电动阀的制作方法
电动阀
【技术领域】
1.本发明涉及制冷控制技术领域,特别涉及一种电动阀。
背景技术:
2.冰箱等冷冻冷藏设备广泛地应用于各类场合,以冰箱为例,冰箱的各温区按预设温度的一定区间进行控制,即间歇式制冷,在达到预设的温度时,压缩机停机;在温区的实际温度高于预设温度时,压缩机启动进行制冷,使该温区的温度达到预设温度。在压缩机的每次停机重新启动,会产生较大的启动功耗,而且每次启动初期均会有高温的制冷剂先进入蒸发器先升温,在达到制冷循环的条件后才进行制冷,节流则采用毛细管来实现。
技术实现要素:
3.本发明的其中一个实施例的目的在于提供一种电动阀,该电动阀采用行星齿轮机构,能够方便齿轮的装配。为此,本发明的一个实施例采用如下技术方案:
4.一种电动阀,其特征在于,包括阀体,所述阀体包括阀座组件、太阳轮、固定齿轮、齿轮滑块、行星齿轮组、阀轴;所述阀座组件与所述阀轴固定连接或者限位连接,所述阀座组件与套管部件固定连接;
5.所述行星齿轮组包括至少三个行星齿轮,任一所述行星齿轮包括大径齿轮和小径齿轮;所述齿轮滑块包括滑块齿轮部,所述滑块齿轮部与所述小径齿轮啮合;
6.所述固定齿轮包括固定齿轮本体和固定齿轮支架,所述固定齿轮支架采用金属材料制成,所述固定齿轮支架与所述阀座组件焊接固定;
7.所述固定齿轮的齿数为48个,所述大径齿轮的齿数为18个,所述小径齿轮的齿数为12个。
8.本发明实施方式提供的电动阀,采用行星齿轮减速系统,固定齿轮的齿数为48个,所述大径齿轮的齿数为18个,所述小径齿轮的齿数为12个。装配时各齿轮能够顺利实现啮合,从而方便齿轮组件的装配。
【附图说明】
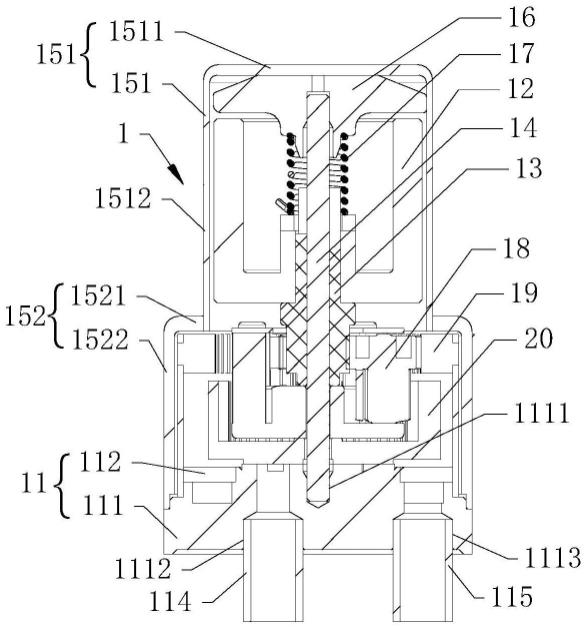
9.图1为本发明一种实施方式的剖面示意图;
10.图2是本实施方式提供的阀座组件与第一接管和第二接管及阀轴配合结构俯视图;
11.图3为图2的a-a视图;
12.图4为本实施方式提供的阀座组件与第一接管和第二接管及阀轴配合结构立体视图;
13.图5是本发明一种实施方式提供的固定齿轮组件结构立体示意图;
14.图6是本发明一种实施方式提供的固定齿轮组件结构剖视图;
15.图7是本发明第一实施方式提供的齿轮滑块的正面视角外观示意图;
16.图8是本发明第一实施方式提供的齿轮滑块的反面视角外观示意图;
17.图9是第一实施方式提供的行星齿轮组的结构示意图;
18.图10是本发明一种实施方式的行星齿轮组装配状态示意图;
19.图11为电动阀处于全关状态时齿轮滑块与阀座组件的位置关系示意图;
20.图12为电动阀处于流量调节的中间状态时齿轮滑块与阀座组件的位置关系示意图;
21.图13为电动阀处于流量全开状态时齿轮滑块与阀座组件的位置关系示意图;
22.图14是一种制冷系统示意图;
23.图15是一种制冷系统的流量曲线图。
【具体实施方式】
24.为了使本领域的技术人员更好地理解本发明的技术方案,下面结合附图和具体实施例对本发明作进一步的详细说明。
25.请具体参考图1,图1是本发明一种实施方式的剖面示意图。如图1所示,本实施方式提供的电动阀包括阀体1和定子线圈(图中未示出)。阀体1包括阀座组件11、转子12、以及阀轴14。电动阀的定子线圈连接驱动控制器,驱动控制器通电后,会向定子线圈发出脉冲驱动信号,定子线圈产生周期性变化的磁场,从而驱动电动阀的转子12进行正向或者反向旋转。
26.转子12与太阳轮13固定连接,这样,当转子12发生转动的时候,就能够带动太阳轮13同步进行旋转,在本实施方式中,转子12与太阳轮13为固定连接,当然,也可以设置为限位连接,只需满足转子12能够带动太阳轮13一起旋转即可。太阳轮13设置有穿过其中心的通孔,阀轴14穿设于通孔,并且太阳轮13能够自如地围绕阀轴14转动,阀轴14的一端与阀座组件11固定连接,另一端与设于阀体顶部的轴套16固定连接,当然,阀轴14可以设置为直接与壳体固定连接的方式,这样,阀轴14能够为转子12以及太阳轮13的旋转提供良好的同心度。
27.电动阀包括套管部件,在本实施方式中,套管部件包括第一套管部件151以及第二套管部件152,第一套管部件151大体呈一端开口的套筒状,可以采用不锈钢材料制成,具有第一顶壁部1511和第一侧壁部1512,第二套管部件152大体呈两端开口的套筒状,也可以采用不锈钢材料制成,具有第二顶壁部1521和第二侧壁部1522。第二套管部件的第二侧壁部的直径大于第一套管部件的第一侧壁部的直径,这样,第一套管部件151的下端部与第二套管部件152的顶壁部配合固定,比如通过焊接的方式进行固定。第二套管部件152的第二侧壁部1522的下端边缘部则与阀座组件11固定连接,比如通过焊接的方式进行固定连接。当然,附图1作为一种具体的实施方式,示出了第一套管部件与第二套管部件的一种具体结构和连接方式,本领域技术人员也可以作为一定的变换,比如,第二套管部件不设置第二顶壁部1521,而是作为一个两端开口的等径套筒,而在第一套管部件的底部设置一个沿着径向向外延伸的底壁部,然后与第二套管部件固定连接,也可以实现上述连接关系。或者,不再区分第一套管部件和第二套管部件,而是做成一体成型的套管部件,比如采用金属板一次冲压成型,使其同时形成第一侧壁部1512、第二侧壁部1522、第一顶壁部1511、第二顶壁部1521,同样也能够实现本发明的目的,本实施方式采用第一套管部件和第二套管部件进行
连接的方式,只是一种具体的实现手段,不能理解为对保护范围的限制。
28.轴套16的一端与阀轴14限位或者固定连接,轴套16的另一端与第一顶壁部1511抵接,并且轴套16的边缘可以与第一侧壁部1512相抵接,如图1所示,轴套16保证阀轴的轴线与阀体的中轴线大致重合。轴套16与太阳轮13之间设置有弹簧17,弹簧17能够对太阳轮13提供一定的预紧力,约束太阳轮13向上发生过大的位移量。需要说明的是,本实施方式中,太阳轮13与转子12的连接方式下,弹簧的下端是抵接在太阳轮上,而由于太阳轮与转子可视为一个组件,在结构上存在多种组合方式,因此,也可以设置为将弹簧的下端与转子相抵接。
29.在大致由第一套管部件、第二套管部件、阀座组件围成的阀腔内,还设置有行星齿轮组件18、固定齿轮19、阀块齿轮20,其主要工作原理为:转子和太阳轮旋转驱动行星齿轮组件的行星齿轮旋转,行星齿轮在旋转的同时带动阀块齿轮旋转,以改变阀块齿轮相对于阀座组件的位置,达到控制流量的目的。以下将针对阀座组件、行星齿轮组件、固定齿轮、阀块齿轮的结构以及连接或配合关系进行介绍。
30.请参考图2,图3,图4,图2是本实施方式提供的阀座组件与第一接管和第二接管及阀轴配合结构俯视图,图3为图2的a-a视图,图4为本实施方式提供的阀座组件与第一接管和第二接管及阀轴配合结构立体视图。本实施例提供的阀座组件11,包括阀座本体部111、隔板部112。电动阀还包括第一接管114和第二接管115,阀座本体部111与第一接管114以及第二接管115固定组装。第一接管114和第二接管115分别作为电动阀流体介质的流入或流出通道,一般用于其安装在冰箱、冷柜、空调等制冷、制热系统中与系统管路连接。
31.阀座本体部111设置有安装孔部1111,本实施方式中,安装孔部1111呈盲孔结构,即未贯通阀座本体部111,装配后,阀轴14插入第一孔部1111固定。阀座本体部111的位于安装孔部1111的另一侧,还设置有第一接管安装部1112和第二接管安装部1113,第一接管安装部1112和第二接管安装部1113都为贯穿第一板体部111上下表面的通孔,第一接管114通过第一接管安装部1112与第一板体部111固定连接,第二接管115通过第二接管安装部1113与第一板体部111固定连接。在本实施例中,第一接管安装部1112和第二接管安装部1113的通孔呈台阶状,在安装第一接管和第二接管时,台阶部可以起到定位的作用,即,第一接管114插入第一接管安装部1112后与台阶部实现抵接,从而保证插入的深度。阀体本体部111的外边缘设置有第一台阶部1114和第二台阶部1115,在装配时,第二套管部件的第二侧壁部1522可以与第一台阶部1114抵接定位并配合,具体可以通过焊接的方式进行固定连接。第二台阶部1115用于与下文所述的固定齿轮组件定位并配合。
32.阀座本体部111还设置有流量调节部1116和阀口部1117,流量调节部1116设置于阀座本体部111的上表面,即配合面1134,流量调节部1116相对于配合面1134向内凹陷,形成不贯穿的槽状结构,在槽的一端与阀口部1117相连,阀口部1117形成贯穿阀座本体部,并能够与第一接管114的内部连通,流体可以从第二接管115流入电动阀的阀腔,并能够沿着流量调节部1116流动,并从阀口部1117的流出第一接管114。阀口部1117形成贯穿阀座本体部111的流通孔,其与配合面1134上形成阀口轮廓线1117a。在阀口部1117的一侧,在配合面1134形成向内凹陷的流量调节部1116,流量调节部1116整体呈狭长的弧形槽状,由第一曲线1116a和第二曲线1116b限定流量调节部的1116的边缘线。第一曲线1116a可以采用阿基米德螺线,也可以采用圆弧线,第一曲线1116a的一端与阀口部1117在配合面1134的阀口轮
廓线1117a相交于b点。第二曲线1116b可以采用阿基米德螺线,第二曲线1116b的一端与阀口轮廓线1117a相交于c点。这样,第一曲线1116a与第二曲线1116b之间的间距沿着靠近阀口部1117的方向逐断增大。流量调节部1116整体尺寸较小,相对于普通采用针阀结构的流量调节阀来说,特别适用于小流量的精确调节,比如冰箱制冷系统的制冷剂流量调节。下文所述的齿轮滑块能够与配合面1134贴合并相对阀座本体部旋转以改变流量调节部的通流截面积。
33.更进一步地,还可以对流量调节部1116的深度进行设置,使流量调节部1116的深度沿着阀口部1117的延伸方向逐渐增大,作为一种具体的实施方式,在靠近阀口部1117的一端,流量调节部1116的深度h1满足:0.3mm<h1<0.7mm,在靠近第三曲线1116c的一端,流量调节部1116的深度h2满足:0.05mm<h2<0.15mm。这样,能够实现小流量扩大调节范围,使流量调节趋近于线性变化。在实际操作中,可以根据系统流量的需要,对流量调节部1116的宽度和深度进行相应的设置,以满足不同的需求。
34.隔板部112大致呈板状结构,可以采用粉末冶金加工而成,包括隔板本体1123,隔板本体1123开设有若干上下贯穿的隔板部通孔1121,并在其一个表面向上凸起设置有隔板部凸台1122,用于对齿轮滑块20的起始限位。隔板部112与阀座本体部111可以采用焊接固定,并使得第二接管安装部1113在轴向方向上与隔板本体1123相对,或者至少部分与隔板本体1123相对。需要说明的是,本文中所述的隔板本体1123是指不包括隔板部通孔1121的实体部分。在本实施方式中,第二接管安装部完全与隔板本体1123相对设置,这样,从第二接管115流入的高压冷媒就不会直接冲入阀腔,而是被隔板本体1123所阻挡,因此,与阀座本体部111表面贴合滑动的齿轮滑块20就不会直接受到高压冷媒的冲击力,有利于提高电动阀的工作稳定性。隔板部112与阀座本体部111固定后,两者之间就形成了一条大致呈环状的流通通道116,高压冷媒从第二接管115流入后被隔板本体1123阻挡并缓冲,而进入流通通道116,然后通过若干个隔板部通孔1121流入电动阀的阀腔。
35.隔板部凸台1122用于对齿轮滑块20进行起始限位,具体而言,如图2所示的阴影三角形,由阀座安装孔部1111的中心轴线、阀口部1117的中心轴线以及隔板部凸台1122的一侧端点在某一横截面连接而成的三角形,这种设置方式的好处是,由于阀座安装孔部1111和阀口部1117相对位置是固定不变的,这样,可以通过工装对隔板部凸台1122与阀座的相对位置进行定位,使得图示的阴影三角形始终保持一致,即三点确定相对位置,换言之,在进行批量化生产时,在排除必要的装配误差的情况下,隔板部112总是能够与阀座本体部111保持基本相同的相对位置,从而使滑块齿轮20与阀口部1117的相对位置也得到保证,产品的一致性相对较好,使电动阀的流量控制更为精确。
36.请参照图5、图6,图5是本发明一种实施方式提供的固定齿轮组件结构立体示意图,图6是本发明一种实施方式提供的固定齿轮组件结构剖视图。固定齿轮19包括固定齿轮本体191和固定齿轮支架192。如图5所示,固定齿轮支架192可以采用不锈钢管件或板材冲压卷制焊接制成。具体而言,固定齿轮支架192大体呈薄壁的空心圆筒状,以图5为基准,在固定齿轮支架192的上侧的周壁开设有若干支架通孔部1921,支架通孔部1921可以采用冲孔的方式加工成工。固定齿轮支架具有支架上端面1922和支架下端面1923,其中,支架下端面1923在装配后与第二台阶部1115相抵接以实现固定齿轮在轴向位置的向下限位。固定齿轮支架192可以通过焊接比如激光焊的方式与阀座本体部111进行固定连接。
37.固定齿轮本体191大体呈圆环状,可以采用注塑成型的方式制成。即,可以将固定齿轮支架192放入预设的模具中,通过注塑的方式成型出固定齿轮本体191,由于支架通孔部1921的设置,固定齿轮本体的外周壁上会形成相对应的凸出部1911,凸出部1911与支架通孔部1921紧密结合,使得固定齿轮本体191与固定齿轮支架192固定连接为一体,而不易松动或脱落。固定齿轮本体191的内缘为固定齿1912,用于与下文所述的行星齿轮组18啮合。
38.本实施方式提供的固定齿轮组件,包括固定齿轮支架和固定齿轮本体,其中,固定齿轮支架为两端开口的套筒结构,取材方便,加工简单,适合大批量生产,而固定齿轮本体直接在固定齿轮支架作为嵌件放入模具中注塑成型,两者结合紧密,产品的一致性较好。同时,固定齿轮支架为金属材料制成,直接与阀座本体部通过激光焊的方式,使固定齿轮组件在轴向方向的定位可靠。需要说明的是,本实施方式提供的固定齿轮组件,可适用于不同结构的电动阀产品中,其产生的技术效果并不依赖于上述实施方式记载的阀座结构、滑块结构等等。
39.请参照图7、图8,图7是本发明第一实施方式提供的齿轮滑块的正面视角外观示意图,图8是本发明第一实施方式提供的齿轮滑块的反面视角外观示意图。齿轮滑块20大体呈有底的圆筒状,包括本体部201以及从本体部201外缘部凸起的定位部202,定位部202的截面大体呈扇环形,并与本体部201同轴设置,即定位部202的外径大于本体部201的外径,使得定位部202形成两个端部,即第一定位部2021和第二定位部2022。齿轮滑块20还包括设置于其中心位置的通孔部204,阀轴14穿过通孔部204所形成的通孔后与阀座组件固定连接,因此,齿轮滑块20可以围绕阀轴14旋转。在装配后,齿轮滑块20与固定齿轮19同轴设置,定位部202的周壁距离中心轴线的间距与上述隔板部112的隔板部凸台1122距离中心轴线的间距相匹配,即齿轮滑块20向图示的逆时针方向旋转至极限位置时,第一定位部2021与隔板部凸台1122的一侧相抵接,使齿轮滑块不能继续旋转;齿轮滑块20向图示的顺时针方向旋转至极限位置时,第二定位部2022与隔板部凸台1122的另一侧相抵接,使齿轮滑块不能继续旋转。这样通过定位部202和隔板部凸台1122的配合,确定了齿轮滑块的转动行程。需要说明的是,定位部202的长度(即沿着齿轮滑块圆周方向的长度)可以根据系统的需要进行调整。
40.齿轮滑块20的内周壁设置有滑块齿轮部203,滑块齿轮203可以与下文所述的行星齿轮组件啮合,并在行星齿轮的带动下发生旋转。齿轮滑块20的底部设置有流量控制部205,流量控制部205的整体具有一定的高度,如图7所示,流量控制部205在齿轮滑块20的底面上沿其轴向延伸一定的高度,形成用于与阀座本体部111的配合面1134相贴合,并可相对配合面1134旋转的贴合面2051,同时,在流量控制部205的一个部位设置缺口部2052,这样,当齿轮滑块20与阀座本体部111贴合时,流量控制部205位于缺口部2052的位置没有与第三板体部113接触,流体可以从缺口部2052所形成的空间里流入或流出。
41.请参照图9,图9是第一实施方式提供的行星齿轮组的结构示意图。行星齿轮组18包括行星架181和盖板182,行星架181包括底部1812以及从由底部1812向上延伸的三个支撑柱1811。需要说明的是,本实施方式示例了3个行星齿轮的结构,实际上行星齿轮的结构可以根据输出扭矩的需要进行设置,不局限于3个行星齿轮。为此,本实施方式中,支撑柱1811的数量也为3个,并沿圆周方向均匀分布,3个行星齿轮183则设置在相邻的两个支撑柱
1811之间。行星架181和盖板182固定连接,对行星齿轮183进行轴向的限位。具体而言,可以在盖板182上设置小孔,将支撑柱1811的端部18111伸出小孔后实施压接变形,从而实现固定连接。行星架181可以采用塑料注塑成型,盖板182可以采用金属板材冲压制成,这样,可以方便地对端部18111实施加热变形等方式,使盖板不会脱离行星架。3个行星齿轮183分别通过行星齿轮轴184限位在行星架上,并且,行星齿轮183能够围绕行星齿轮轴184旋转,行星齿轮轴184的一端与行星架底部1812固定连接或限位抵接,另一端与盖板182固定连接或抵接。
42.以其中一个行星齿轮183为例,行星齿轮183包括两级齿轮,即位于相对上端的大径齿轮1831和位于相对下端的小径齿轮1832。行星齿轮183的大径齿轮1831一侧的端面设置有若干个相对位置定位孔1833。在装配时,太阳轮13从行星齿轮组18的中心轴部位向下插入,并与大径齿轮1831啮合,带动行星齿轮183转动,3个行星齿轮183围成一个虚拟的圆,大径齿轮1831的内侧与太阳轮13啮合,大径齿轮1831的外侧与固定齿轮19的固定齿1912啮合。这样,太阳轮13转动时,带动行星齿轮183转动,行星齿轮183在自身绕着行星齿轮轴184转动的同时,还沿着固定齿轮的固定齿1912转动。小径齿轮1832则与齿轮滑块20的滑块齿轮部203啮合,从而带动齿轮滑块20旋转,齿轮滑块的转动通过上文所述的第一定位部2021、第二定位部2022分别与固定齿轮的凸起部1921的抵接来实现止动。这样,电动阀通过电磁线圈通电驱动转子及太阳轮13旋转,经过行星齿轮组减速,最终带动齿轮滑块20旋转,并通过齿轮滑块底部设置的流量控制部205与阀座本体部111的配合面1134相贴合,使流量控制部的缺口部2052与第三板体部的流量调节部1116的不同部位相对应,以实现流量的调节功能。
43.请参照图10,图10是本发明一种实施方式的行星齿轮组装配状态示意图。在本实施方式中,太阳轮的齿数为12个,太阳轮的齿数与电机转子的24极相对应,这样,在装配时产品几乎不会产生相位偏差。固定齿轮所设置的固定齿数量为48个,行星齿轮组件的大径齿轮1831的齿数为18个,小径齿轮1832的齿数为12个;与之相对应的是,定位孔1833的个数为6个,即为18与12的公约数。这种设计方案可以实现1:21的较大传动比,即使用较小的行星齿轮传动机构来输出较大的传动比。行星齿轮中大径齿轮1831设置为18齿,小径齿轮设置为12齿,可以小型化输出部件结构空间,从而使电动阀的起始定位空间得到相对增大,从而实现电动阀的小型化,同时能够增大输出端传动齿轮的强度,提高产品的可靠性。定位孔1833用于齿轮装配时确定相对位置和角度,以方便装配操作。如图10所示,在组装时,通过其中三个行星轮的三个定位孔1833到行星齿轮机构的中点的连线两两夹角为120度,这样,三个行星轮可以方便地与固定齿轮啮合,或者与滑块齿轮啮合,由于定位孔1833限定行星轮齿的角度,因此可以保证装配时顺利实现啮合,而减少发生干涉的情况。即,组装时三个行星轮通过定位后具有确定的轮齿朝向,可以先与固定齿轮装配后再与齿轮滑块的内齿圈配合,也可以先与齿轮滑块的内齿圈配合后再与固定齿轮装配。滑块齿轮部的内齿数可以根据需要进行设置,在本实施方式中滑块齿轮部的齿数为42个。
44.下面结合图11-15来说明流量调节的过程。其中,图11为电动阀处于全关状态时齿轮滑块与阀座组件的位置关系示意图,图12为电动阀处于流量调节的中间状态时齿轮滑块与阀座组件的位置关系示意图,图13为电动阀处于流量全开状态时齿轮滑块与阀座组件的位置关系示意图。图14是一种制冷系统示意图,图15是一种制冷系统的流量曲线图。
45.如图14所示,一种制冷系统,包括压缩机a01、蒸发器a02、冷凝器a03、电动阀a04,构成一个基本的制冷系统回路。同时,在回路中还可以设置过滤器a05以过滤制冷系统内的杂质,保证系统的良好运行。在制冷系统中,采用本技术上述的电动阀代替了普通的冰箱制冷系统中常用于节流的毛细管,使得制冷回路的冷媒流量可调节,如图15所示,电动阀在10ps(脉冲)位置时,流量为0,此时电动阀处于全关状态。具体而言,如图11所示,齿轮滑块20的第二定位部2022与隔板部凸台1122的一侧相抵接,此时,在图11所示的投影图中,流量控制部2051设置的缺口部2052在轴向的投影与流量调节部1116及阀口部1117均没有重叠部分,即流量调节部1116和阀口部1117均被流量控制部2051所贴合覆盖,而流体无法流入流量调节部1116,此时电动阀处于全关状态。即,齿轮滑块20与阀座本体部111至少存在一个相对位置,缺口部2052在轴向的投影与阀口部1117在轴向的投影、缺口部2052在轴向的投影与流量调节部1116在轴向的投影均不存在重叠区域。
46.如图15所示,电动阀在50ps-500ps的区间为线性流量调节区,控制流量调节区间范围。具体而言,如图12所示,齿轮滑块20逆时针旋转一定的角度后,流量控制部2051在轴向的投影与流量调节部1116有部分的重叠,即图示的黑色区域,黑色区域为流量调节部1116的一部分,此时,电动阀阀腔内的流体能够从缺口部2052所形成的空间流入,并通过流量调节部1116的黑色区域流入流量调节部1116所形成的弧形槽内,然后从阀口部1117流出,此时黑色区域的横截面积决定了电动阀的节流流量。本领域技术人员可以理解,图12示出了齿轮滑块的一具体位置,而随着齿轮滑块20的不断旋转,相应的黑色区域的横截面积会呈递增状态,这一过程,就是电动阀的流量调节过程,,此时的流量调节区间为0.25~10l/min,如图15所示。即,齿轮滑块20与阀座本体部111至少存在一个相对位置,缺口部2052在轴向的投影与流量调节部1116在轴向的投影部分重叠,投影重叠的截面积即限定所述电动阀的流量。冰箱初始上电时,通过对阀的流量控制(0.25-10l/min),控制蒸发器蒸发温度和蒸发器表面温度处于凝露状态,通过风扇驱动冷冻室空气经过蒸发器形成对流,设定时间对箱体进行除湿处理,经过除湿处理后,调节电动阀输出流量,控制蒸发器蒸发温度和蒸发器表面温度,实现对冷冻箱体的降温,在经过除湿处理后,可以减少和减缓蒸发器表面的结霜和结冰,提高换热效度,实现冰箱快速降温并降低能耗。对于风冷冰箱,也可通过在对蒸发器进行化霜和调整蒸发器蒸发温度和蒸发器表面温度处于凝露状态,通过风扇和风门控制,实现对风冷冰箱冷藏室进行增加湿度并对湿度进行控制,提高风冷冰箱的保鲜效果。对于直冷冰箱,可以设置多个蒸发器串接,必要时每个蒸发器进口均设置一个电动阀,或多个蒸发器并联,每个蒸发器进口均设置电动阀。
47.如图15所示,电动阀在500ps-650ps时,由流量调节状态转变为全开状态。全开流量不小于200l,在该状态下系统运行时,冷媒路径为:压缩机a01排气口
→
冷凝器a04
→
过滤器a05
→
电动阀a04
→
蒸发器a02
→
压缩机a01吸气口。如图13所示,齿轮滑块20逆时针旋转至第一定位部2021与隔板部凸台1122的另一侧相抵时,停止转动,此时,缺口部2052在轴向的投影与流量调节部靠近阀口部的部分以及阀口部形成重叠区域,即,阀口部1117整体位于缺口部2052所在的位置,此时,电动阀阀腔内的流体从缺口部2052所形成的空间流入,从阀口部1117流出,如图13中黑色区域所示,此时电动阀处于全开状态。即,齿轮滑块20与阀座本体部111至少存在一个相对位置,缺口部2052在轴向的至少部分投影与阀口部1117在轴向的投影重叠,阀口部1117所形成的阀口与第一接管114的内部空间连通,阀口部1117的
内径限定所述电动阀的流量。在整体运行状态中,由于电动阀全开大流量贯通,近于无节流状态,只是气态冷煤在管路中循环流动,在正常室温状态下,流入蒸发器的冷煤温度与环境温度相近,与冷冻室蒸发器外表面实现交换,实现对发器化霜。
48.下面说明电动阀的装配过程。在一种实施方式中,可以先将阀座组件组装并固定为一个组件,即,阀座本体部111、隔板部112组装后,采用焊接的方式固定。或者阀座本体部111先与第一接管114、第二接管115焊接固定后再与隔板部112焊接固定。阀轴14既可以采用焊接的方式与阀座组件固定连接,也可以采用压装的式与阀座组件固定连接。然后,将齿轮滑块装入,即,将齿轮滑块的通孔部204沿着阀轴14装入,使齿轮滑块的贴合面2051与阀座的配合面1134相贴合。然后将行星齿轮组18装入齿轮滑块20,并使行星齿轮组18的小径齿轮1832与滑块齿轮部203啮合,而大径齿1831则位于齿轮滑块20的上方。然后将固定齿轮19从上方装入,使固定齿轮部1912与行星齿轮组的大径齿1831的外侧啮合。然后对固定齿轮支架192与阀座本体部焊接固定。然后,装入带太阳轮13的转子12、弹簧17、轴套16;然后装入套管部件。
49.或者,还可以采用另一种装配方法:先将阀座组件组装并固定为一个组件,即,阀座本体部111、隔板部112组装后,采用焊接的方式固定。或者阀座本体部111先与第一接管114、第二接管115焊接固定后再与隔板部112焊接固定。阀轴14既可以采用焊接的方式与阀座组件固定连接,也可以采用压装的式与阀座组件固定连接。制备固定齿轮组件,将固定齿轮支架作为嵌件放入模具中注塑成型固定齿轮本体;将行星齿轮组件装配至固定齿轮组件,通过定位工装使三个行星齿轮的各一个定位孔到行星齿轮组件的中点的连线两两夹角为120度,然后与固定齿轮组件啮合装配;将齿轮滑块装配至行星齿轮组件,然后将固定齿轮组件、行星齿轮组件、齿轮滑块作为整体沿着阀轴装入,使齿轮滑块的贴合面与阀座本体部的配合面相贴合;使行星齿轮组件的大径齿轮的外侧与固定齿轮啮合;将固定齿轮支架与阀座组件实施激光焊接固定。然后,装入带太阳轮13的转子12、弹簧17、轴套16;然后装入套管部件。
50.在以上两种装配方式中,套管部件,可以是如第一实施方式所记载的分别制备第一套管部件和第二套管部件然后通过焊接的方式组装成为套管部件,也可以一体冲压成型套管部件。套管部件具有第一侧壁部1512、第二侧壁部1522、第一顶壁部1511、第二顶壁部1521,装配后,使第二顶壁部1521与固定齿轮19的上端边缘过盈压装,对固定齿轮轴向实现定位,并将套管部件与阀座组件焊接固定。
51.上述装配顺序也可以进行相应的调整,比如可以先装配齿轮滑块、行星齿轮,然后再将固定齿轮支架与阀座组件实施焊接固定。即,上述装配过程只是示例性地说明本实施方式提供的电动阀的装配方法,而不是意味着限制电动阀的唯一装配顺序。
52.需要说明的是,本实施例所提及的上、下、左、右等方位名词,均是以说明书附图作为基准,为便于描述而引入的;以及部件名称中的“第一”、“第二”等序数词,也是为了便于描述而引入的,并不意味着对部件的任何次序作出任何的限定。并且,本说明书所记载的各实施例中,对于针对某一部件或者组件的各实施方式,可以在具备结合条件的情况下进行各种组合,而不限于该实施方式所记载的技术特征,比如上文中某一种关于阀座本体部的具体实施方式可以与其他关于固定齿轮的实施方式进行各种组合,以形成一种新的实施例。限于篇幅,本说明书无法将每一种不同技术特征进行排列组合后的所有技术方案均分
别作为实施例进行描述,但本领域技术人员应当理解,在不需付出创造性劳动(比如在两个组件或部件结合时仅作出本领域公知的适应性结构调整)即可组合在一起的技术特征所形成的新的技术方案,均在本发明权利要求的保护范围之内。
53.以上对本发明所提供的电动阀进行了详细介绍。本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1