液压成形平衡轴的制作方法
液压成形平衡轴
1.相关申请的交叉引用
2.本技术要求2019年7月2日提交的美国临时申请第62/869,706号的优先权。
技术领域
3.本发明涉及用于内燃机的平衡轴。更具体地,本发明涉及一种通过将部件与液压成形管组装而形成的平衡轴。
背景技术:
4.内燃机包括平衡轴,以平衡发动机振动,以便改善发动机的平稳运行和噪音。平衡轴通常设计有偏移的质心,当围绕平衡轴主轴线旋转时,偏移的质心产生离心力。然后,产生的离心力被定向并且与发动机曲轴旋转旋转地对齐,从而导致抵消或降低发动机振动力。通常,通过铸造平衡轴来制造平衡轴。替代地,平衡轴可以由钢条锻造而成。
5.发动机平衡轴通常包括细长轴,细长轴具有在平衡轴的纵向方向上延伸的旋转轴线。平衡轴通常配备有以平衡轴的旋转轴线为中心的成对的支承轴颈。滚针轴承和/或平面轴承通常与支承轴颈组装,一旦平衡轴被组装在内燃机内,则允许平衡轴自由旋转。支承轴颈支撑平衡轴并且应付平衡轴上的离心载荷。
6.当平衡轴被组装在内燃机内时,平衡轴的质量分布为使得质心与旋转轴线隔开,并且定位在旋转轴线下方。此外,平衡轴的质量通常被选择以及分布为使得在预定位置有足够的质量,以实现特定应用所需的非平衡质量。虽然期望具有低质心以实现平衡轴的最佳性能,但平衡轴必须具有高的截面惯性矩,使得平衡轴具有高的弯曲刚度。
7.然而,包括铸造或锻造部件的平衡轴的传统构造通常在将总质量保持得低、定位所需材料以实现所需的不平衡、以及将质量体构造为具有高的截面惯性矩之间尽力权衡,使得平衡轴具有高的弯曲刚度。在一些构造中,必须沿旋转轴线或在旋转轴线上方添加结构,以实现管理轴偏转所需的弯曲刚度。附加结构导致附加质量,附加质量不会贡献非平衡质量,通常会减少不平衡,并且需要在旋转轴线下方进一步增加质量,以平衡添加的结构并且针对特定应用实现足够的非平衡质量。添加到平衡轴上的附加的不被期望的质量由于当发动机在车辆中使用时与降低部件重量以提高发动机效率的努力直接相悖,而进一步地不被期望。此外,平衡轴的总质量的增加会增加轴的转动惯量,从而降低内燃机中的平衡轴的响应性和性能。
8.因此,期望提供具有低质量的重量轻的发动机平衡轴。此外,期望提供具有高的截面惯性矩的平衡轴,使得平衡轴具有高的弯曲刚度。还期望平衡轴在不牺牲弯曲刚度的情况下降低质量。另外,期望在不需要将质量定位在旋转轴线处和/或上方的情况下提供具有足够弯曲刚度的平衡轴。除此此外,期望平衡轴具有低的转动惯量。最后,期望在允许在制造期间重复使用某些部件的同时,针对诸多发动机应用容易地定制平衡轴设计。
技术实现要素:
9.提供一种用于内燃机的发动机平衡轴,在具有足够的弯曲刚度和非平衡质量的同时具有降低的总质量。平衡轴通过将配重、前支承轴颈、后支承轴颈、尾部件和鼻部件固定地联接到中空管而形成。中空管是液压成形的,以扩大管的直径并且将期望的部件紧固到管。
附图说明
10.当结合附图考虑时,通过参考以下详细的描述,本发明的优点将显而易见并且变得更好理解,其中:
11.图1是根据本发明的第一实施例的具有外部配重的发动机平衡轴的立体图;
12.图2是内燃机内的图1的发动机平衡轴的立体图;
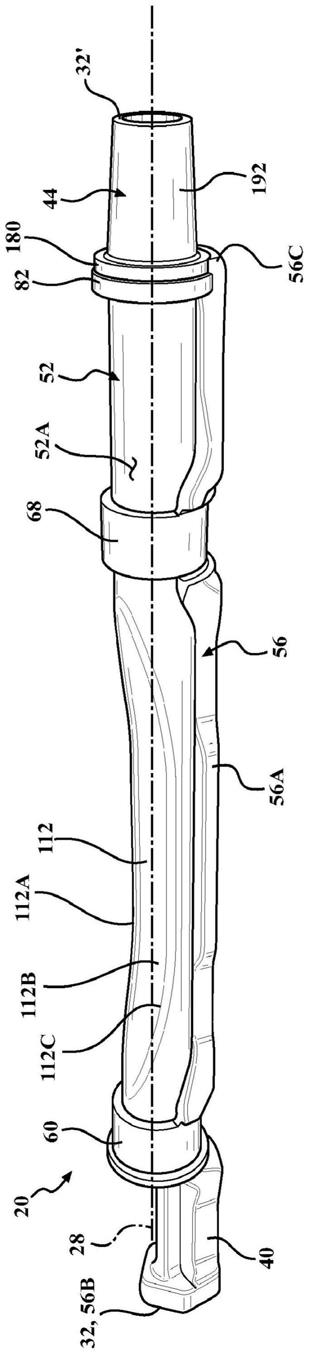
13.图3是图1的平衡轴的侧视图;
14.图4是图3的平衡轴的横截面图;
15.图5是已知的传统的发动机平衡轴的侧视图;
16.图6a是图3的平衡轴的部分6a的放大图,示出了平衡轴的总质量tm和非平衡质量;
17.图6b是图5的已知的平衡轴的部分6b的放大图,示出了已知的平衡轴的总质量tm'和非平衡质量tu';
18.图7是在液压成形工艺和成形工艺之前的图1的平衡轴的分解图;
19.图8是图7的管在通过液压成形工艺和成形工艺变形之前与图7的配重架组装在一起,以形成管和配重架组件的立体图;
20.图9是在管通过液压成形工艺和成形工艺变形后的图8的管和配重架组件的立体图;
21.图10是图9的变形的管和配重组件与图7的鼻部件组装的立体图;
22.图11是图1的平衡轴的立体图,示出了将鼻部件固定地联接到管的焊接工艺;
23.图12a示出了在管通过液压成形工艺和成形工艺变形之前的沿图8的管的剖面线12a-12a的横截面图;
24.图12b示出了在管已经通过液压成形工艺和成形工艺变形之后的沿图9的管的一部分的一个实施例的剖面线12b-12b的横截面图;
25.图13是根据本发明的第二实施例的具有内部配重的发动机平衡轴的立体图;
26.图14是图13的平衡轴的侧视图;
27.图15是在液压成形工艺和成形工艺之前的图14的平衡轴的分解图,并且示出了管、内部配重、前支承轴颈、后支承轴颈、鼻部件和尾部件;
28.图16是在管通过液压成形工艺和成形工艺变形之前的图15的管与图15的内部配重、后支承轴颈和前支承轴颈组装的立体图;
29.图17是在管通过液压成形工艺和成形工艺变形之后的图16的组装的管、内部配重、前支承轴颈和后支承轴颈的立体图;
30.图18a示出了在管通过液压成形工艺和成形工艺变形之前的沿图15的管的剖面线18a-18a的横截面图;
31.图18b示出了在管已经通过液压成形工艺和成形工艺变形之后的沿图17的管的剖
面线18b-18b的横截面图;
32.图18c示出了在管通过液压成形工艺和成形工艺变形之前的沿图15的管的剖面线18c-18c的横截面图;
33.图18d示出了在管已经通过液压成形工艺和成形工艺变形之后的沿图17的管的剖面线18d-18d的横截面图;
34.图19是图17的管、内部配重、前支承轴颈和后支承轴颈与鼻部件和尾部件组装的立体图;
35.图20是图13的平衡轴的立体图,示出了将鼻部件和尾部件固定地联接到管的焊接工艺;
36.图21是具有内部配重的发动机平衡轴的第三实施例的立体图,示出了将内部配重在管内锁定在适当位置中的轮廓成形形状;和
37.图22是发动机平衡轴的第四实施例的横截面图,示出了与图4的平衡轴组装的内部配重。
具体实施方式
38.参考附图,在所有的几个附图中,相同的数字表示相同或相应的零件。
39.在图1中示出了发动机平衡轴20,说明了使用液压成形工艺形成的平衡轴20的一个实施例。在内燃机24中通常包括一个或更多个平衡轴20,如图2所示。新颖的平衡轴20围绕旋转轴线28旋转,以平衡发动机24振动。如图2所示,新颖的平衡轴20的每个端部32、32'通常连接到齿轮36或链轮36a。固定地连接到新颖的平衡轴20的齿轮36和/或链轮36a的选择和构造基于具体的发动机24的要求。新颖的平衡轴20的第一端部32和第二端部32'分别构造有尾部件40和鼻部件44。尾部件40和鼻部件44定制为与一个或更多个诸如齿轮36、链轮36a等的驱动特征固定地联接,以及按照具体的发动机24应用的要求而固定地联接。通常,一个或更多个驱动特征在发动机24的制造期间与鼻部件44组装在一起。
40.通过使用图1的新颖的平衡轴20的组装构造,可以移除沿旋转轴线28的非有用质量,从而导致平衡轴20的更优化的横截面。
41.图3和图4分别示出了新颖的平衡轴20第一实施例的侧视图和横截面图。参考图3,新颖的平衡轴20包括液压成形的中空管52、配重架56和鼻部件44。液压成形工艺通过能够以标准铸造、锻造和压装构造方法无法实现的方式形成/成形管52,而提供独特的优势。锻造或铸造配重架56可以将质量集中在最有利于最小化总质量和最大化不平衡的位置。
42.图1所示的第一实施例说明了添加到新颖的平衡轴20的外部细长配重56。尾部件40、后支承轴颈60和前支承轴颈68集成在配重架56内。中空管52优选包括金属材料的无缝管52,金属材料的屈服强度低于配重架56的屈服强度。在一个实施例中,中空管52是无缝钢管。尾部件40和鼻部件44由钢、球墨铸铁等形成。
43.转到图4,配重架56是包括钢、球墨铸铁等的单件的锻造架或铸造架。配重架56包括在相对端部56b、56c之间延伸的主架体56a。如图7所示,后支承轴颈60和前支承轴颈68中的每一个都具有圆柱形体60、68,其中通道160a、160b延伸穿过对应的支承轴颈60、68。支承轴颈60、68中的每一个都具有延伸穿过对应的通道160a、160b的纵轴线26a、26b。后支承轴颈60的纵轴线26a与前支承轴颈68的纵轴线26b对齐。支承轴颈60、68中每一个固定地联接
到主架体56a,使得每个支承轴颈60、68的纵轴线26a、26b对齐以限定新颖的平衡轴20的旋转轴线28。穿过支承轴颈60、68的通道160a、160b对齐并且构造为接受液压成形管52。平衡轴20的旋转轴线28由后支承轴颈60的纵轴线26a和前支承轴颈66的纵轴线26b限定。
44.同样如图4所示,支撑环82定位在配重架56的前端部56c附近。参考图7,支撑环82具有圆柱形形状和安装面82b,其中通道160c纵向地延伸穿过支撑环82,并且安装面82b构造为与鼻部件44配合地接合。纵轴线26c延伸穿过支撑环82的通道160c。与前支承轴颈68和后支承轴颈60类似,支撑环82在配重架56上对齐,使得旋转轴线28穿过支撑环82的纵轴线26c。
45.此外,由后支承轴颈60的内表面60a限定的通道160a和横跨通道160a延伸的端部表面84形成凹部162,以接收管52的后端部88,如图4所示。将管52插入配重架56的支承轴颈60、64和支撑环82内后,管52的前端部92通常定位成与支撑环82的安装表面82b平齐。然而,基于具体的发动机24应用的要求,管52的前端部92可以凹进或延伸越过支撑环82的安装表面82b。
46.新颖的平衡轴20的总质量tm包括两个组成质量,这些组成质量被进一步限定为平衡质量tb和非平衡质量tu。总质量tm是其组成部分tb和tu的简单总和。平衡质量tb被视为相对于新颖的平衡轴20的旋转轴线28平衡。平衡质量tb的质心cb位于旋转轴线28上。相反,非平衡质量tu的非平衡质心cu与旋转轴线28偏离径向距离ru。图3和图6a概略地说明了非平衡质心cu、平衡质心cb和总质心cm的位置,以及非平衡质量tu、平衡质量tb和总质量tm的相对大小。该图示表示参数cu、cb、cm、tu、tb、ru的相对值,而不是实际值。
47.回到图3,新颖的平衡轴20具有总质量tm以及质心cm。总质量tm实际上是新颖的平衡轴20的重量。回想一下,新颖的平衡轴20具有非平衡质量tu,非平衡质量tu位于距旋转轴线28的径向距离ru处。在新颖的平衡轴20围绕其旋转轴线28转动的操作期间,上述非平衡质量tu导致旋转轴20出现非平衡状态,导致从平衡轴20通过支承轴颈60、68然后被传递到发动机24结构的径向力。根据配重构造,径向力也可能是倾覆力矩。本领域技术人员操纵传递到发动机24的该力或力矩,以抵消并且由此降低或消除由操作引起的发动机24振动。非平衡质量tu、非平衡质心cu和径向距离ru的所需值是针对每个具体的发动机24应用而制定的,其中不同的发动机24构造和位移要求tu、cu和ru的最佳值,以确保平稳无振动的操作。基于发动机24内的操作状态选择新颖的平衡轴20的期望的非平衡质量tu。如前所述,通过将新颖的平衡轴20的转动惯量i和总质量tm最小化至实际尽可能低的值,可以实现期望的响应性和发动机效率。
48.总质量tm、平衡质量tb、非平衡质量tu以及非平衡质心cu与旋转轴线28的径向距离ru影响新颖的平衡轴20的转动惯量i。调整质量tm、平衡质量tb和非平衡质量tm直接影响新颖的平衡轴20的转动惯量i。
49.值得注意的是,新颖的平衡轴20依靠沿旋转轴线28具有空气空隙108的中空管52,如图4所示。管52内包括空气空隙108降低了新颖的平衡轴20的旋转轴线28处以及上方的质量。新颖的平衡轴20包括在管52内的成形形状112以赋予弯曲刚度,而不是依靠位于旋转轴线28附近的质量来赋予弯曲刚度,如图1和图4所示。转向图1,成形形状112包括在支承轴颈60、68之间延伸的弧形上轮廓112a。此外,弧形上轮廓112a可以包括被选择以赋予管52弯曲刚度的一个或更多个凹槽112b、脊部112c等。如果需要,成形形状112的上轮廓112a也被部
分地选择,以便为发动机24中的配合零件提供间隙。最后,将管52的上表面112重新定位到旋转轴线28附近和/或下方进一步有助于非平衡质量tu的形成和非平衡质心cu的位置。
50.因此,如图1所示,上轮廓112的形成增加了管52的弯曲刚度,使得沿旋转轴线28需要更少的质量,以防止新颖的平衡轴20弯曲。此外,上轮廓112的形成移除了旋转轴线28下方的管52的一些质量,使得非平衡质量tu增加。上轮廓112的形成也能够影响非平衡半径ru。调整成形形状112可以在一定范围内调整非平衡质量tu和非平衡半径ru,潜在地允许针对不同发动机24应用微调新颖的平衡轴20的特性。如果非平衡质量tu和非平衡质心cu的半径ru只需要微小变化,则可以通过调整成形区段112的上表面112使得更多或更少的质量被移动到旋转轴线28下方,来实现该变化。因此,成形形状112的微小变化可以积极影响非平衡质量tu的量以及非平衡质心cu的径向距离ru,以用于微调在多个发动机24应用中使用的新颖的平衡轴20。
51.通过比较图5和图3,说明了新颖的平衡轴20相对于传统的平衡轴构造20'的优点。图5示出了示例性的传统的平衡轴20',其大体形状和体积与图3中的新颖的平衡轴20相同。与新颖的平衡轴20相比,传统的平衡轴20'具有配重架56',配重架56'具有集成的前支承轴颈68'和后支承轴颈60'、尾部件40'、鼻部件44'和上部架部分52'。支承轴颈60'、68'对齐以当传统的平衡轴20'被包括在发动机24中时限定旋转轴线28'。此外,尾部件40'和鼻部件44'构造为与齿轮36和/或链轮36a接口连接。
52.如图5和图6b所示,传统的平衡轴20'具有总质量tm'、平衡质量tb'和非平衡质量tu',总质量tm'具有与旋转轴线28'间隔开距离rm'的质心cm',平衡质量tb'具有与旋转轴线28'对齐的质心cb',以及非平衡质量tu'具有与旋转轴线28'间隔开距离ru'的质心cu'。由于新颖的平衡轴20的中空管52已被铸造/锻造金属所取代,如由图5的元件52'所表示的,传统的平衡轴20'的总质量tm'大于新颖的平衡轴20的总质量tm。根据空气空隙108围绕旋转轴线28的分布,平衡质量tb'可以相对于新颖的平衡轴20的平衡质量tb增加或减少。与新颖的平衡轴20的平衡质量tb相比,平衡质量tb'的变化可能会使传统的平衡轴20'内的质心cm'的位置移位。同样,非平衡质量tu'可以部分地根据传统的平衡轴20'的几何形状和平衡质量tb'的变化而相对于新颖的平衡轴20的非平衡质量tu增加或减少。
53.本质上,图5的传统的平衡轴20'依靠铸造/锻造金属,以确保沿旋转轴线28'的足够的截面惯性矩,以抵抗弯曲。图5和图6b说明了与新颖的平衡轴20具有相同的近似体积的传统的平衡轴20'的非平衡质心cu'和质心cm'的代表位置,以及总质量tm'、平衡质量tb'和非平衡质量tu'的代表大小。调整总质量tm'、平衡质量tv、非平衡质量tu'以及非平衡质心cu'与旋转轴线28'的径向距离ru'影响传统的平衡轴20'的转动惯量i。这些图示并不表示这些参数cu'、cm'、tu、tm'、tb'和ru'的实际值。
54.与新颖的平衡轴20相比,针对多个发动机24应用对图5的传统的平衡轴20'进行微调更为困难。例如,虽然可以从传统的平衡轴20'移除质量,以降低非平衡质量tu',并且潜在地调整非平衡质心cu'的半径ru',但移除旋转轴线28'处和/或上方的质量直接影响传统的平衡轴20'的弯曲刚度。
55.相反,通过调整图1的新颖的平衡轴20的成形形状112,可以在不影响新颖的平衡轴20的总质量tm的情况下,对非平衡质心cu的半径ru以及平衡质量tb和非平衡质量tu进行微小改变。因此,由于总质量tm不受成形形状112的变化的影响,成形形状112的变化将更直
接地影响平衡质量tb、非平衡质量tu和非平衡质心cu的半径ru。
56.此外,调整传统的平衡轴20'的非平衡质量tu'比调整新颖的平衡轴20的非平衡质量tu更困难。非平衡质量tu、平衡质量tb和非平衡质心cu的半径ru的微小变化可以在新颖的平衡轴20中仅通过调整成形表面112的形状来实现。相对于旋转轴线28重新定位成形表面112对非平衡质量tu和非平衡质心cu的半径ru有直接影响。此外,如关于图13-图22所示的新颖的平衡轴20的附加实施例所述,如果需要,可以在管52中的空气空隙108内放置附加的质量,以调整非平衡质量tu,并且相应地调整非平衡质心cu的半径ru,而无需修改制造期间所需的某些工具。
57.图6a和图6b分别说明了新颖的平衡轴20和传统的平衡轴20'的质心cm、cm'、总质量tm、tm'、非平衡质心cu、cu'、非平衡质量tu、tu'、平衡质量tb、tb'、以及非平衡质心cu、cu'的径向距离ru、ru'的代表性比较。假设新颖的平衡轴20和传统的平衡轴20'中的每一个都具有相同的整体形状和体积。然而,由于新颖的平衡轴20包括空气空隙108,新颖的平衡轴20的总质量tm小于传统的平衡轴20'的总质量tm'。
58.转到图6a,新颖的平衡轴20被示出为具有与旋转轴线28间隔开距离rm的质心cm。虽然质心cm不是由新颖的平衡轴20的旋转轴线28确定的,但出于比较目的示出了距离rm。此外,总质量tm和平衡质量tb的大小分别由箭头tm和tb的长度表示。类似地,非平衡质量tu的大小由箭头tu的长度表示,其中非平衡质心cu与旋转轴线28间隔开径向距离ru。由于平衡质量tb不构成非平衡质量tu的一部分,箭头tu的长度被示出为小于箭头tm的长度。同样,非平衡质心cu的径向距离ru可能比质心cm的径向距离rm与旋转轴线28相距更大距离。非平衡质心cu是非平衡质量tu的质心,而不是新颖的平衡轴20的质心cm。
59.检查图6b,传统的平衡轴20'的质心cm'被示出为与旋转轴线28'间隔开距离rm'。传统的平衡轴20'的总质量tm'的大小由箭头tm'的长度表示。将图6b的总质量tm'与图6a所示的总质量tm进行比较,由于新颖的平衡轴20的空气空隙108已被传统的平衡轴20'中的实体金属所取代,总质量tm'的大小大于总质量tm。相反,图6b的质心cm'的距离rm'被示出为比图6a的质心cm的距离rm更短的距离。传统的平衡轴20'的质心cm'的径向距离rm'可能小于新颖的平衡轴20的质心cm的径向距离rm,由于相同原因,传统的平衡轴20'的总质量tu'大于新颖的平衡轴20的总质量tu。用传统的平衡轴20'中的铸造/锻造金属替换新颖的平衡轴20的空气空隙108,使传统的平衡轴20'的质心cm'的相对位置rm'移动。
60.比较图6a和图6b,虽然传统的平衡轴20'的总质量tm'的大小大于新颖的平衡轴20的总质量tm的大小,但传统的平衡轴20'的非平衡质量tu'可能小于新颖的平衡轴20的非平衡质量tu。这种非平衡质量tu、tu'的差异是由于,新颖的平衡轴20具有空气空隙108,而传统的平衡轴20'缺少空气空隙108。传统的平衡轴20'相比于新颖的平衡轴20的非平衡质量tu'、tu的实际差异部分取决于两个平衡轴20、20'的实际几何形状以及新颖的平衡轴20的空气空隙108的体积和位置。因此,实际的非平衡质量tu'可以等于、大于和/或小于新颖的平衡轴20的非平衡质量tu。同样说明的是,传统的平衡轴20'的非平衡质心cu'的径向距离ru'也受到用铸造/锻造金属替代新颖的平衡轴20的空气空隙108的影响。对于平衡轴20、20'内的相同总体积,传统的平衡轴20'具有比新颖的平衡轴20更大的总质量tm'和比新颖的平衡轴20潜在地更小的非平衡质量tu'。
61.在图7所示的实施例中,新颖的平衡轴20的尾部件40与配重架56一体地形成。相
反,鼻部件44形成为单独件44,单独件44在中空管52与配重架56组装后被压装到中空管52中。尾部件40和鼻部件44都被定制和设计用于特定的发动机24应用以及用于在各种制造组装和机加工工艺中被操作。尾部件40和鼻部件44中的一个或两个可以制造为单独的部件40、44,并且使用一些已知的工艺与配重架56和/或管52组装。如先前关于图2所公开的,齿轮36或链轮36a可以安装到新颖的平衡轴20的每一端部32、32'。因此,尾部件40和鼻部件44通常构造为与具体用于特定的发动机24应用的选定的齿轮36和/或链轮36a配合地接合。具有单独的尾部件40和/或鼻部件44的实施例的一个优点是,通过在相同配重架56和管52的情况下使用不同的尾部件40和鼻部件44,可以针对具有不同的齿轮36/链轮36a附接要求的不同的发动机24应用定制新颖的平衡轴20。
62.参考图4,新颖的平衡轴20可选地包括用于附接到诸如齿轮36/链轮36a的部件的特征,并且还可选地包括构造为用于在制造期间使用的特征。例如,尾部件40的一个端部表面56b包括与新颖的平衡轴20的旋转轴线28对齐的第一腔体120和与旋转轴线28偏移的第二腔体124。第一腔体120包括在圆锥形端部132终止的圆柱形壁128。第二腔体124也包括圆柱形壁136。然而,第二腔体124以大体平坦的表面140终止。第一腔体120和第二腔体124两者通常在制造期间用作定位和/或夹紧特征。因此,示出的第一腔体120和第二腔体128可以在构造上变化,包括省略这些腔体120、124中的一个或两个。替代地,其它定位特征和安装特征可以集成在尾部件40内,用于组件的机加工、操作并且用于安装诸如齿轮36的部件。
63.图7示出了在组装前的图1的新颖的平衡轴20的分解图。参考图7,新颖的平衡轴20包括中空管52、鼻部件44和配重架56。中空管52具有在管52的相对端部88、92之间延伸的圆柱形侧壁52a。圆柱形壁52a具有相对的内表面52b和外表面52c。虽然中空管52被示出为圆柱形中空管52,但在一些实施例中,作为非限制性示例,管52可以具有诸如矩形中空管52的其它形状。管52包括金属材料,金属材料的屈服强度低于配重架56的屈服强度。通道152在管52的相对端部88、92之间纵向地延伸穿过管52,形成第一端部开口88a和相对的第二端部开口92a。另外,管52具有在第一端部开口88a和第二端部开口92a的中心点cpi、cp2之间限定的管纵轴线28a,如图4所示。通道152在管52内形成空气空隙108。管52具有外径156a,外径156a被选择成与穿过支承轴颈60、68和支撑环82的通道160a-160c配合地接合。另外,管52具有内径156b和壁厚156c,如图4所示。管52连同成形轮廓112一起为成品轴20提供弯曲刚度。
64.回到图7,配重架56由钢、球墨铸铁等通过使用铸造和/或锻造工艺形成。配重架56还可以包括具体的发动机24应用所要求的机加工的表面和特征。配重架56为新颖的平衡轴20提供主要的非平衡质量tu。配重架56可以在尺寸、形状、体积等方面变化,以针对特定应用提供期望的非平衡质量tu和非平衡质心cu的半径ru。然而,配重架56将至少包括前支承轴颈68和后支承轴颈60以及支撑环82。可选地,在一些实施例中,前支承轴颈68和后支承轴颈60和/或支撑环82可以形成为相对于配重架56的单独零件,并且附接到配重架56。在前支承轴颈68和/或后支承轴颈60形成为单独零件的情况下,可以使用各种组装方法将前支承轴颈68和/或后支承轴颈60附接到配重架56。在图7所示的实施例中,优选地,前支承轴颈68和后支承轴颈60以及支撑环82与配重架56一体地形成。
65.如在图4中最好地示出的,配重架56包括由后支承轴颈60的内表面60a和端壁84形成的圆柱形凹部162。凹部162和后支承轴颈60的内径184被设计尺寸以及构造为与管52的
一个端部88配合地接合。在一些实施例中,凹部162可以包括用于居中和/或定位管52的端部88的定位特征。
66.同样如图4所示,配重架56包括远离配重架56纵向地延伸的唇部168,形成构造为配合地接合并且支撑鼻部件44的凸耳168。参考图7,唇部168为弧形的并且具有通常与配重架56的侧边缘56d、56e对齐的端部168a、168b。配重架56具有弧形内表面56f,弧形内表面56f在侧边缘56d、56e之间延伸,并且在凹部162的端部表面84和支撑环82的前表面82b之间纵向地延伸。如在图4中最好地示出的,唇部168具有从配重架56的内表面56f偏移的上表面168c。唇部168的上表面168c和配重架56的内表面56f之间的径向空间构造为配合地接合并且支撑围绕鼻部件44周向地延伸的凸缘180。
67.参考图4,配重架56的内表面56f构造为与管52的外表面52c配合地接合。此外,支承轴颈60、68和支撑环82中的每一个都具有内径184,内径184构造为与管52的外径156a配合地匹配。内径184被选择成便于与管52组装,即,内径184被优选地选择成略大于管52的外径156a。
68.回到图7,鼻部件44优选由诸如钢、球墨铸铁等的金属材料制成。在图7所示的实施例中,鼻部件44具有大体圆柱形的主体部分192,主体部分192在鼻部件44的凸缘180和前端部196之间延伸。由于当作为发动机24的部分组装时,鼻部件44构造为与齿轮36或链轮36a配合地接合,因此鼻部件44的形状和尺寸可以极大程度地变化。参考图3,鼻部件44的主体部分192可选地具有朝向旋转轴线28以角度192b渐缩的轮廓192a。基于所选的齿轮36或链轮36a的组装要求选择角度192b和轮廓192a。在图4中示出了鼻部件44的内部特征204、208、212。在图4所示的实施例中,鼻部件44包括沿鼻部件44的旋转轴线28延伸的凹进的圆柱形孔204。螺纹孔208沿着旋转轴线28远离凹进的圆柱形孔204延伸。通道212延伸到孔204、208中。凹进的孔204和螺纹孔208被设计尺寸以及构造为与插入通道212中的螺栓配合地接合。通常,螺栓用于将齿轮36/链轮36a固定地联接到鼻部件44。凹进的孔204也可以用作机加工和组装工艺的紧固定位。与鼻部件44的外部表面192a类似地,内部孔204、208基于期望的发动机24应用被设计尺寸以及构造。因此,凹进的内部孔204、208可以具有不同的构造,包括根据具体实施例的要求省略一个或两个孔204、208。
69.同样如图4所示,鼻部件44的凸缘180具有安装表面180a,安装表面180a构造为与支撑环82的安装面82b配合地接合。圆柱形突起220远离鼻部件44的安装表面180a垂直地突出,圆柱形突起220构造为与穿过管52的孔152配合地接合。突起220终止于端部表面224处,如图7所示。
70.在图8-图11中示出了图1的新颖的平衡轴20的组装方法。参考图8,将管52沿旋转轴线28并且穿过前支承轴颈68和后支承轴颈60以及支撑环82中的通道160a、160b、160c插入配重架56中,形成子组件20-1。当管52完全插入配重架56中时,前端部92与支撑环82的安装面82b相邻。管52的外径156a(如图7所示)被设计尺寸成便于插入配重架56中。此外,在图7所示的实施例中,当管52最初被插入前支承轴颈68和后支承轴颈66中时,管52具有圆柱形形状。图12a示出了管52沿图8的剖面线12a-12a的横截面图,示出了在侧壁52a液压成形和变形之前的管52的形状。回到图8,当管52最初被插入前支承轴颈68和后支承轴颈60中时,管52的纵轴线28a通过前支承轴颈68和后支承轴颈60与旋转轴线28大体对齐。子组件20-1经历如图9所示的液压成形工艺和成形工艺,以形成子组件20-2。在液压成形工艺h中,流体
沿箭头h被插入,以对管52的内部108加压,导致外表面52c膨胀,如由箭头hi所示。液压成形工艺h迫使管52的外表面52c膨胀,使配重架56、支承轴颈60、68和支撑环82与管52完全座合。液压成形工艺h消除了管52、支承轴颈60、68和支撑环82之间的间隙g,并将管52在配重架56上锁定在适当位置中。在液压成形工艺h和成形工艺完成后,插入管52中的流体被从管52移除。
71.子组件20-1经历成形工艺f,由图9所示的箭头f所示,其中压力f被施加到管52,以使管52的上表面52c变形为在前支承轴颈68和后支承轴颈60之间延伸的轮廓形状112。使用模具、移动滑块等向管52施加压力f。在一个实施例中,管52在液压成形工艺h期间被加压,其中在成形工艺f期间,当外部变形发生时,管52内保持一定量的压力。
72.图12b示出了在侧壁52a液压成形和变形后的管52的横截面形状的一个实施例。在液压成形工艺和成形工艺之前,管52具有圆柱形形状,如图12a所示。在图9所示的液压成形工艺h和成形工艺f期间,管52的外表面52c的部分112变形为具有一个或更多个凹槽112b和脊部112c的轮廓形状112a,如图12b所示。管52的部分112在通过液压成形工艺h和成形工艺f变形后具有非圆柱形形状。轮廓形状112增加了管52的弯曲刚度。可以部分地基于特定的发动机24应用所期望的弯曲刚度的数量,为管52选择各种轮廓形状112。
73.图9所示的液压成形工艺h和成形工艺f可以根据期望的制造工艺流程同时在子组件20-1上执行,或单独地执行。此外,液压成形工艺h可以在成形工艺f之前或之后执行。液压成形工艺h和成形工艺f两者的完成将子组件20-1转变为子组件20-2。各种子组件20-1、20-2等的标记单纯地是描述性的,反映了附图中所示的各个制造阶段。
74.图10示出了鼻部件44的端部224被插入管52的通道152中,如由箭头n所示。在一些实施例中,鼻部件44的端部224被压入管52中,以形成子组件20-3。参考图13,子组件20-3选择性地使用激光焊接工艺或任何其它焊接工艺来焊接,如由元件232和232'所示,以将鼻部件44固定地联接到管52和/或支撑环82。使用激光工艺232、232'等将鼻部件44焊接到管52、配重架56和/或支撑环82,形成图1和图11所示的新颖的平衡轴20。替代地,可以如使用机械过盈的组装方法一样压装鼻部件44。例如,鼻部件44可以通过鼻部件44和管52中的通道152之间的弹性过盈配件而固定地联接到管52。
75.在图13-图20中示出了新颖的平衡轴20a的第二实施例。虽然新颖的平衡轴20的第一实施例包括外部配重架56,但图13所示的第二实施例20a包括内部配重240。如在第一实施例中一样,新颖的平衡轴20a包括中空管52”,中空管52”为新颖的平衡轴20a提供足够的弯曲刚度。配重240被插入中空管52”中,如以下进一步描述的。在管52”中形成的弯曲部b增加了新颖的平衡轴20a的弯曲刚度。
76.参考图13和图14,新颖的平衡轴20a的第二实施例包括前支承轴颈68b和后支承轴颈60b、尾部件40a和鼻部件44a。前支承轴颈68b和后支承轴颈60b对齐以限定旋转轴线28。管52”形成为使得支承轴颈60b、68b与旋转轴线28对齐并且配重240与旋转轴线28间隔开。在新颖的平衡轴20a的第二实施例中,每个特定的功能区域(鼻部件44a、尾部件40a、支承轴颈60b、68b、配重240)沿中空管52”的长度单独地被放置在中空管52”上的期望位置处。然后在液压成形工艺h期间,从管52”的内侧152'对管52”加压,以扩大管52”的直径156a',并且将所选的件60b、68b锁定在适当位置中。在液压成形工艺h已经完成后,将某些件,例如尾部件60a和/或鼻部件68a,与管52”组装在一起。
77.转到图14,新颖的平衡轴20a的第二实施例具有总质量tm,其中总质量tm的大小由箭头tm的相对长度表示。总质量tm包括管52”、支承轴颈60b、68b、尾部件40a和鼻部件44a以及配重240的质量。总质量tm具有与旋转轴线28间隔开径向距离rm的质心cm。尽管质心cm由新颖的平衡轴20a的重量分布确定,而与旋转轴线28无关,但为了比较目的,质心cm被示出为与旋转轴线28间隔开半径rm。新颖的平衡轴20a具有平衡质量tb,平衡质量tb具有在旋转轴线28上的质心cb,其中平衡质量tb的大小由箭头tb的相对长度表示。平衡质量tb是总质量tm的围绕旋转轴线28均匀分布的部分。
78.同样如图14所示,新颖的平衡轴20a具有剩余的非平衡质量tu,非平衡质量tu具有与旋转轴线28间隔开径向距离ru的非平衡质心cu。如先前关于图3所示的新颖的平衡轴20的第一实施例所描述的,非平衡质量tu不包括平衡质量tb。因此,非平衡质量tu的大小小于新颖的平衡轴20a的总质量tm的大小。新颖的平衡轴20a的质心cm表示为与旋转轴线28间隔开径向距离rm的cm。示出了质心cm的大体位置,以用于与非平衡质心cu进行比较。还示出了配重240的质量tc和配重240的质心cc。配重240的质心cc被示出为与旋转轴线28间隔开径向距离rc。除去配重240的质量tc的新颖的平衡轴20a的质量ts表示为元件ts。图14所示的非平衡质心cu、新颖的平衡轴20a的质心cm、配重240的质心cc的径向位置,以及总质量tm、平衡质量tb、非平衡质量tu、配重质量tc和平衡轴质量ts的大小,被概述地示出以表示相对数值,并不表示这些参数cu、cm、cc、cb、tu、tm、ts、tc、tb、ru的实际值。
79.图14所示的箭头tu、tm、tc、ts、tb的长度表示非平衡质量tu、总质量tm、平衡轴质量ts、平衡质量tb和配重质量tc的相对大小。例如,将配重质量tc与平衡轴质量ts相加得到新颖的平衡轴20的总质量tm。应理解,调整配重240质量tc的大小和位置直接影响新颖的平衡轴20a的总质量tm、平衡质量tb和非平衡质量tu。此外,调整配重240质量tc和配重质心cc与旋转轴线28的径向距离rc直接影响非平衡质量tu的大小和径向位置ru。值得注意的是,质心cc、cm、cu、cb沿新颖的平衡轴20a在纵向方向上的相对位置不表示这些质心cc、cm、cu、cb的相对纵向位置。质心cc、cm、cu、cb在纵向方向上间隔开单纯地用于说明目的。事实上,质心cc、cm、cu、cb可以根据附接到新颖的平衡轴20a的各种部件40a、44a、60a、68a、240的位置和构造以及管52”的轮廓在纵向方向上潜在地对齐。
80.参考图14,原则上,通常选择非平衡质量tu、非平衡质心cu的径向位置ru以及诸如总质量tm和平衡质量tb的其它参数,以实现用于具体的发动机24应用的期望转动惯量i。非平衡质量tu的值和非平衡质心cu的径向距离ru的值可以在一定范围内调整,以实现目标转动惯量i。因此,增加和/或减少非平衡质量tu和径向距离ru中的一个或两个的大小将影响新颖的平衡轴20a的实际转动惯量i。
81.由于非平衡质量tu和非平衡质心cu的径向距离ru可以通过改变配重240的质量tc而进行调整,所以图14的新颖的平衡轴20a的第二实施例与传统的铸造/锻造轴20'(例如图5所示)相比具有明显的优势。因此,如果需要微调新颖的平衡轴20a的转动惯量i,配重240的质量tc可以在一定范围内增加和/或减少。因此,新颖的平衡轴20a可以仅通过改变配重240的质量tc而进行调整,以在需要一定范围的转动惯量i的多个发动机24应用中使用。例如,可以通过增加配重240的质量tc而选择性地增加非平衡质量tu。此外,增加配重240的质量tc还可以增大非平衡质心cu的径向位置ru。由于增加配重240的质量tc可以潜在地增加非平衡质心cu的径向位置ru和非平衡质量tu的大小,因此配重240的质量tc的小的变化能
够显著影响新颖的平衡轴20a的转动惯量i。同样,减小配重240的质量tc可以直接影响非平衡质心cu的径向位置ru和非平衡质量tu的大小。
82.转到图15,新颖的平衡轴20a包括中空管52”,中空管52”具有在管52”的相对端部88'、92'之间延伸的圆柱形壁52a。圆柱形通道152'在相对端部88'、92'之间纵向延伸穿过管52”。管52”具有外径156a'、内径156b'和壁厚156c'。优选地,中空管52”包括金属材料的无缝管52”,该金属材料的屈服强度低于形成前支承轴颈68b和后支承轴颈60b的金属材料的屈服强度。
83.图15中还示出了尾部件40a、鼻部件44a、配重240、后支承轴颈60b和前支承轴颈66b。这些部件40a、44a、60b、68b、240中的每一个优选地由钢、球墨铸铁等形成。
84.配重240优选地为矩形杆240,矩形杆240具有在相对端部248、252之间延伸的外表面244,如图15所示。替代地,配重240可以是圆柱形杆240,或者可以包括轮廓形状。只要配重240被设计尺寸为配合在穿过中空管52”的通道152'内,则可以选择配重240的任何形状。
85.如图15所示,对于某些实施例,前支承轴颈68b和后支承轴颈60b可以具有相同的尺寸和形状。在其它实施例中,前支承轴颈68b可以具有与后支承轴颈60b不同的尺寸和/或不同的形状。每一个支承轴颈60b、68b由在相对端部60d、60e、68d、68e之间延伸的圆柱形外壁60c、68c形成。通道160a'、160b'延伸穿过每个支承轴颈60b、68b,每个支承轴颈60b、68b构造为与管52”的外径156a'配合地接合。具体地,延伸穿过支承轴颈60b、68b的通道160a'、160b'的内径160大于管52”的外径156a'。另外,每个支承轴颈60b、68b可选地包括凸缘260,凸缘260与相应支承轴颈60b、68b的每个端部60d、60e、68d、68e相邻地围绕外表面60c、68c周向地延伸。凸缘260在每个支承轴颈60b、68b的外表面60c、68c上形成沟槽264,以根据具体应用的需要支撑滚针轴承或平面轴承。
86.如图14和图15所示,尾部件40a包括在尾部件40a的端部32和安装表面276之间延伸的大体圆柱形的主体部分272。安装表面276大体垂直于尾部件40a的纵轴线。大体圆柱形的主体部分272可以包括渐缩的表面或者可以是多面形状。主体部分272选择性地构造为与具体的发动机24内的齿轮36/链轮36a配合地接合。因此,尾部件40a的尺寸和形状可以基于具体的发动机24应用的要求而变化。优选地,主体部分272被设计尺寸为使得主体部分272的外径280等于或大于管52”的内径156b'。另外,图15所示的实施例包括远离尾部件40a的安装表面276延伸的圆柱形突起284,其中突起284的端部表面288限定尾部件40a的相对端部288。突起284被设计尺寸以及成形为配合在管52”的通道152'内。更具体地,突起284的外径290小于管52”的内径156b',如图14所示。此外,当突起284被插入管52”的通道152'中时,安装表面276将与管52”的端部88摩擦地接合。
87.如图14和图15所示,鼻部件44a具有大体圆柱形的主体部分272',主体部分272'在端部表面304和安装表面276'之间延伸。主体部分272'的外径280'等于或大于管52”的内径156b',如图14所示。安装表面276'构造为与管52”的一个端部92摩擦地接合。圆柱形突起284'远离安装表面284'垂直地延伸,在端部表面288'处终止。突起284'具有被设计尺寸为配合在管52”的通道152'内的外径290'。更具体地,外径290'小于管52”的内径156b'。此外,外径290'小于鼻部件44a的主体部分272'的外径280'。附接部分192'远离鼻部件44a的端部表面304延伸,附接部分192'构造为根据具体的发动机24应用的需要与齿轮36/链轮36a配合地接合。在图14和图15所示的实施例中,附接部分192'包括从鼻部件44a的端部表面304
延伸到端部196'的渐缩的侧壁192a'。通道212从鼻部件44a的端部196'朝向端部表面304延伸,并且构造为接收螺栓或其它硬件,以将齿轮36/链轮36a固定地联接到鼻部件44a。在图14和图15所示的实施例中,附接部分192'和通道212构造为具有在新颖的平衡轴20a完全组装后与旋转轴线28对齐的纵轴线28。如图14所示,本实施例的突起284具有从通道212和附接部分192'的纵轴线28偏移的纵轴线308。然而,可以针对旨在用于不同应用的新颖的平衡轴20a的其它实施例调整鼻部件44a的整体构造、形状和尺寸。优选地,如图15所示,鼻部件44a包括安装表面276'和突起288',使得鼻部件44a可以与管52”组装在一起。
88.在图16-图20中示出了新颖的平衡轴20a的第二实施例的组装方法。参考图16,配重240被插入纵向地延伸穿过管52”的通道152'中。此外,管52”被插入穿过后支承轴颈60b和前支承轴颈68b中的通道160a'、160b'。替代地,前支承轴颈68b和后支承轴颈60b沿管52”滑动,以将支承轴颈60b、68b定位在预定位置。将配重240和支承轴颈60b、68b与管52”组装在一起,形成图16所示的轴子组件20-4。
89.接下来,子组件20-4经历图17所示的液压成形工艺h,其中管52”的端部88'、92'中的一个或两个被密封,流体插入管52”中,如由箭头h所示。管52”的通道152'内的流体压力径向向外地施加压力,如由箭头hi所示,扩大管52”的外表面52a'。管52”在液压成形工艺h期间扩大,以将支承轴颈60b、68b牢固地座合在管52”上。在液压成形工艺h和成形工艺f完成后,流体被从穿过管52”的通道152'移除。
90.同样如图17所示,管52”经历成形工艺f,其中力f被施加到管52”,以将管52”弯曲成期望的轮廓316。在图17所示的实施例中,成形工艺f重新定位与旋转轴线28间隔开的中心部分320、后部分324和前部分328。优选地,当管52'被加压时,管52”由模具或移动滑块形成。设想具有一系列整体轮廓316的各种实施例以支持不同的发动机24应用。另外,在一些实施例中,成形工艺f可以将配重240在管52”内锁定在适当位置中。在其它实施例中,配重240可以在成形工艺f期间在管52”内被形成为新的形状。
91.图17所示的液压成形工艺h和成形工艺f可以根据期望的制造工艺流程在子组件20-4上同时执行,或单独地执行。此外,液压成形工艺h可以在成形工艺f之前或之后执行。液压成形工艺h和成形工艺f两者的完成将子组件20-4转变为子组件20-5。各种子组件20-4、20-5等的描述单纯地是描述性的,反映了附图中所示的各个制造阶段。示例性的制造工艺包括以下步骤:将子组件20-4放置在下部成形工具上,将上部成形工具抵靠下部成形工具闭合,对管52”加压(通过在管52”的通道152'内插入流体),以对管52”液压成形,使得管52”扩大以座合支承轴颈60b、68b。当管52”被加压时,通过模具或可移动滑块将力f施加在管52”上,以形成轮廓形状316。在液压成形工艺h和成形工艺f完成后,通过移除管52”中的剩余流体,从管52”移除压力。
92.图18a-图18d示出了在液压成形工艺h和成形工艺f期间管52”的形状的一些变化。图18a示出了沿图15的管52”的剖面线18a-18a的横截面图,示出了管52”的侧壁52a'最初是圆柱形的。图18b示出了沿图17的管52”的剖面线18b-18b的横截面图,示出了侧壁52a'中的弯曲部b。此外,管52”的部分340在成形工艺f期间已经与旋转轴线28间隔开,如图18b所示。
93.图18c示出了沿图15的管52”的剖面线18c-18c的横截面图,示出了在液压成形工艺h和成形工艺f之前,管52”具有圆形外形。图18d示出了在液压成形工艺h和成形工艺f之后,管52”沿图17的剖面线18d-18d的横截面形状的一个实施例。具体地,管52”的中心部分
320变形为具有倒圆的矩形横截面形状。管52”中的弯曲部b与管52”的选定的部分320中的横截面的变化一起增加了管52”的弯曲刚度。此外,将管52”的部分320重新定位在旋转轴线28下方可以调整非平衡质量tu的量以及平衡轴20a的转动惯量i。
94.在液压成形h工艺和成形f工艺完成之后,子组件20-5与尾部件40a和鼻部件44a组装在一起,如图19所示。尾部件40a和鼻部件44a的突起284、284'被插入管52”的相对端部88'、92'中以形成子组件20-6。在一个实施例中,突起284、284'被压装到管52”的通道152'中,使安装表面276、276'抵靠管52”的相应端部88'、92'座合。
95.图20示出了新颖的平衡轴20a的组装工艺中的最后的步骤。子组件20-6选择性地经历一个或更多个焊接工艺,以将尾部件40a和鼻部件44a紧固到管52”,形成新颖的平衡轴20a。在管52”的端部88'、92'附近形成一个或更多个激光焊缝232,以将尾部件40a和鼻部件44a固定地联接到管52”。可以使用其它附接尾部件40a和鼻部件44a的方法,例如焊接、粘合剂、机械紧固件等。替代地,可以如使用机械过盈的组装方法一样压装尾部件40a和鼻部件44a。
96.图21示出了新颖的平衡轴20b的第三实施例。第三实施例类似于图13-图20所示的第二实施例,并且使用相同的步骤组装。然而,轴20b的配重240a小于图19所示的新颖的平衡轴20a的配重240。此外,围绕配重240a的外周形成脊部112'和/或凹槽112',以将配重240a在管52”内锁定在适当位置中。
97.图22示出了新颖的平衡轴20c的实施例,新颖的平衡轴20c具有图1所示的实施例中的外部配重架56和图13所示的实施例中的内部配重240b。在图22的实施例中,在对管52进行液压成形工艺h和成形工艺f之前,将配重240b插入管52的空气空隙108中。包括内部配重240b结合外部配重架56的选择进一步增加了新颖的平衡轴20-20c的灵活性。
98.新颖的发动机平衡轴的一个好处是,与传统的铸造/锻造的平衡轴相比,新颖的平衡轴具有降低的质量。此外,第二个好处是,新颖的平衡轴具有高的截面惯性距,使得新颖的平衡轴具有高的弯曲刚度。第三个好处是,新颖的平衡轴在无需将质量定位在旋转轴线处和/或上方的情况下具有足够的弯曲刚度。第四个好处是,新颖的平衡轴比具有类似外形的传统的铸造/锻造的平衡轴具有更低的转动惯量。第五个好处是,新颖的平衡轴设计可以针对多种发动机应用容易地定制。最后,第六个好处是,新颖的平衡轴设计允许在用于不同发动机应用的实施例的制造期间重复使用某些部件。
99.已经以说明性的方式对本发明进行了描述,并且应当理解,所使用的术语旨在具有描述文字的性质,而非限制性。根据上述教导,本发明的许多修改和变型是可能的。因此,应当理解,在所附权利要求的范围内,本发明可以与具体的描述不同地实施。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1