一种全自动化检测系统及控制方法与流程
1.本发明涉及检测系统领域,尤其是涉及一种全自动化检测系统及控制方法。
背景技术:
2.若使用的弹簧的实际性能达不到标准,可能会造成设备故障或安全问题,因此弹簧在制造出来后往往需要对其性质能进行测量,并将其中不符合标准的分离出来。
3.公开号为cn210638869u的中国专利公开了一种窗帘伸缩杆弹簧生产用检测装置,包括底板,所述底板的上表面固定连接有内部中空的中空柱,所述中空柱的外表面套设有弹簧本体,所述底板的上表面通过轴承转动连接有螺纹柱。该窗帘伸缩杆弹簧生产用检测装置,通过设置螺纹柱,将弹簧本体固定后,旋转螺纹柱,使挤压环与弹簧本体的顶端相连,通过调节伸缩杆,使钩子将弹簧本体钩主,通过改变螺纹柱的旋转方向,改变螺纹套筒的移动方向,起到挤压或拉伸弹簧本体的效果,通过刻度尺,记录相关数据,即可推算出弹性系数。
4.上述现有技术中,需要人工对待测弹簧进行上件和下件,并对其弹性系数进行计算,使检测过程所耗费的时间长,检测效率低,且浪费人力物力。因此,需要一种全自动化检测系统。
技术实现要素:
5.本发明所要解决的是如何使对弹簧的检测过程完全自动化的技术问题,提供了一种全自动化检测系统及控制方法。
6.本发明解决其技术问题所采用的技术方案是:一种全自动化检测系统,包括传送装置、检测平台、转动电机、抵接座、转动柱、压力传感器、压缩装置、电磁铁、良品口、次品口、采集相机、光源、云服务器、控制系统;传送装置包括至少两个传送辊、传送带、至少两个驱动电机;传送辊与驱动电机连接;传送带套设于传送辊上,传送带表面为凹型弧面,凹型弧面由传送带的两侧向其中心凹陷;检测平台设置于传送装置侧方,检测平台底面固定有若干支撑桩;转动电机固定于检测平台上部;抵接座固定于转动电机的转轴上,抵接座远离转动电机转轴的表面为抵接面;压力传感器设置于抵接面上;转动柱设置于检测平台上方,沿传送带的中心线设置,转动柱的一端位于传送带上方,与待测弹簧相配合,且设置有位置感应器,转动柱的另一端与抵接面固定,转动柱的转动轴线与传送装置的传送方向垂直;压缩装置位于转动柱侧方,与转动柱相配合;电磁铁设置于压缩装置上;良品口设置于检测平台上,位于压缩装置和转动柱之间,良品口下方设置有良品箱;次品口设置于检测平台上,处于良品口与压缩装置之间,次品口下方设置有次品箱;采集相机设置于转动柱侧方,与云服务器连接;光源和采集相机相对设置于转动柱的两侧;控制系统与压缩装置、转动电机、位置感应器、压力传感器、电磁铁、采集相机、云服务器连接。可以将检测系统与弹簧生产系统组合连接,使检测间隔与生产间隔同步,实现检测的全自动化。转动柱的长度大于待测弹簧的长度。转动柱的一端位于传送带上方,与待测
弹簧相配合,使待测弹簧能套到转动柱上。压缩装置位于转动柱侧方,与转动柱相配合,对转动柱上的待测弹簧进行压缩。
7.将待测弹簧放置于传送带上,在凹型弧面的作用下,使弹簧的轴线与传送方向平行,之后将弹簧传送到转动柱上,在位置感应器感应到后,控制转动电机转动,使弹簧与抵接座相接,使转动柱与压缩装置相对,然后控制压缩装置将待测弹簧压缩。云服务器根据采集相机的图像数据和压力传感器的数据分析计算出弹簧的弹性系数。之后开启电磁铁,将待测弹簧吸住,然后控制压缩装置移动,带动待测弹簧移动,若为良品,在良品口处关闭电磁铁,使弹簧落到良品箱中,若为次品,在次品口处关闭电磁铁,使弹簧落到次品箱内。转动柱转动时,仅需要待侧弹簧的一部分套设在转动柱上,就可以在转动过程中使待测弹簧完全套设在转动柱上。设置采集相机,在测量不同长度的弹簧时,不需要频繁调整,且可以检测待测弹簧在压缩过程中是否均匀,并分析错误原因。在检测过程中分别在压缩前、压缩中和压缩后对待测弹簧进行三次拍照,以待测弹簧最低点相邻两点之间的距离判断其是否均匀。设置光源,用于提高采集相机的采集效果。
8.进一步的,转动柱包括中心轴、若干变径杆、若干中心气缸、稳定头;中心轴固定于抵接面上,中心轴的轴线与抵接面垂直;稳定头为半球状,稳定头的直径大于待测弹簧的空隙,稳定头的中心与中心轴远离抵接座的一端固定,稳定头面向抵接座的表面为稳定面,且与抵接面平行,稳定面上设置有若干第一滑道,第一滑道为凹槽,沿中心轴的径向设置;若干变径杆设置于中心轴侧方,位于稳定面和抵接面之间,若干变径杆的外侧侧面处于同一圆柱侧面内,此圆柱侧面的轴线与中心轴的轴线重合,且其直径不大于稳定头的直径,变径杆的上端固定有第一滑块,第一滑块的内端处于第一滑道内,变径杆的下端固定有第二滑块,第二滑块上套设有第二滑道,若干第二滑道为凹槽,设置于抵接面上,沿中心轴的径向设置;若干中心气缸分散固定于中心轴侧面上,沿中心轴的径向设置,位于若干变径杆内侧,中心气缸的伸缩端与变径杆固定。
9.对于不同内径的弹簧。当弹簧套在转动柱上后,控制中心气缸伸长,使变径杆与待测弹簧相接。设置第一滑块和第二滑块,用于使变径杆的移动更加稳定。设置稳定头为半球状,其直径大于待测弹簧的空隙,用于防止当待测弹簧套在转动柱上并转动时,弹簧的间隙中开在转动柱的端头上,使待测弹簧无法与抵接座相接。转动柱的直径与待测弹簧的内径相适应,用于防止待测弹簧压缩时产生弯曲,影响检测结果。
10.进一步的,转动柱包括保护膜、负压孔、负压器;保护膜包括若干侧保护膜、上保护膜、下保护膜;若干侧保护膜为橡胶材料,设置于相邻两个变径杆之间,与变径杆固定;上保护膜为橡胶材料,设置于若干中心气缸上方,其中部套设于中心轴上,其边缘与若干侧保护膜密封连接;下保护膜为橡胶材料,设置于若干中心气缸下方,其中部套设于中心轴上,其边缘与若干侧保护膜密封连接;负压孔设置于中心轴侧面上,位于上保护膜与下保护膜之间,负压孔的另一端穿过中心轴与负压器连接,负压器设置于保护膜外侧。
11.粉尘容易对中心气缸造成破坏,使其卡死。在检测开始时,控制负压器开启,使保护模内维持负压状,使保护模向内凹陷,防止与待测弹簧、毛刷产生摩擦,对保护模造成破坏,防止防护板将保护模夹住,对防护板的移动造成阻碍,除去保护模内部的水汽和粉尘,延长中心气缸的寿命。负压器产生的负压略低于大气压。
12.进一步的,包括清理装置,清理装置包括旋转座、内毛刷、外毛刷、升降气缸、清理
电机;升降气缸通过支撑架固定于转动柱上方,升降气缸的轴线竖向设置;清理电机固定于升降气缸的下部,清理电机的转动方向与待测弹簧的螺旋方向相配合;旋转座固定于清理电机的转轴上,旋转座的旋转轴线竖向设置,旋转座底部中心设置有辅助槽,辅助槽与转动柱相配合;内毛刷包括内毛刷筒,内毛刷筒为圆筒状,上部与旋转座固定,内毛刷筒的轴线与旋转座的旋转轴线重合,内毛刷筒的内径大于稳定头的直径,内毛刷筒的外径小于待测弹簧的内径,内毛刷筒的下端为锥状端,与所述待测弹簧相配合,内毛刷筒外侧面上设置有若干第一刷毛;外毛刷包括外毛刷筒,外毛刷筒为圆筒状,上部与旋转座固定,外毛刷筒的轴线与旋转座的旋转轴线重合,外毛刷筒的内径大于待测弹簧的外径,外毛刷筒内侧面上设置有若干第二刷毛,第二刷毛与第一刷毛交错设置;抵接面上设置有若干防旋凹槽,防旋凹槽为条状,且沿中心轴的径向设置。内毛刷筒的下端为锥状端,用于使内毛刷筒更容易进入待测弹簧内。在需要时,可以对转动柱涂润滑油,降低其与待测弹簧之间的摩擦力,提高检测精度。
13.待测弹簧上的锈蚀和粉尘会影响测量数据的准确度。通过转动电机控制转动柱转动到竖直方向,然后控制升降气缸伸长,使旋转使内毛刷和外毛刷向下移动,使内毛刷处于待测弹簧内侧,使外毛刷处于待测弹簧外侧,使转动柱的上部进入辅助槽中,使旋转座底面对待测弹簧进行挤压,对其进行固定,然后启动清理电机,使旋转座旋转,使内毛刷和外毛刷旋转,将待测弹簧表面的粉尘和锈蚀清理下来。设置第二刷毛与第一刷毛交错设置,用于适应不同直径的弹簧。设置防旋凹槽,用于限制待测弹簧的下端头,使待测弹簧不能转动,提高清理效果。清理电机的转动方向与待测弹簧的螺旋方向相配合,使待测弹簧的下端头陷入防旋凹槽内。
14.进一步的,清理装置包括防护壳、若干第三刷毛;防护壳为圆筒状,套设于转动柱上,其轴线与中心轴的轴线重合,防护壳的直径小于内毛刷筒的内径,防护壳包括若干防护板,若干防护板与若干变径杆相对应,防护板固定于变径杆外侧,相邻两个防护板相互配合,防护板的上部与稳定面相接,防护板的下部与抵接面相接;第三刷毛设置于内毛刷筒的内表面上,与防护板相接。相邻两个防护板相互配合,两个防护板紧密相接。
15.保护膜暴露在外界中,且其内部为负压,容易被破坏,且橡胶上的粉尘不容易被清理。内毛刷转动时,带动第三刷毛转动,对防护壳进行清理。防护壳与保护膜之间的空隙能够作为气流通道。
16.进一步的,清理装置包括过滤网、除尘壳、除尘风机、集尘盒;辅助槽与稳定头相对的面为凹型半球面,与稳定头紧密配合,凹型半球面为光滑面,其中心设置有第一通风孔,第一通风孔与除尘风机的吹风端连通;稳定头的半球面为光滑面,其中心设置有第二通风孔,第二通风孔与第一通风孔相配合,第二通风孔的另一端口穿过稳定头设置于稳定面上,且处于防护壳内测;防护板上分散设置有若干第三通风孔,第三通风孔连通防护板的内侧面和外侧面;第二滑道的内端处于防护壳内侧,外端与抵接座的侧面相接;防旋凹槽的内端处于防护壳内侧,外端与抵接座的侧面相接;内毛刷筒上分散设置有若干第四通风孔,第四通风孔连通内毛刷筒的内侧面和外侧面;外毛刷筒上分散设置有若干第五通风孔,第五通风孔连通外毛刷筒的内侧面和外侧面;除尘壳为壳体,罩设于外毛刷外侧,除尘壳包括下壳体,下壳体套设于抵接座上,其内底面低于抵接面,下壳体侧壁上设置有排气口,下壳体远离传送装置的一侧设置有排尘口,排尘口下部与下壳体的内底面相接,除尘壳包括上壳体,
上壳体套设于升降气缸的伸缩端上,上壳体与下壳体相配合,上壳体下部固定有挡板,挡板与排尘口相配合;检测平台上设置有集尘口,集尘口与排尘口相配合;集尘箱设置于排尘口下方;过滤网设置于排气口内。第二通风孔与第一通风孔相配合,使第一通风孔与第二通风孔之间保持连通。上壳体与下壳体相配合,使上壳体和下壳体组成密闭空腔。挡板与排尘口相配合,将排尘口堵塞。集尘口与排尘口相配合,当下壳体转动后,使粉尘从排尘口落到集尘口中。
17.需要对清理下来的粉尘进行收集。当进行清理过程时,启动除尘风机,使气流依次经过第一通风孔、第二通风孔、防护壳内部、第三通风孔、第四通风孔、第五通风孔、过滤网,通过气流将粉尘清理到下壳体内。气流从第二滑道排出,防止粉尘将第二滑道堵塞。气流从防旋凹槽排出,防止粉尘堆积在防旋凹槽内。当清理完成后,控制转动柱转动到检测位置,使粉尘从排尘口落入集尘口中,进入集尘箱中。可以控制清理电机正转和反转相间运转,正转使待测弹簧卡在防旋凹槽中,反转使待测弹簧随毛刷旋转一定角度,使对待测弹簧的清理更加全面。
18.进一步的,压缩装置包括压缩气缸、若干压缩片;压缩气缸固定于检测平台上,与转动柱相配合,压缩气缸的伸缩杆为压缩杆,压缩杆内设置有压缩空腔,压缩空腔为圆柱状,压缩空腔面向转动柱的一侧为开口,压缩空腔的内径大于待测弹簧的外径;压缩片为三角状,固定于压缩空腔内,靠近压缩空腔的开口,压缩片围绕压缩空腔的轴线设置,其尖端面向压缩空腔的轴线,且覆盖有橡胶层,其边沿沿压缩空腔的径向设置,若干压缩片与若干防护板交错配合,且与防护板的移动路径相配合。压缩气缸固定于检测平台上,与转动柱相配合,使压缩气缸的轴线与转动后的转动柱的轴线平行。若干压缩片与若干防护板交错配合,使压缩片处于两个防护板之间,对待测弹簧进行压缩。
19.压缩装置需要对不同直径的待测弹簧进行适应。当转动柱转动到检测位置后,控制压缩气缸伸长,使压缩空腔向转动柱移动,并套在转动柱上,同时压缩片由防护板之间的缝隙进入,与待测弹簧相接,对待测弹簧进行压缩。设置压缩片尖端覆盖有橡胶层,用于防止对保护膜进行保护。
20.进一步的,包括:旋转座底面上设置有滑动凹槽,滑动凹槽为环状,位于外毛刷筒内侧,处于内毛刷筒外侧,滑动凹槽内设置有滑动环,滑动环为环状,滑动环与待测弹簧相配合;良品口内设置有转动板,转动板为铁磁性材料,且靠近压缩装置的一侧与良品口的上端口边沿转轴连接,另一侧向下倾斜,转动板上连接有限位绳,限位绳的另一端与检测平台固定,转动板的下部与良品箱相配合。滑动环与待测弹簧相配合,使待测弹簧抵接在滑动环上。转动板的下部与良品箱相配合,使顺着转动板落下的弹簧落入良品箱中。
21.在旋转座转动过程中,待测弹簧上端与旋转座底面会产生摩擦。设置滑动环,使待测弹簧抵接在滑动环上,降低其与旋转座底面的摩擦。压缩装置带动弹簧移动时,待测弹簧之间缝隙容易卡在良品口,使次品提前脱离电磁铁落如良品口中。设置转动板与良品口的上端口边沿转轴连接,用于防止次品落入良品口内,在电磁铁经过时,转动板向上转动,将良品口堵塞,当电磁铁关闭后,转动板在重力作用下向下转动。
22.一种全自动化检测系统的控制方法,包括:在转动柱转动到竖直方向后,实行以下步骤:a1:控制系统控制若干中心气缸伸长,直到防护板与待测弹簧相接;a2:控制若干中心气缸收缩,然后控制升降气缸伸长,使内毛刷和外毛刷与待测弹簧相接,之后进行清理过
程。
23.当转动柱转动到竖直方向后,待测弹簧不一定是处于正中的,会使内毛刷无法进入待测弹簧内部。通过防护板对待测弹簧进行移动后,可以使待测弹簧处于正中。
24.进一步的,包括:若两种弹性系数不同的弹簧意外混合到一起,实行以下步骤:b1:将其中一种弹簧的弹性系数设定为良品,然后将混合的弹簧放到传送装置上;b2:当检测完毕后,将次品箱和良品箱取出,并将其中的弹簧装到不同的盒子中,完成分离。
25.将混合弹簧中的一种挑选出来后,得到的就是另一种弹簧。
26.本发明的有益效果:1、设置转动柱和电磁铁,可以自动对待测弹簧进行上件的下件。
27.2、设置清理装置,可以对弹簧的表面进行打磨,降低测量偏差。
28.3、设置保护模,对中心气缸进行保护。
附图说明
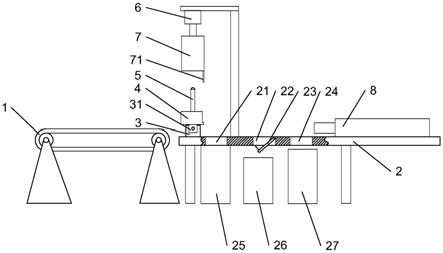
29.图1是本全自动化检测系统的整体结构示意图;图2是本全自动化检测系统的转动柱的正视图的截面图;图3是本全自动化检测系统的清理装置的正视图的截面图;图4是本全自动化检测系统的压缩空腔的侧面视图;附图标记说明:1、传送带;2、检测平台;21、集尘口;22、良品口;23、转动板;24、次品口;25、集尘箱;26、良品箱;27、次品箱;3、转动电机;31、抵接座;4、下壳体;41、排气口;42、排尘口;5、防护壳;51、中心轴;511、负压孔;512、负压器;52、上保护膜;53、中心气缸;54、变径杆;55、下保护膜;56、第三通风孔;57、第二滑块;58、第一滑块;59、稳定头;591、第二通风孔;6、升降气缸;61、清理电机;7、上壳体;71、挡板;72、旋转座;721、第一通风孔;722、除尘风机;723、滑动环;73、外毛刷筒;731、第五通风孔;732、第二刷毛;74、内毛刷筒;741、第一刷毛;742、第四通风孔;743、第三刷毛;8、压缩气缸;81、压缩空腔;82、压缩片。
具体实施方式
30.以下将结合实施例对本发明的构思及产生的技术效果进行清楚、完整地描述,以充分地理解本发明的目的、特征和效果。
31.实施例1:如图1所示,一种全自动化检测系统,包括传送装置、检测平台2、转动电机3、抵接座31、转动柱、压力传感器、压缩装置、电磁铁、良品口22、次品口24、采集相机、光源、云服务器、控制系统;传送装置包括至少两个传送辊、传送带1、至少两个驱动电机;传送辊与驱动
电机连接;传送带1套设于传送辊上,传送带1表面为凹型弧面,凹型弧面由传送带1的两侧向其中心凹陷;检测平台2设置于传送装置侧方,检测平台2底面固定有四个支撑桩;转动电机3固定于检测平台2上部;抵接座31固定于转动电机3的转轴上,抵接座31远离转动电机3转轴的表面为抵接面;压力传感器设置于抵接面上;转动柱设置于检测平台2上方,沿传送带1的中心线设置,转动柱的一端位于传送带1上方,与待测弹簧相配合,且设置有位置感应器,转动柱的另一端与抵接面固定,转动柱的转动轴线与传送装置的传送方向垂直;压缩装置位于转动柱侧方,与转动柱相配合;电磁铁设置于压缩装置上;良品口22设置于检测平台2上,位于压缩装置和转动柱之间,良品口22下方设置有良品箱26;次品口24设置于检测平台2上,处于良品口22与压缩装置之间,次品口24下方设置有次品箱27;采集相机设置于转动柱侧方,与云服务器连接;光源与采集相机相对设置;控制系统与压缩装置、转动电机3、位置感应器、压力传感器、电磁铁、采集相机、云服务器连接。可以将检测系统与弹簧生产系统组合连接,使检测间隔与生产间隔同步,实现检测的全自动化。转动柱的长度大于待测弹簧的长度。
32.将待测弹簧放置于传送带1上,在凹型弧面的作用下,使弹簧的轴线与传送方向平行,之后将弹簧传送到转动柱上,在位置感应器感应到后,控制转动电机3转动,使弹簧与抵接座31相接,使转动柱与压缩装置相对,然后控制压缩装置将待测弹簧压缩。云服务器根据采集相机的图像数据和压力传感器的数据分析计算出弹簧的弹性系数。之后开启电磁铁,将待测弹簧吸住,然后控制压缩装置移动,带动待测弹簧移动,若为良品,在良品口22处关闭电磁铁,使弹簧落到良品箱26中,若为次品,在次品口24处关闭电磁铁,使弹簧落到次品箱27内。转动柱转动时,仅需要待侧弹簧的一部分套设在转动柱上,就可以在转动过程中使待测弹簧完全套设在转动柱上。
33.如图2所示,转动柱包括中心轴51、若干变径杆54、若干中心气缸53、稳定头59;中心轴51固定于抵接面上,中心轴51的轴线与抵接面垂直;稳定头59为半球状,稳定头59的直径大于待测弹簧的空隙,稳定头59的中心与中心轴51远离抵接座31的一端固定,稳定头59面向抵接座31的表面为稳定面,且与抵接面平行,稳定面上设置有若干第一滑道,第一滑道为凹槽,沿中心轴51的径向设置;若干变径杆54设置于中心轴51侧方,位于稳定面和抵接面之间,若干变径杆54的外侧侧面处于同一圆柱侧面内,此圆柱侧面的轴线与中心轴51的轴线重合,且其直径不大于稳定头59的直径,变径杆54的上端固定有第一滑块58,第一滑块58的内端处于第一滑道内,变径杆54的下端固定有第二滑块57,第二滑块57上套设有第二滑道,若干第二滑道为凹槽,设置于抵接面上,沿中心轴51的径向设置;若干中心气缸53分散固定于中心轴51侧面上,沿中心轴51的径向设置,位于若干变径杆54内侧,中心气缸53的伸缩端与变径杆54固定。变径杆54为四个,对于不同内径的弹簧。当弹簧套在转动柱上后,控制中心气缸53伸长,使变径杆54与待测弹簧相接。设置第一滑块58和第二滑块57,用于使变径杆54的移动更加稳定。设置稳定头59为半球状,其直径大于待测弹簧的空隙,用于防止当待测弹簧套在转动柱上并转动时,弹簧的间隙中开在转动柱的端头上,使待测弹簧无法与抵接座31相接。转动柱的直径与待测弹簧的内径相适应,用于防止待测弹簧压缩时产生弯曲,影响检测结果。
34.转动柱包括保护膜、负压孔511、负压器512;保护膜包括若干侧保护膜、上保护膜52、下保护膜55;若干侧保护膜为橡胶材料,设置于相邻两个变径杆54之间,与变径杆54固
定;上保护膜52为橡胶材料,设置于若干中心气缸53上方,其中部套设于中心轴51上,其边缘与若干侧保护膜密封连接;下保护膜55为橡胶材料,设置于若干中心气缸53下方,其中部套设于中心轴51上,其边缘与若干侧保护膜密封连接;负压孔511设置于中心轴51侧面上,位于上保护膜52与下保护膜55之间,负压孔511的另一端穿过中心轴51与负压器512连接,负压器512设置于保护膜外侧。侧保护膜为四个。
35.粉尘容易对中心气缸53造成破坏,使其卡死。在检测开始时,控制负压器512开启,使保护模内维持负压状,使保护模向内凹陷,防止与待测弹簧、毛刷产生摩擦,对保护模造成破坏,防止防护板将保护模夹住,对防护板的移动造成阻碍,除去保护模内部的水汽和粉尘,延长中心气缸53的寿命。负压器512产生的负压略低于大气压。
36.如图3所示,包括清理装置,清理装置包括旋转座72、内毛刷、外毛刷、升降气缸6、清理电机61;升降气缸6通过支撑架固定于转动柱上方,升降气缸6的轴线竖向设置;清理电机61固定于升降气缸6的下部,清理电机61的转动方向与待测弹簧的螺旋方向相配合;旋转座72固定于清理电机61的转轴上,旋转座72的旋转轴线竖向设置,旋转座72底部中心设置有辅助槽,辅助槽与转动柱相配合;内毛刷包括内毛刷筒74,内毛刷筒74为圆筒状,上部与旋转座72固定,内毛刷筒74的轴线与旋转座72的旋转轴线重合,内毛刷筒74的内径大于稳定头59的直径,内毛刷筒74的外径小于待测弹簧的内径,内毛刷筒74的下端为锥状端,与所述待测弹簧相配合,内毛刷筒74外侧面上设置有若干第一刷毛741;外毛刷包括外毛刷筒73,外毛刷筒73为圆筒状,上部与旋转座72固定,外毛刷筒73的轴线与旋转座72的旋转轴线重合,外毛刷筒73的内径大于待测弹簧的外径,外毛刷筒73内侧面上设置有若干第二刷毛732,第二刷毛732与第一刷毛741交错设置;抵接面上设置有若干防旋凹槽,防旋凹槽为条状,且沿中心轴51的径向设置。内毛刷筒74的下端为锥状端,用于使内毛刷筒74更容易进入待测弹簧内。
37.待测弹簧上的锈蚀和粉尘会影响测量数据的准确度。通过转动电机3控制转动柱转动到竖直方向,然后控制升降气缸6伸长,使旋转使内毛刷和外毛刷向下移动,使内毛刷处于待测弹簧内侧,使外毛刷处于待测弹簧外侧,使转动柱的上部进入辅助槽中,使旋转座72底面对待测弹簧进行挤压,对其进行固定,然后启动清理电机61,使旋转座72旋转,使内毛刷和外毛刷旋转,将待测弹簧表面的粉尘和锈蚀清理下来。设置第二刷毛732与第一刷毛741交错设置,用于适应不同直径的弹簧。设置防旋凹槽,用于限制待测弹簧的下端头,使待测弹簧不能转动,提高清理效果。清理电机61的转动方向与待测弹簧的螺旋方向相配合,使待测弹簧的下端头陷入防旋凹槽内。
38.清理装置包括防护壳5、若干第三刷毛743;防护壳5为圆筒状,套设于转动柱上,其轴线与中心轴51的轴线重合,防护壳5的直径小于内毛刷筒74的内径,防护壳5包括若干防护板,若干防护板与若干变径杆54相对应,防护板固定于变径杆54外侧,相邻两个防护板相互配合,防护板的上部与稳定面相接,防护板的下部与抵接面相接;第三刷毛743设置于内毛刷筒74的内表面上,与防护板相接。防护板为四个。
39.保护膜暴露在外界中,且其内部为负压,容易被破坏,且橡胶上的粉尘不容易被清理。内毛刷转动时,带动第三刷毛743转动,对防护壳5进行清理。防护壳5与保护膜之间的空隙能够作为气流通道。
40.清理装置包括过滤网、除尘壳、除尘风机722、集尘盒;辅助槽与稳定头59相对的面
为凹型半球面,与稳定头59紧密配合,凹型半球面为光滑面,其中心设置有第一通风孔721,第一通风孔721与除尘风机722的吹风端连通;稳定头59的半球面为光滑面,其中心设置有第二通风孔591,第二通风孔591与第一通风孔721相配合,第二通风孔591的另一端口穿过稳定头59设置于稳定面上,且处于防护壳5内测;防护板上分散设置有若干第三通风孔56,第三通风孔56连通防护板的内侧面和外侧面;第二滑道的内端处于防护壳5内侧,外端与抵接座31的侧面相接;防旋凹槽的内端处于防护壳5内侧,外端与抵接座31的侧面相接;内毛刷筒74上分散设置有若干第四通风孔742,第四通风孔742连通内毛刷筒74的内侧面和外侧面;外毛刷筒73上分散设置有若干第五通风孔731,第五通风孔731连通外毛刷筒73的内侧面和外侧面;除尘壳为壳体,罩设于外毛刷外侧,除尘壳包括下壳体4,下壳体4套设于抵接座31上,其内底面低于抵接面,下壳体4侧壁上设置有排气口41,下壳体4远离传送装置的一侧设置有排尘口42,排尘口42下部与下壳体4的内底面相接,除尘壳包括上壳体7,上壳体7套设于升降气缸6的伸缩端上,上壳体7与下壳体4相配合,上壳体7下部固定有挡板71,挡板71与排尘口42相配合;检测平台2上设置有集尘口21,集尘口21与排尘口42相配合;集尘箱25设置于排尘口42下方;过滤网设置于排气口41内。
41.需要对清理下来的粉尘进行收集。当进行清理过程时,启动除尘风机722,使气流依次经过第一通风孔721、第二通风孔591、防护壳5内部、第三通风孔56、第四通风孔742、第五通风孔731、过滤网,通过气流将粉尘清理到下壳体4内。气流从第二滑道排出,防止粉尘将第二滑道堵塞。气流从防旋凹槽排出,防止粉尘堆积在防旋凹槽内。当清理完成后,控制转动柱转动到检测位置,使粉尘从排尘口42落入集尘口21中,进入集尘箱25中。可以控制清理电机61正转和反转相间运转,正转使待测弹簧卡在防旋凹槽中,反转使待测弹簧随毛刷旋转一定角度,使对待测弹簧的清理更加全面。
42.如图4所示,压缩装置包括压缩气缸8、若干压缩片82;压缩气缸8固定于检测平台2上,与转动柱相配合,压缩气缸8的伸缩杆为压缩杆,压缩杆内设置有压缩空腔81,压缩空腔81为圆柱状,压缩空腔81面向转动柱的一侧为开口,压缩空腔81的内径大于待测弹簧的外径;压缩片82为三角状,固定于压缩空腔81内,靠近压缩空腔81的开口,压缩片82围绕压缩空腔81的轴线设置,其尖端面向压缩空腔81的轴线,且覆盖有橡胶层,其边沿沿压缩空腔81的径向设置,若干压缩片82与若干防护板交错配合,且与防护板的移动路径相配合。压缩片82为四个。
43.压缩装置需要对不同直径的待测弹簧进行适应。当转动柱转动到检测位置后,控制压缩气缸8伸长,使压缩空腔81向转动柱移动,并套在转动柱上,同时压缩片82由防护板之间的缝隙进入,与待测弹簧相接,对待测弹簧进行压缩。设置压缩片82尖端覆盖有橡胶层,用于防止对保护膜进行保护。
44.包括:旋转座72底面上设置有滑动凹槽,滑动凹槽为环状,位于外毛刷筒73内侧,处于内毛刷筒74外侧,滑动凹槽内设置有滑动环723,滑动环723为环状,滑动环723与待测弹簧相配合;良品口22内设置有转动板23,转动板23为铁磁性材料,且靠近压缩装置的一侧与良品口22的上端口边沿转轴连接,另一侧向下倾斜,转动板23上连接有限位绳,限位绳的另一端与检测平台2固定,转动板23的下部与良品箱26相配合。
45.在旋转座72转动过程中,待测弹簧上端与旋转座72底面会产生摩擦。设置滑动环723,使待测弹簧抵接在滑动环723上,降低其与旋转座72底面的摩擦。压缩装置带动弹簧移
动时,待测弹簧之间缝隙容易卡在良品口22,使次品提前脱离电磁铁落如良品口22中。设置转动板23与良品口22的上端口边沿转轴连接,用于防止次品落入良品口22内,在电磁铁经过时,转动板23向上转动,将良品口22堵塞,当电磁铁关闭后,转动板23在重力作用下向下转动。
46.本实施例的工作过程为:在检测开始前,控制负压器512开启,使保护模内维持负压状,使保护模向内凹陷。将待测弹簧放置于传送带1上,在凹型弧面的作用下,使弹簧的轴线与传送方向平行,之后将弹簧传送到转动柱上,在位置感应器感应到后,通过转动电机3控制转动柱转动到竖直方向,然后控制升降气缸6伸长,使旋转使内毛刷和外毛刷向下移动,使内毛刷处于待测弹簧内侧,使外毛刷处于待测弹簧外侧,使转动柱的上部进入辅助槽中,使旋转座72底面对待测弹簧进行挤压,对其进行固定,然后启动清理电机61,使旋转座72旋转,使内毛刷和外毛刷旋转,将待测弹簧表面的粉尘和锈蚀清理下来。内毛刷转动时,带动第三刷毛743转动,对防护壳5进行清理。当进行清理过程时,启动除尘风机722,使气流依次经过第一通风孔721、第二通风孔591、防护壳5内部、第三通风孔56、第四通风孔742、第五通风孔731、过滤网,通过气流将粉尘清理到下壳体4内。气流从第二滑道排出,防止粉尘将第二滑道堵塞。气流从防旋凹槽排出,防止粉尘堆积在防旋凹槽内。当清理完成后,控制转动柱转动到检测位置,使粉尘从排尘口42落入集尘口21中,进入集尘箱25中。之后,控制中心气缸53伸长,使变径杆54与待测弹簧相接。然后控制转动电机3转动,使转动柱与压缩装置相对,当转动柱转动到检测位置后,控制压缩气缸8伸长,使压缩空腔81向转动柱移动,并套在转动柱上,同时压缩片82由防护板之间的缝隙进入,与待测弹簧相接,对待测弹簧进行压缩。云服务器根据采集相机的图像数据和压力传感器的数据分析计算出弹簧的弹性系数。之后开启电磁铁,将待测弹簧吸住,然后控制压缩装置移动,带动待测弹簧移动,若为良品,在良品口22处关闭电磁铁,使弹簧落到良品箱26中,若为次品,在次品口24处关闭电磁铁,使弹簧落到次品箱27内。
47.一种全自动化检测系统的控制方法,包括:在转动柱转动到竖直方向后,实行以下步骤:a1:控制系统控制若干中心气缸53伸长,直到防护板与待测弹簧相接;a2:控制若干中心气缸53收缩,然后控制升降气缸6伸长,使内毛刷和外毛刷与待测弹簧相接,之后进行清理过程。
48.当转动柱转动到竖直方向后,待测弹簧不一定是处于正中的,会使内毛刷无法进入待测弹簧内部。通过防护板对待测弹簧进行移动后,可以使待测弹簧处于正中。
49.若两种弹性系数不同的弹簧意外混合到一起,实行以下步骤:b1:将其中一种弹簧的弹性系数设定为良品,然后将混合的弹簧放到传送装置上;b2:当检测完毕后,将次品箱27和良品箱26取出,并将其中的弹簧装到不同的盒子中,完成分离。
50.将混合弹簧中的一种挑选出来后,得到的就是另一种弹簧。
51.上述实施例仅是本发明的一部分实施例,而不是全部实施例,基于本发明的实施例,本领域的技术人员在不付出创造性劳动的前提下所获得的其他实施例,均属于本发明保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1