一种沥青固化道床试件成型方法
1.本发明属于交通土建工程应用技术领域,更具体地说,涉及一种沥青固化道床试件成型方法。
背景技术:
2.高速铁路是我国重要的基础设施和交通工具,作为一种安全、高效、舒适的运输方式,是现代交通运输体系的重要组成部分,有砟轨道是高速铁路的最基本的轨道形式之一,随着行车速度的提高,道砟飞溅现象时有发生,大大增加了线路和车辆的养护维修成本,危及行车安全。
3.针对上述缺陷,国内外尝试把散粒体道砟用材料粘结起来,既增强了轨道保持几何形位的能力,又因减小了道砟和基床的受力而减少轨道的后期沉降,可大幅减少维修工作量,聚氨酯是上述技术可采用的材料之一,利用聚氨酯发泡材料对有砟道床进行固化,提高了散体道床的力学性能,形成了一种弹性固结整体道床结构。但是,聚氨酯发泡材料的成本较高,因此,尝试以沥青混合料制成新型的弹性固化道床结构,使其既具有良好的力学性能,同时也具有良好的经济性。
4.沥青混合料的室内成型方法主要有马歇尔击实法、轮碾法、静压法等,我国大粒径沥青混合料普遍采用《公路工程沥青及沥青混合料试验规程(jtge20
‑
2011)》(简称jtge20
‑
2011)中大型马歇尔击实法成型试件,其主要原理如下:
5.(1)按jtge20
‑
2011规定,首先做好准备工作,然后拌制沥青混合料,并称取一个试件所需的混合料用量,约4050g;
6.(2)从烘箱中取出预热的试模及套筒,用沾有少许黄油的棉纱擦拭套筒、垫块及击实锤底面。将试模装在垫块上,并使底部平整,垫一张圆形的吸油性小的纸,将混合料分两层加入试模中,每层加入混合料大致相同,加入后均用插刀或大螺丝刀沿周边插捣15次,中间10次,插捣后将沥青混合料表面整平成凸圆弧面;
7.(3)插入温度计至混合料中心附近,检查混合料温度。待混合料达到要求的压实温度后,将试模连同底座固定在击实台上固定,在试模内混合料顶面垫一张圆形的吸油性小的纸,再将装有击实锤及导向棒的压实头放入试模中。开启电机,使压实锤从457mm高度自由下落,对试件的两面分别以同样的方式击实,击实次数均为112次;
8.(4)击实结束后,立即去除上下面的纸,量取试件离试模上口的高度,并由此计算试件高度。高度不符合要求时,试件应作废,并调整试件的混合料质量,以保证试件高度符合95.3mm士2.5mm的要求;
9.(5)卸去套筒和底座,将装有试件的试模横向放置冷却至室温后,脱出试件。
10.马歇尔击实试验主要以锤击方式对混合料施加作用力,克服集料颗粒间静摩擦力,迫使集料颗粒相互靠拢而达到密实,不利于集料的定向排列组合,进而影响沥青混合料骨架结构的稳定性;与马歇尔击实试验相似,静压主要依靠压路机自身的重力使混合料变得密实,集料三维空间的定向重排效果相对较差,更为稳定的骨架结构难以形成,从而影响
混合料的性能;传统的轮碾仪模具尺寸固定,只能满足少部分试验的要求,且一次只能成型一块车辙板,效率不高,并且,沥青固化道床试件是大粒径碎石沥青混合料,不宜用击实法成型,因为击实法容易造成集料破碎尤其是公称最大粒径附近的集料严重破碎,从而改变了既定级配的组成,使所选级配失去了原有意义,最终影响到混合料的性质。
11.因此,沥青固化道床试件迫切需要新型的成型方法。
技术实现要素:
12.为了解决上述技术问题至少之一,根据本发明的一方面,提供了一种沥青固化道床试件成型方法,该方法包括如下步骤:
13.一、混合料制备,拌制沥青混合料;
14.二、预设,设定沥青固化道床试件成型所需层数n,并设定各层成型时所需的初始沥青混合料质量m
i
,i=1,2,
…
,n,及设定各层沥青混合料高度h
i
,且h为成型试件的高度;
15.三、确定修正系数ε,用隔离纸擦拭模具内侧面,并在模具内侧面铺设隔离纸,并在隔离纸表面涂抹隔离剂,称取质量为m
i
的沥青混合料,将其压实于模具中,测量压实后沥青混合料实际高度h
i
′
,根据公式
①
计算修正系数ε,
16.ε=h
i
/h
i
′①
;
17.四、修正,根据公式
②
计算修正后沥青混合料质量m
i
′
18.m
i
′
=ε
×
m
i
②
;
19.五、装料,称取将一层沥青混合料所需m
i
′
,均匀装入模具内,插捣平整;
20.六、压实,在插捣平整的该层沥青混合料顶面铺设隔离纸,进行压实,压实后取下隔离纸;
21.七、分批成型,按步骤五~步骤六分批将沥青固化道床试件各层振动压实成型;
22.八、脱模,待沥青固化道床试件冷却至室温后,脱模并取下沥青固化道床试件底部的隔离纸。
23.根据本发明实施例的沥青固化道床试件成型方法,可选地,步骤七中,下一批次装料前,对需称取的沥青混合料质量进行二次修正,具体步骤为:
24.先根据公式
③
确定二次修正系数ε
′
,
25.ε
′
=h
i
‑1/h
i
‑1′③
;
26.其中h
i
‑1为上一批次的设定沥青混合料高度,h
i
‑1′
上一批次的设定沥青混合料实际高度;然后根据公式
④
确定二次修正后沥青混合料质量m
″
i
,
27.m
″
i
=ε
′
m
i
′④
;
28.根据m
″
i
进行称取装料。
29.根据本发明实施例的沥青固化道床试件成型方法,可选地,步骤三和步骤六的压实操作中采用的工艺参数相同。
30.根据本发明实施例的沥青固化道床试件成型方法,可选地,成型方法中采用的模具包括:
31.底板;
32.侧模,其固定连接于底板顶面,所述侧模由四块侧板与底板组成顶部开口的模腔;
33.凸块,其置于模腔中,所述凸块底面与底板顶面固定连接,所述凸块一侧面与侧模一侧板固定连接,所述凸块其余三侧面与其对应的侧板间留有空隙。
34.根据本发明实施例的沥青固化道床试件成型方法,可选地,压实操作中,对于凸块顶面至底板顶面间的模腔空隙,采用风镐进行压实;压实操作中,对于凸块顶面至模腔顶面间的模腔空间,采用振动冲击夯进行压实。
35.根据本发明实施例的沥青固化道床试件成型方法,可选地,采用风镐压实时,压实时间为45~55s,采用振动冲击夯压实时,压实时间为130~140s。
36.根据本发明实施例的沥青固化道床试件成型方法,可选地,振动冲击夯压实时,跳起高度为40~65mm,冲击能量75~120n.m,前进速度为10~13m/min,冲击次数为250~750次/分。
37.根据本发明实施例的沥青固化道床试件成型方法,可选地,成型的沥青固化道床试件外形尺寸为1050mm*500mm*350mm,其顶部下凹形成有凹槽。
38.本发明的沥青固化道床试件成型方法,操作方便、压实效果好、结果可靠,有效降低作废率,降低成本,提高成型效率,且成型的沥青固化道床试件力学性能好,对于高速铁路的建设具有积极意义,具有广阔的应用前景和显著的经济和社会效益。
附图说明
39.为了更清楚地说明本发明实施例的技术方案,下面将对实施例的附图作简单地介绍,显而易见地,下面描述中的附图仅仅涉及本发明的一些实施例,而非对本发明的限制。
40.图1示出了本发明成型方法中采用的模具结构示意图;
41.图2为成型的道床试件结构示意图;
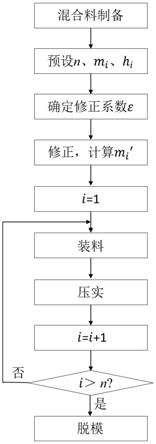
42.图3示出了本发明的成型方法流程图;
43.图4示出了本发明实施例2的成型方法流程图;
44.图中:
45.1、底板;
46.2、侧模;20、侧板一;21、侧板二;
47.3、凸块;
48.4、吊耳;40、吊耳一;41、吊耳二;
49.5、第一加强件;50、基板;51、螺栓;52、肋板;
50.6、第二加强件;
51.60、连接板;61、螺杆;
52.1000、沥青固化道床;1100、凹槽。
具体实施方式
53.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例的附图,对本发明实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。
54.除非另作定义,此处使用的技术术语或者科学术语应当为本发明所属领域内具有一般技能的人士所理解的通常意义。本发明专利申请说明书以及权利要求书中使用的“第
一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。同样,“一个”或者“一”等类似词语也不表示数量限制,而是表示存在至少一个。
55.实施例1
56.本实施例的沥青固化道床试件成型方法,如图3所示,该方法包括如下步骤:
57.一、混合料制备,拌制沥青混合料;
58.二、预设,设定沥青固化道床试件成型所需层数n,并设定各层成型时所需的初始沥青混合料质量m
i
,i=1,2,
…
,n,及设定各层沥青混合料高度h
i
,且h为成型试件的高度;
59.三、确定修正系数ε,用隔离纸擦拭模具内侧面,并在模具内侧面铺设隔离纸,并在隔离纸表面涂抹隔离剂,称取质量为m
i
的沥青混合料,将其压实于模具中,测量压实后沥青混合料实际高度h
i
′
,根据公式
①
计算修正系数ε,
60.ε=h
i
/h
i
′①
;
61.四、修正,根据公式
②
计算修正后沥青混合料质量m
i
′
62.m
i
′
=ε
×
m
i
②
;
63.五、装料,称取将一层沥青混合料所需m
i
′
,均匀装入模具内,插捣平整;
64.六、压实,在插捣平整的该层沥青混合料顶面铺设隔离纸,进行压实,压实后取下隔离纸;
65.七、分批成型,按步骤五~步骤六分批将沥青固化道床试件各层振动压实成型;
66.八、脱模,待沥青固化道床试件冷却至室温后,脱模并取下沥青固化道床试件底部的隔离纸。
67.首先参照《公路工程沥青及沥青混合料试验规程》(jtge20
‑
2011)拌制沥青混合料,并测试沥青混合料的毛体积密度,然后设定沥青固化道床试件成型所需层数,以本实施例为例,将试件分为6层,即n=6,并设定每层沥青混合料高度h
i
,h
i
的设定应遵循且为降低后续工序中的计算量,可设置各层的沥青混合料高度相近,然后设定各层成型时所需的初始沥青混合料质量m
i
,m
i
的设定可参照以往成型操作中沥青混合料高度对应的经验质量,也可通过模具中试件各层对应的体积及沥青混合料的毛体积密度计算获得。
68.进一步地,由于沥青固化道床试件成型过程中采用的振动压实设备不同、参数不同,会导致最终的压实效果不同,各层试件实际成型时的密度与参照以往经验确定的密度及计算的密度会有所差异,这将导致按初始沥青混合料质量m
i
进行装料压实后成型的试件高度不符合需求的试件高度,因此,本实施例设计了修正环节,首先用蘸有少许油的隔离纸擦拭模具内侧面,即擦净模腔表面,然后在模具内侧面铺设隔离纸,并在隔离纸表面涂抹隔离剂,本实施例中的隔离纸可采用报纸、a4纸等,隔离剂可采用食用油等,选择任一层试件对应的m
i
与h
i
,称量m
i
的沥青混合料,采用与本次试件成型相同的振动压实设备与参数对其进行压实,于模具中形成一修正试件样品,测量压实后样品的实际高度h
i
′
,然后利用公式ε=h
i
/h
i
′
,计算修正系数ε,根据此修正系数,再利用公式m
i
′
=ε
×
m
i
,即可对各层成型时所需沥青混合料质量进行修正,得到修正后沥青混合料质量m
i
′
,得到修正系数后即可将样品从模具中取出,进行试件的成型操作。
69.经过修正环节后,以各层试件对应的m
i
′
分批称取沥青混合料,应注意的是,此时的沥青混合料是养护一定时间后的沥青混合料;每层试件均经过装料、压实后,重复六次,即得到最终所需的沥青固化道床试件,待试件冷却至室温后,倒置模具,脱出试件,并取下试件表面上粘附的隔离纸。
70.本实施例在成型各层试件时,采用的压实设备参数与确定修正系数时对样品的压实设备参数相同,由此进一步确保修正系数修正质量的有效性,提高试件最终成型的合格率。
71.实施例2
72.本实施例的沥青固化道床试件成型方法,在实施例1的基础上做进一步改进,如图4所示,步骤七中,下一批次装料前,对需称取的沥青混合料质量进行二次修正,具体步骤为:
73.先根据公式
③
确定二次修正系数ε
′
,
74.ε
′
=h
i
‑1/h
i
‑1′③
;
75.其中h
i
‑1为上一批次的设定沥青混合料高度,h
i
‑1′
上一批次的设定沥青混合料实际高度;然后根据公式
④
确定二次修正后沥青混合料质量m
″
i
,
76.m
″
i
=ε
′
m
i
′④
;
77.根据m
″
i
进行称取装料。
78.本实施例在每一层试件压实后,根据当前层试件实际高度,通过公式
③
和公式
④
对下一层的沥青混合料质量进行二次修正,由此能有效避免分批成型时误差累积导致最终成型试件高度误差较大的情况发生,有效降低作废率,降低成本,提高成型效率。
79.实施例3
80.本实施例的沥青固化道床试件成型方法,在实施例2的基础上做进一步改进,成型方法中采用的模具包括:
81.底板1;
82.侧模2,其固定连接于底板1顶面,所述侧模2由四块侧板与底板1组成顶部开口的模腔;
83.凸块3,其置于模腔中,所述凸块3底面与底板1顶面固定连接,所述凸块3一侧面与侧模2一侧板固定连接,所述凸块3其余三侧面与其对应的侧板间留有空隙。
84.如图2所示,由于沥青固化道床1000体积较大,且需要为软枕的安置留出特定大小的凹槽1100,因此需要对道床试件模具的模腔结构进行适应的设计,同时,在试件脱模时常采用惯性脱模方法,因此模具的组成结构及重量,也是模具设计时重要的考量因素之一。
85.本实施例的沥青固化道床试件成型模具,底板1为钢板,本实施例中底板厚度为10mm,能在确保沥青固化道床试件在振动成型过程中的强度前提下,最大限度的减少重量,方便运输及后期的脱模操作;本实施例的侧模2由四块侧板首尾相接形成,本实施例的侧模2具体包括两块相互平行布置的长侧板一20与两块相互平行布置的短侧板二21,各侧板的厚度相同,各侧板底面与底板1通过螺栓结构固定连接,使得侧模2与底板1配合形成了呈长方体状的模腔空间,模腔壁的形状与最终成型的试剑外形相匹配,进一步地,在模腔内,即侧模2各侧板间布置有凸块3,凸块3底面与底板1顶面通过螺栓结构固定连接,凸块3一侧面与一侧板而21的中部固定连接,在试件成型时,凸块3部分即能为软枕的放置预留空间,通
过本实施例的沥青固化道床试件成型模具能确保沥青混合料稳定、快速的成型。
86.实施例4
87.本实施例的沥青固化道床试件成型方法,在实施例3的基础上做进一步改进,压实操作中,对于凸块3顶面至底板1顶面间的模腔空隙,采用风镐进行压实;压实操作中,对于凸块3顶面至模腔顶面间的模腔空间,采用振动冲击夯进行压实;
88.采用风镐压实时,压实时间为45~55s,采用振动冲击夯压实时,压实时间为130~140s;
89.振动冲击夯压实时,跳起高度为40~65mm,冲击能量75~120n.m,前进速度为10~13m/min,冲击次数为250~750次/分。
90.基于沥青固化道床试件的形状,在试件成型时,单靠振动冲击夯无法对凸块3顶面以下的模腔空间中的沥青混合料进行有效的压实,故需要配合风镐对此处的沥青混合料进行振动压实,本实施例通过对沥青混合料施加往复冲击力,在沥青混合料中产生一个沿着纵深方向扩散和传播的冲击波,集料颗粒处于振动状态,集料颗粒之间的摩擦力也由初始的静摩擦状态变为动摩擦状态,内摩擦力降低,有利于颗粒相对移动、靠近与定向重排,形成稳定的骨架结构,增强沥青混合料的强度与抵抗变形的能力,具有不破坏级配、压实的密实度高等优点,且振动可以促使沥青充分与集料渗透、揉合,使集料完全被沥青包裹住,形成沥青膜,不宜被水侵害,而且在本实施例的振动压实参数作用下,粗集料容易重新排列,形成骨架结构,使其具有较高的稳定度,提高沥青固化道床的力学性能。
91.实施例5
92.本实施例的沥青固化道床试件成型方法,在实施例4的基础上做进一步改进,成型方法中采用的模具还包括吊耳4,其包括:
93.吊耳一40,其为水平吊耳,对称式形成于底板1两侧;
94.吊耳二41,其为竖直吊耳,对称式形成于侧模2两侧。
95.本实施例的试件是倒置成型的,成型后需将模具倒置进行脱模,因此模具设计需方便吊装,故本实施例设计了吊耳4结构,如图1所示,本实施例的吊耳4包括吊耳一40和吊耳二41,吊耳一40为在底板1两侧面水平形成的吊装结构,吊耳二41为在侧模2两侧面竖直形成的吊装结构,在吊装过程中,吊耳一40与吊耳二41配合能确保吊装时的稳定可靠性,且能减小吊装过程中侧模2与底板1连接结构处的受力,提高安全性。
96.更具体地说,本实施例中吊耳一40长度为90mm,宽度为65mm,吊耳二41长度为90mm,宽度为70mm,吊耳4的结构设计方便了脱模时的吊装,也方便了对模具的运输移动。
97.进一步地,成型方法中采用的模具还包括:
98.第一加强件5,其设于底板1顶面上,加强侧模2底部与底板1间连接结构强度。
99.本实施例的沥青固化道床试件采用振动压实的成型方式,因此在成型过程中产生的振动较大,对模具结构及各零部件连接结构的强度有着更高的要求,因此本实施例设置第一加强件5,旨在强化侧模2与底板1间连接结构的强度,避免振动压实使该处结构失效。
100.实现加强侧模2与底板1连接结构强度的第一加强件5结构有多种,本实施例示出其中的一种结构,如下:
101.所述第一加强件5有四个,分别对应设置于侧模2各侧板外侧底部,所述第一加强件5包括:
102.基板50,其通过螺栓51可拆卸连接于底板1顶面,所述基板50一侧面与侧模2一侧板的外侧面底部抵接;
103.肋板52,其为直角三角板,一直角边与基板50顶面固定连接,另一直角边与侧模2一侧板的外侧面抵接。
104.本实施例中,基板50的长度与对应侧模2侧板的长度相同,基板50上开设多处螺孔,通过螺栓51穿过螺孔与底板1螺接,将基板50固定在对应侧板的外侧,并使基板50一侧面与对应侧板的外侧抵接,由此形成了对侧模2底部结构的加强稳定;肋板52的一直角边与基板50顶面固定焊接,另一直角边抵接在对应侧板外侧中部,由此形成了对侧模2中部结构的加强稳定。
105.本实施例的第一加强件5结构,组成简单,结构紧凑美观,自重轻,且能对模具的结构强度提供稳定支撑。
106.进一步地,成型方法中采用的模具还包括:
107.第二加强件6,其设于侧模2各相邻侧板连接处,加强侧模2各相邻侧板间连接结构强度。
108.第二加强件6的设置主要是强化构成侧模2的各相邻侧板间的连接结构强度及侧模2顶部结构的强度。
109.第二加强件6的结构形式有多种,如可以通过角钢,角钢的一边固定在一侧板顶部,另一边固定在相邻侧板的顶部由此形成强化结构,本实施例示出第二加强件6的另一种结构:
110.所述第二加强件6有四个,分别设于侧模2的四处相邻侧板连接处,所述第二加强件6包括:
111.连接板60,其一端固定连接于一侧板一端顶部处,所述连接板60另一端沿对应侧板长度方向伸出侧板,所述连接板60的伸出端上开设有通孔;
112.螺杆61,其一端固定连接于相邻侧板靠近连接板60的一端顶部处,所述螺杆61另一端沿对应侧板长度方向伸出侧板,并穿过连接板60上的通孔;
113.螺母,其与螺杆61的伸出端配合螺接。
114.如图1所示,本实施例中,在侧板二21的两端顶部均固定有连接板60,连接板60沿侧板二21长度方向向外延伸形成伸出端,在侧板一20的两端顶部均固定有螺杆61,螺杆61沿侧板一20长度方向向外延伸形成伸出端,在侧板与底板1固定装配的同时,使侧板一20与侧板二21相邻端的螺杆61配合穿过连接板60上的通孔,然后通过螺母旋紧固定,由此形成了对构成侧模2的各相邻侧板间的连接结构强度及侧模2顶部结构强度的强化。
115.本实施例的第二加强件6结构组成简单,自重小,且能对模具的结构强度提供稳定支撑。
116.进一步地,本实施例的第一加强件5及第二加强件6的结构设计,不会影响模具各零部件的拆卸更换,方便后期维修。
117.进一步地,成型方法中采用的模具还包括:
118.所述侧模2与底板1组成的模腔呈1050mm*500mm*350mm的长方体空间;
119.所述凸块3为1000mm*110mm*322mm的长方体结构。
120.沥青固化道床试件外形尺寸影响着其使用性能,经过设计规范要求和有限元计算
分析,发现预制的沥青固化道床试件外形尺寸为1050mm*500mm*350mm时,其有效使用寿命、力学性能、耐磨损能力最佳,因此,本实施例的沥青固化道床试件成型模具根据最佳性能下的沥青固化道床试件外形尺寸设计,其中:
121.底板1长度为1200mm,宽度为650mm,厚度为10mm;
122.侧板一20长度为1050mm,高度为450mm,厚度为10mm;
123.侧板二21长度为530mm,高度为450mm,厚度为10mm;
124.凸块3与一个侧板二21的中部固定连接,且凸块3距另一个侧板二21距离为89mm,距侧板一20距离为50mm。
125.通过本实施例的尺寸设计,以尽可能少的材料构成能成型最佳试件尺寸的模腔,降低了模具重量,方便运输及后续脱模,且能保证成型过程中模具的结构强度。
126.本发明所述实例仅仅是对本发明的优选实施方式进行描述,并非对本发明构思和范围进行限定,在不脱离本发明设计思想的前提下,本领域工程技术人员对本发明的技术方案作出的各种变形和改进,均应落入本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1