一种变速箱壳体的制作方法
1.本实用新型涉及壳体,尤其涉及一种变速箱壳体。
背景技术:
2.变速箱可以改变传动比,扩大驱动轮转矩和转速的作用,随着现代科技的发展,变速箱也有了升级,从最初的手动变速箱,到现在无级变速箱,从无同步器到有同步器,操控越来越方便,目前,现有的电动轿车变速箱壳体上的沉孔较多,在加工中心上加工连接孔,加工完一面后,需翻转壳体后再加工另一面,加工出的连接孔的精度较低,不便于排出加工中排出的铁屑,不便于装配齿轮,不便于拆卸齿轮。
技术实现要素:
3.本实用新型所要解决的技术问题是:提供一种变速箱壳体,解决了现有电动轿车变速箱壳体上的沉孔较多,在加工中心上加工连接孔,加工完一面后,需翻转壳体后再加工另一面,加工出的连接孔的精度较低,不便于排出加工中排出的铁屑,不便于装配齿轮,不便于拆卸齿轮的问题。
4.本实用新型为解决上述提出的问题所采用的技术方案是:
5.一种变速箱壳体,包括固定环1、通孔a101、连接板a2、通孔b201、通孔c202、连接孔203、倒u形板3、箭头形件4、通孔d401、通孔e402、通孔f403、装配件a5、装配件b6、螺纹孔a7、螺纹孔b8、通孔g9、装配件c10、装配件d11、螺纹孔c12、螺纹孔d13和通孔h14,固定环1上均布开设多个通孔a101,连接板a2后侧壁下端与所述固定环1内侧壁后部固定连接,倒u形板3内侧壁后端与所述连接板a2外侧壁固定连接,所述倒u形板3下表面与所述固定环1上表面固定连接,所述倒u形板3前侧壁与箭头形件4后侧壁固定连接,所述连接板a2下部开设通孔b201,所述连接板a2上部开设通孔c202,所述连接板a2上均布开设多个连接孔203,所述箭头形件4下部开设通孔d401,所述箭头形件4上部开设通孔e402,所述箭头形件4上均布开设通孔f403,所述通孔d401与所述通孔b201同轴设置,所述通孔e402与所述通孔c202同轴设置,所述固定环1下表面后部固定设置装配件a5,所述装配件a5下部配合装配件b6,所述装配件a5、装配件b6右部开设同一个螺纹孔a7,所述装配件a5、装配件b6左部开设同一个螺纹孔b8,所述装配件a5、装配件b6之间开设同一个通孔g9,所述固定环1下表面前部固定设置装配件c10,所述装配件c10下部配合装配件d11,所述装配件c10、装配件d11右部开设同一个螺纹孔c12,所述装配件c10、装配件d11左部开设同一个螺纹孔d13,所述装配件c10、装配件d11之间开设同一个通孔h14,所述通孔g9和通孔h14同轴设置。
6.所述的连接板a2上均布开设工艺孔a204,工艺孔a204便于降低连接板a2的重量。
7.所述的箭头形件4上均布开设工艺孔b404,工艺孔b404便于降低箭头形件4的重量。
8.本实用新型的工作原理:固定环、连接板a、倒u形板、箭头形件、装配件a、装配件c一次性铸造成型并通过夹具夹持在加工中心上,装配件b、装配件d铸造成型通过夹具并夹
持在加工中心上,把编辑好的数控程序输入加工中心,通过加工中心完成对刀与坐标系设置,开启加工中心,依次加工出通孔b、通孔c、连接孔、工艺孔a、通孔d、通孔e、通孔f、通孔g、通孔h,加工完成后,取下以上部件, 装配件a、装配件c朝上设置并通过夹具夹持在加工中心上,装配件b与装配件a配合固定,在装配件b和装配件a上分别开设出螺纹孔a、螺纹孔b, 装配件d与装配件c配合固定,在装配件d和装配件c上分别开设出螺纹孔c、螺纹孔d,取下以上部件,箭头形件朝上设置并通过夹具固定在加工中心上,加工出工艺孔b,加工完成后,取下以上部件,关闭加工中心。
9.本实用新型的有益效果在于:1、加工中心加工壳体快速成型,加工精度高,便于排出壳体内部铁屑,壳体便于装配、拆卸。2、连接板a上均布开设工艺孔a,工艺孔a便于降低连接板a的重量。3、箭头形件上均布开设工艺孔b,工艺孔b便于降低箭头形件的重量。
附图说明
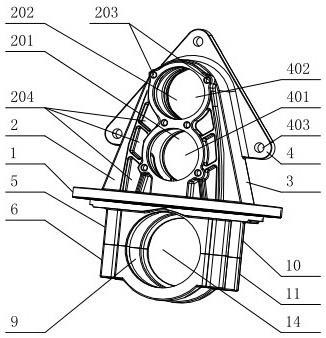
10.图1是本实用新型的结构示意图;
11.图2是本实用新型的后视图;
12.图3是本实用新型的下视图。
13.其中,1
‑
固定环、101
‑
通孔a、2
‑
连接板a、201
‑
通孔b、202
‑
通孔c、203
‑
连接孔、204
‑
工艺孔a、3
‑
倒u形板、4
‑
箭头形件、401
‑
通孔d、402
‑
通孔e、403
‑
通孔f、404
‑
工艺孔b、5
‑
装配件a、6
‑
装配件b、7
‑
螺纹孔a、8
‑
螺纹孔b、9
‑
通孔g、10
‑
装配件c、11
‑
装配件d、12
‑
螺纹孔c、13
‑
螺纹孔d、14
‑
通孔h。
具体实施方式
14.下面结合附图进一步说明本实用新型的实施例。
15.参照图1
‑
3,本具体实施方式所述的一种变速箱壳体,包括固定环1、通孔a101、连接板a2、通孔b201、通孔c202、连接孔203、倒u形板3、箭头形件4、通孔d401、通孔e402、通孔f403、装配件a5、装配件b6、螺纹孔a7、螺纹孔b8、通孔g9、装配件c10、装配件d11、螺纹孔c12、螺纹孔d13和通孔h14,固定环1上均布开设八个通孔a101,连接板a2后侧壁下端与所述固定环1内侧壁后部固定连接,倒u形板3内侧壁后端与所述连接板a2外侧壁固定连接,所述倒u形板3下表面与所述固定环1上表面固定连接,所述倒u形板3前侧壁与箭头形件4后侧壁固定连接,所述连接板a2下部开设通孔b201,所述连接板a2上部开设通孔c202,所述连接板a2上均布开设六个连接孔203,所述箭头形件4下部开设通孔d401,所述箭头形件4上部开设通孔e402,所述箭头形件4上均布开设通孔f403,所述通孔d401与所述通孔b201同轴设置,所述通孔e402与所述通孔c202同轴设置,所述固定环1下表面后部固定设置装配件a5,所述装配件a5下部配合装配件b6,所述装配件a5、装配件b6右部开设同一个螺纹孔a7,所述装配件a5、装配件b6左部开设同一个螺纹孔b8,所述装配件a5、装配件b6之间开设同一个通孔g9,所述固定环1下表面前部固定设置装配件c10,所述装配件c10下部配合装配件d11,所述装配件c10、装配件d11右部开设同一个螺纹孔c12,所述装配件c10、装配件d11左部开设同一个螺纹孔d13,所述装配件c10、装配件d11之间开设同一个通孔h14,所述通孔g9和通孔h14同轴设置。
16.所述的连接板a2上均布开设工艺孔a204,工艺孔a204便于降低连接板a2的重量。
17.所述的箭头形件4上均布开设工艺孔b404,工艺孔b404便于降低箭头形件4的重量。
18.本具体实施方式的工作原理:固定环、连接板a、倒u形板、箭头形件、装配件a、装配件c一次性铸造成型并通过夹具夹持在加工中心上,装配件b、装配件d铸造成型通过夹具并夹持在加工中心上,把编辑好的数控程序输入加工中心,通过加工中心完成对刀与坐标系设置,开启加工中心,依次加工出通孔b、通孔c、连接孔、工艺孔a、通孔d、通孔e、通孔f、通孔g、通孔h,加工完成后,取下以上部件, 装配件a、装配件c朝上设置并通过夹具夹持在加工中心上,装配件b与装配件a配合固定,在装配件b和装配件a上分别开设出螺纹孔a、螺纹孔b, 装配件d与装配件c配合固定,在装配件d和装配件c上分别开设出螺纹孔c、螺纹孔d,取下以上部件,箭头形件朝上设置并通过夹具固定在加工中心上,加工出工艺孔b,加工完成后,取下以上部件,关闭加工中心。
19.本实用新型的有益效果在于:1、加工中心加工壳体快速成型,加工精度高,便于排出壳体内部铁屑,壳体便于装配、拆卸。2、连接板a上均布开设工艺孔a,工艺孔a便于降低连接板a的重量。3、箭头形件上均布开设工艺孔b,工艺孔b便于降低箭头形件的重量。
20.本实用新型的具体实施例不构成对本实用新型的限制,凡是采用本实用新型的相似结构及变化,均在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1