
30.实施例
31.一种整版铜电镀vcp工艺,包括以下步骤:
32.s1:采用evcp电镀线,选取合适尺寸大小的板材,对需要进行电镀的板材进行上板处理,将板材安装在evcp电镀线的挂具上;
33.s2:除油,使用除油剂通过侧面喷淋的方式对板材进行除油处理;
34.s3:水洗,使用纯净水通过侧面喷淋的方式对除油后的板材进行清洗三次;
35.s4:酸洗,使用酸洗液通过侧面喷淋的方式对水洗后的板材进行酸洗;
36.s5:镀铜,根据板材的尺寸,对电镀阳极屏进行自动调节,然后将酸洗后的板材固定到阳极上,然后阴极移动,并采用侧面喷淋交换镀液进行电镀,镀液为:硫酸铜60-100g/l、硫酸180-250g/l、氯离子40-70ppm、st199a0.8-1.5ml/l、st199m 5-15ml/l、st1992-5ml/l,渡槽温度控制为20-28℃,优选温度为24℃,渡槽镀液流量和压力分别为:500-1000l/min,5-15kg/cm
2,
时间与速度分别为:9.7-38.8min,0.5m/min-2.0m/min;
37.s6:水洗,使用纯净水通过侧面喷淋的方式对镀铜后的板材进行清洗两次;
38.s7:酸洗,使用酸洗液通过侧面喷淋的方式对水洗后的板材进行酸洗;
39.s8:水洗,使用纯净水通过侧面喷淋的方式对酸洗后的板材进行清洗;
40.s9:抗氧化,使用抗氧化剂通过侧面喷淋的方式对水洗后的板材进行抗氧化处理;
41.s10:下板,对板材进行吹干处理,处理后将板材从evcp电镀线挂具上取下,然后进行检测,检测合格后包装入库即可。
42.evcp电镀线阳极固定,阴极移动,单个阴极对应所有阳极,并采用侧喷交换镀液,通过自动升降阳极屏及导轨屏蔽电力线均匀性提升较大,阳极固定,阴极移动,同一板材会经过所有阴极,板材一致性好,前后挂陪镀板后不存在边缘效应导致的极差,且电镀喷淋方式为侧喷,由泵浦控制压力,镀液分散性好,同时电镀阳极屏为根据制板尺寸自动调节,能够根据不同尺寸板材量身打造,提高整板电镀均匀性,以便达到较好的生产效果,满足生产需求。
43.s2中除油过程采用除油剂的为8%-1%hv201除油剂,除油温度控制为30-49℃,除油方式为侧面喷淋,其流量和压力为0.8-1.50l/min,除油喷洗时间为,s2、s6和s8中水洗采用纯净水,每次水洗的温度控制为30-49℃,水洗方式为侧面喷淋,流量和压力为0.8-1.50l/min,喷洗时间为0.35-1.2min,s4和s7中酸洗过程采用的酸洗液为硫酸,硫酸浓度为6%-10%,酸洗方式为侧面喷淋,流量和压力为0.8-1.50l/min,喷洗时间为0.35-1.2min,对板材表面进行除油、酸洗以及水洗,使板体表面无杂质,使板材在进行电镀时能够得到较好的电镀效果,防止杂质与油污影响电镀效果,以便板材能够得到均匀的电镀效果,满足生产需求,同时在抗氧化处理前对板材进行清洗,使板材能够得到较好的抗氧化处理效果,以便达到较好的加工处理效果。
44.s9中抗氧剂采用含有甲基苯并三氮唑的有机溶剂,喷淋方式为侧面喷淋,流量和压力为0.8-1.50l/min,喷淋时间为0.35-1.2min,通过抗氧化剂对电镀后的板材进行抗氧化处理,使板材表面的镀铜不易氧化,以便后续导电使用时,能够达到较好的导电效果,同时能够使板材具有较长的使用寿命,达到较好的使用效果。
45.s1-s9中侧面喷淋均由泵浦控制喷淋压力,泵浦能够准确的控制喷淋压力,以便喷淋过程更加均匀,同时采用侧面喷淋,使喷淋更加分散,以便板材能够得到更好更加均匀的电镀与清洗效果。
46.一种整版铜电镀vcp工艺作为整板电镀的应用。
47.工作原理:通过evcp电镀线进行电镀,evcp阳极固定,阴极移动,单个阴极对应所有阳极,并采用侧喷交换镀液,通过自动升降阳极屏及导轨屏蔽电力线均匀性提升较大,阳极固定,阴极移动,同一板材会经过所有阴极,板材一致性好,前后挂陪镀板后不存在边缘效应导致的极差,且电镀喷淋方式为侧喷,由泵浦控制压力,镀液分散性好,同时电镀阳极屏为根据制板尺寸自动调节,能够根据不同尺寸板材量身打造,提高整板电镀均匀性,以便达到较好的生产效果,满足生产需求,同时对电镀后的板材进行抗氧化处理,使板材能够具有较长的使用寿命,达到较好的使用效果。
48.以上,仅是本发明的较佳实施例而已,并非是对本发明作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例应用于其它领域,但是凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本发明技术方案的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1